

在役管道不停輸焊接三通工藝試驗
格式:pdf
大小:720KB
頁數:7P
人氣 :79
 4.7
4.7
論述了在役管道不停輸焊接三通工藝的特點及實現焊接工藝的方法 ,介紹了在役管道三通焊接工藝試驗裝置、有關參數的計算、焊接方法和原則、焊接評定過程及焊接工藝在蘇丹紅海山區 71 1 .2mm管道加閥改造中的應用



 管道不停輸狀態封堵三通焊接工藝模擬試驗
管道不停輸狀態封堵三通焊接工藝模擬試驗 管道不停輸狀態封堵三通焊接工藝模擬試驗
格式:pdf
大小:127KB
頁數:2P
對在管道不停輸狀態下影響封堵三通焊接質量的主要因素及控制方法進行了分析,制定出科學、經濟和可靠的焊接工藝模擬試驗方法,通過該方法已成功制定了管道儲運分公司部分在運行管道不停輸封堵三通的焊接工藝。
編輯推薦下載
大型厚壁等徑焊接三通應力測試與爆破試驗研究 大型厚壁等徑焊接三通應力測試與爆破試驗研究
格式:pdf
大小:537KB
頁數:5P
4.7
對一大型厚壁(φ356mm×55mm)等徑焊接三通進行了應力測試及爆破試驗,分析得到了三通不同部位在試驗壓力下的應力分布規律,確定了結構的薄弱部分。試驗結果可為大型厚壁焊接三通的設計、制造及使用提供參考。
厚壁焊接三通角焊縫射線照相工藝 厚壁焊接三通角焊縫射線照相工藝
格式:pdf
大小:275KB
頁數:3P
4.4
采用4mev直線加速器對厚壁(t≥50mm)焊接三通角焊縫的內部質量進行射線檢驗,如果照相工藝參數選擇不當,不但嚴重影響焊縫缺陷的檢出率,而且給底片評定和缺陷返修帶來諸多不便,本文討論了厚壁焊接三通角焊縫的射線照相工藝.1焊接三通角焊縫的結構特點如圖1所示,支管側焊縫坡口,從腹部至肩部為0°~25°連續變化;而主管側則依圓柱形態從與軸向正交斷面變化到平行方向.焊接采取手工電弧焊,全焊透結構,在變位工裝支持下挑立焊,外層以橫焊蓋面,屬多層多道焊接.焊后鏜掉內側焊根或襯板.
管道不停輸焊接三通工藝試驗熱門文檔

焊接三通尺寸
格式:pdf
大小:243KB
頁數:5P
4.4
對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1518182525 3/4×1/220×1525182929 ×3/4×20252929 1×1/225×1532183838 ×3/4×20253838 ×1×25323838 11/2×1/232×1538184848 ×3/4×20254848 ×1×25324848 ×11/2×32384848 13/4×1/240×1545185757 ×3/4×20255757 ×1×25325757 ×11/2×32385757 ×13/4×40455757 2×3/450×205725644

焊接三通尺寸
格式:pdf
大小:211KB
頁數:3P
4.4
. . 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857

焊接三通尺寸
格式:pdf
大小:566KB
頁數:3P
4.8
對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.3185757
直徑為426毫米的高壓焊接三通強度試驗 直徑為426毫米的高壓焊接三通強度試驗
格式:pdf
大小:281KB
頁數:5P
4.4
試驗簡介本試驗的焊接三通,其結構尺寸如圖1所示,用于1000噸/時鍋爐機組的給水管道上。三通母管尺寸為φ426×50毫米,材料為12cr1mov,支管尺寸為φ355×50毫米,材料為10crmo910,加強筋直徑為36毫米,材料為20a,材料的機械性能列于表1。

焊接三通尺寸 (2)
格式:pdf
大小:211KB
頁數:3P
4.8
. . 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857
管道不停輸焊接三通工藝試驗精華文檔

焊接三通尺寸知識講解
格式:pdf
大小:211KB
頁數:3P
4.7
精品文檔 精品文檔 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31
高壓加氫焊接三通的設計計算 高壓加氫焊接三通的設計計算
格式:pdf
大小:262KB
頁數:2P
4.4
我廠從建廠到現在,高壓管件均為方鐵鍛件。這種管件其聯接體系為方鐵、透鏡墊圈、螺紋法蘭、螺栓、螺母。為了克服方鐵三通零部件多、易泄漏、浪費材料、加工周期長、投資大和安裝復雜等缺點,1992年5月大修時,用焊接三通代替方鐵三通,使用情況良好。現就焊接三通的結構設計和應力分析計算介紹如下。我們對φ267.4mm×28.6mm主管進行了
電廠四大管道及焊接三通的質量控制 電廠四大管道及焊接三通的質量控制
格式:pdf
大小:88KB
頁數:2P
4.6
本文主要介紹了從提高管理水平和技術措施兩方面,闡述通過一系列有效的措施如選擇合理的運行方式等方面來降低線損,使電網達到最優的經濟運行,提高社會的經濟效益。由于電力是一種特殊的能源不能大量儲存,發、輸、供同時完成。從發電到供電至電力用戶這個環節中,其自身的損耗是相當大的,所以降低電力系統的損耗是電力部門的重要任務之一,同時對電力部門自身而言也是具有相當可觀的經濟效益的。
HDPE焊接三通管件壁厚數值優化設計 HDPE焊接三通管件壁厚數值優化設計
格式:pdf
大小:732KB
頁數:3P
4.8
輸氣焊接hdpe三通管道,由于焊接使材料性能下降,并產生應力集中,因此必須對管道連接處增加壁厚。基于對hdpe材料性能和焊接處hdpe材料拉伸強度的試驗,對hdpe材料三通管道壁厚進行數值優化設計。有限元模型中采用理想彈塑性和ramberg-osgood兩種材料本構模型,計算得到管道等應力線以及壁厚優化曲線,對管道設計具有實際意義。
管道不停輸焊接三通工藝試驗最新文檔

焊接三通相貫接頭坡口面的數控切割
格式:pdf
大小:1.2MB
頁數:4P
4.5
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
三通焊接工藝規范
格式:pdf
大小:16KB
頁數:2P
4.4
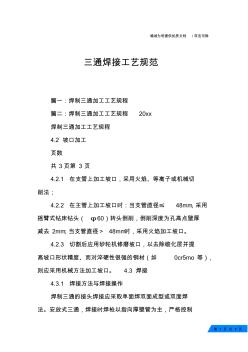
第1頁共7頁 竭誠為您提供優質文檔/雙擊可除 三通焊接工藝規范 篇一:焊制三通加工工藝規程 篇二:焊制三通加工工藝規程20xx 焊制三通加工工藝規程 4.2坡口加工 頁數 共3頁第3頁 4.2.1在支管上加工坡口,采用火焰、等離子或機械切 削法; 4.2.2在主管上加工坡口時:當支管直徑≤48mm,采用 搖臂式鉆床鉆頭(φ60)轉頭倒削,倒削深度為孔高點壁厚 減去2mm;當支管直徑>48mm時,采用火焰加工坡口。 4.2.3切割后應用砂輪機修磨坡口,以去除碳化層并提 高坡口形狀精度、而對淬硬性很強的鋼材(如0cr5mo等), 則應采用機械方法加工坡口。4.3焊接 4.3.1焊接方法與焊接操作 焊制三通的接頭焊接應采取單面焊雙面成型或雙面焊 法。安放式三通,焊接時焊槍以指向厚壁管為主,嚴格控制 第2頁共7頁 焊接線能量,防止焊接變形。

焊接三通尺寸(20200929094539)
格式:pdf
大小:221KB
頁數:5P
4.4
. 精品 對焊三通、四通尺寸gb12459 inch公稱通徑dn 端部外徑中心至端面 d1d2 cm a系列b系列a系列b系列 1/2×1/215×1521.31821.3182525 3/4×1/220×1526.92521.3182929 ×3/4×2026.9252929 1×1/225×1533.73221.3183838 ×3/4×2026.9253838 ×1×2533.7323838 11/2×1/232×1542.33821.3184848 ×3/4×2026.9254848 ×1×2533.7324848 ×11/2×3242.3384848 13/4×1/240×1548.34521.31857
焊接原理及工藝試驗安排
格式:pdf
大小:386KB
頁數:8P
4.5
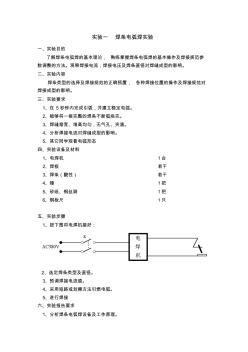
實驗一焊條電弧焊實驗 一、實驗目的 了解焊條電弧焊的基本理論,熟練掌握焊條電弧焊的基本操作及焊接規范參 數調整的方法。觀察焊接電流,焊接電壓及焊條直徑對焊縫成型的影響。 二、實驗內容 焊條類型的選擇及焊接規范的正確預置,各種焊接位置的操作及焊接規范對 焊接成型的影響。 三、實驗要求 1、在5秒鐘內完成引弧,并建立穩定電弧。 2、能夠將一根完整的焊條不斷弧燒完。 3、焊縫熔寬、堆高均勻,無氣孔、夾渣。 4、分析焊接電流對焊縫成型的影響。 5、其它同學觀看電弧形態 四、實驗設備及材料 1、電焊機1臺 2、焊板若干 3、焊條(酸性)若干 4、錘1把 5、砂紙、鋼絲刷1把 6、鋼板尺1只 五、實驗步驟 1、按下圖將電焊機接好: 2、選定焊條類型及直徑。 3、預調焊接電流值。 4、采用短路或劃擦方法引燃電弧。 5、進行焊接 六、實驗報告要求 1、分析焊條電弧焊設備及工作原理。 2
鋼筋焊接工藝試驗報告
格式:pdf
大小:1.0MB
頁數:63P
4.4
1 鋼筋ф22搭接焊工藝試驗報告 編號: 編制: 技術人員: 批準: 單位: 日期: 2 表b-1焊接工藝試驗報告目錄 序號報告名稱報告編號頁數 1焊接工藝試驗報告dqhj0081 2焊接工藝試驗指導書hjzd0081 3焊接工藝試驗記錄表/1 4焊接工藝試驗檢驗結果/1 5焊接工藝作業指導書/2 3 焊接工藝試驗報告 共1頁第1頁 工程(產品)名稱鋼筋焊件 試驗報告 編號 dqhj008 委托單位xx建設公司 工藝指導 書編號 hjzd008 項目負責人依據標準《鋼筋焊接及驗收規程》(jgj18-2003) 試樣焊接單位xx建設公司施焊日期 焊工xx資格代號xx級別中級 母材鋼 號 hrb335規格φ22供貨狀態甲供生產廠家西林 化學成分和力學性
 雙相鋼全焊接閥體焊接工藝試驗
雙相鋼全焊接閥體焊接工藝試驗 雙相鋼全焊接閥體焊接工藝試驗
格式:pdf
大小:159KB
頁數:未知
4.6
介紹了14cr18ni11si4alti雙相不銹鋼材料與e2553焊絲焊接工藝試驗,論述了焊接后材料的拉伸試驗、韌性沖擊試驗、硬度檢驗和彎曲試驗結果。
有縫鋼管的焊接工藝試驗 有縫鋼管的焊接工藝試驗
格式:pdf
大小:274KB
頁數:2P
4.5
有縫鋼管具有生產工藝簡單、成本低、壁厚均勻、尺寸精度高等優點.我們對哈爾濱鋼管廠生產的φ51×3mm20g焊接鋼管(采用高頻焊)進行了各種焊接方法和接頭形式的焊接性試驗,證明該有縫鋼管的焊接接頭與無縫鋼管的焊接接頭性能相當,符合中低壓鍋爐鋼管的使用要求.
單電雙細絲埋弧焊焊接工藝試驗研究 單電雙細絲埋弧焊焊接工藝試驗研究
格式:pdf
大小:246KB
頁數:未知
4.5
通過單電雙細絲與單電單粗絲埋弧焊工藝的對比試驗研究,得出:與單電單粗絲埋弧焊工藝相比,單電雙細絲埋弧焊的焊接熔敷速度更高。其原因是焊接電流與焊絲直徑是影響熔敷速度的主要因素,在同等的焊接電流下,單電雙細絲埋弧焊的焊絲直徑較小,電流密度更大,因而焊接熔敷速度更高;與單電單粗絲埋弧焊工藝相比,由于單電雙細絲埋弧焊可使用較高的焊接速度,因此在焊接電流、電壓相同的條件下,單電雙細絲埋弧焊可獲得更低的焊接熱輸入和良好的焊接接頭沖擊韌性。
管道不停輸焊接三通工藝試驗相關
文輯推薦
知識推薦
百科推薦


職位:高級給排水工程師
擅長專業:土建 安裝 裝飾 市政 園林


