

410S鋼板焊劑帶約束電弧對接焊工藝試驗
格式:pdf
大小:325KB
頁數:4P
人氣 :51
 4.5
4.5
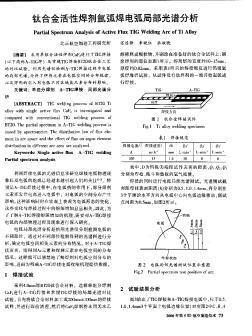
410S不銹鋼對焊接熱輸入敏感,會出現接頭脆化現象。本文采用焊劑帶約束電弧焊接方法,對410S熱軋板進行自動化焊接試驗,實現單面焊雙面成形,并通過試驗得出焊接工藝參數;HAZ粗晶區晶粒長大明顯,硬度低,但是這種焊接方法熱輸入小,約為0.5 k J/mm,熱影響區寬度窄,約為1.0 mm,接頭抗拉強度不低于母材;HAZ組織為鐵素體+馬氏體,焊縫組織為鐵素體+奧氏體,晶粒度為6~7級,強度高。



 焊劑帶約束電弧焊接引弧穩定性與工藝研究
焊劑帶約束電弧焊接引弧穩定性與工藝研究 焊劑帶約束電弧焊接引弧穩定性與工藝研究
格式:pdf
大小:1.3MB
頁數:3P
引弧穩定性是制約焊劑帶約束電弧焊接方法實現廣泛應用的主要因素.為解決引弧不穩定問題,設計了一種焊接控制系統,實現了引弧階段和焊接階段獨立控制.實驗發現:引弧工藝參數是影響引弧穩定性的主要因素,當引弧延時時間為0.8~1.2s、引弧電流為160~170a、引弧電壓為22~24v時,能夠穩定引弧,電弧不會出現攀升現象,焊縫成形良好.
焊劑帶約束電弧焊接引弧穩定性與工藝研究 焊劑帶約束電弧焊接引弧穩定性與工藝研究
格式:pdf
大小:1.1MB
頁數:3P
引弧穩定性是制約焊劑帶約束電弧焊接方法實現廣泛應用的主要因素.為解決引弧不穩定問題,設計了一種焊接控制系統,實現了引弧階段和焊接階段獨立控制.實驗發現:引弧工藝參數是影響引弧穩定性的主要因素,當引弧延時時間為0.8~1.2s、引弧電流為160~170a、引弧電壓為22~24v時,能夠穩定引弧,電弧不會出現攀升現象,焊縫成形良好.
編輯推薦下載

鋼筋電弧搭接焊和幫條焊工藝試驗報告
格式:pdf
大小:113KB
頁數:16P
4.3
word完美格式 精心整理學習幫手 ××工程 發電廠房土建及金屬結構安裝工程 鋼筋手工電弧搭接焊及幫條焊連接工藝試 驗報告 word完美格式 精心整理學習幫手 ××有限公司 ××項目部 二〇一五年五月十二日 批準: word完美格式 精心整理學習幫手 校核: 編寫: word完美格式 精心整理學習幫手 目錄 1.概述..................................................................................................1 2.試驗目的...........................................................................................1 3.試驗依據...............
焊劑帶約束電弧超窄間隙焊接根焊方法 焊劑帶約束電弧超窄間隙焊接根焊方法
格式:pdf
大小:654KB
頁數:4P
4.7
超窄間隙焊接在對接焊接中有著獨特的優勢。在實際焊接工程中,對接焊有時要求采用單面焊雙面成型的方法進行根焊。采用焊劑帶約束熔化極電弧超窄間隙焊接的方法,結合在工件背面襯墊焊劑,并用銅板對焊劑加以支撐的背面焊縫強制成型方法進行熔化極電弧根焊試驗。結果表明,通過焊劑帶約束熔化極電弧,選擇合適的焊接電壓、焊接電流可以使坡口根部有效熔合;在銅板的快速散熱作用下,阻止了工件背面焊劑因熱量集中而過量燒損,使熔池下方有焊劑的襯墊而不發生脫落的現象,保證了焊縫背面成形良好。最終實現了焊劑帶約束熔化極電弧超窄間隙焊接單面焊雙面成形。
鋼板焊劑帶約束電弧對接焊工藝試驗熱門文檔
仰焊位板對接焊條電弧焊探討 仰焊位板對接焊條電弧焊探討
格式:pdf
大小:306KB
頁數:3P
4.4
板件對接仰位水平固定焊條電孤單面焊雙面成形技術,是焊接位置中最困難的一種,也是每一個焊接操作者都應掌握的基本技能。筆者根據多年的技能大賽經驗,以及多年焊工培訓教育工作的體會,總結出心得體會,與焊接同行們交流、切磋,并且提出了在根焊、填充焊、蓋面焊以及關于熔孔的控制方案等方面的技術要領。只要認真按照這些要領去操作,在板件對接仰位水平固定試件的焊接過程中,將獲得優質的焊縫。
淺談焊條電弧焊板仰對接焊接工藝 淺談焊條電弧焊板仰對接焊接工藝
格式:pdf
大小:1.1MB
頁數:1P
4.4
低氫納型焊條,焊接時教材上采用直流反接。如在板對接操作中,采用此工藝打底層操作中背面出現嚴重的內凹焊接缺陷。若在焊接中采用直流正接打底層,填充層、蓋面層用直流反接,能解決背面內凹、正面焊瘤。本文就手工焊條電弧焊仰對接焊接試板的焊接工藝進行分析探討。
碳鋼板對接焊
格式:pdf
大小:105KB
頁數:5P
4.8
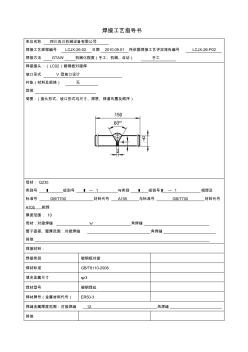
焊接工藝指導書 單位名稱四川良川機械設備有限公司 焊接工藝規程編號lcjx-26-02日期2010.09.01所依據焊接工藝評定報告編號lcjx-26-p02 焊接方法gtaw機械化程度(手工、機械、自動)手工 焊接接頭:(lc02)碳鋼板對接焊 坡口形式v型坡口設計 襯墊(材料及規格)無 其他 簡圖:(接頭形式、坡口形式與尺寸、焊層、焊道布置及順序) 150 2 41 0 60° 母材:q235 類別號ⅰ組別號ⅰ—1與類別ⅰ組別號ⅰ—1相焊及 標準號gb/t700材料代號a105與標準號gb/t700材料代號 a105相焊 厚度范圍:10 母材:對接焊縫∨角焊縫 管子直徑、壁厚范圍:對接焊縫角焊縫 其他 焊接材料: 焊接類別碳鋼板對接 焊材標準gb/t8110-2008 填充金屬尺寸φ3 焊材型號碳
焊條電弧焊立對接焊的操作技能 焊條電弧焊立對接焊的操作技能
格式:pdf
大小:74KB
頁數:未知
4.6
焊條電弧焊是焊工技能訓練的基礎,而立對接焊又是焊條電弧焊各焊接位置中較難操作的一種,本文從如何掌握立對接焊操作技能進行了研究。給出了工藝參數調整、焊接姿勢可行方案。
板對板平焊對接焊條電弧焊實訓設置及操作要點 板對板平焊對接焊條電弧焊實訓設置及操作要點
格式:pdf
大小:196KB
頁數:4P
4.4
0前言高職(專科)焊接技術及自動化專業的實習計劃各個學校大同小異,焊接實習項目的設置需要考慮的問題很多:例如經費的多少、指導教師水平高低、場地的大小、設備的數量、學生技能的培養效率、成本的控制等等。要把這些問題綜合考慮進去就需要找到所有問題的平衡點。筆者通過長期的焊接專業教學摸索以及到近十幾所高職院校考察,在咨詢大量從事焊接專業企業技術人員的基礎上,總結出了板對板平對接焊條電弧焊的操作要點及技巧,該項目的成本相對較低,而
鋼板焊劑帶約束電弧對接焊工藝試驗精華文檔

鋼板無坡口雙面自動埋弧焊對接焊接工藝
格式:pdf
大小:98KB
頁數:5P
4.5
鋼板無坡口雙面自動埋弧焊對接 試驗計劃書 編制: 審核: 批準: 2 內容 焊接工藝認可試驗計劃書.........................................................................................................1 1.范圍...........................................................................................................................................3 1.1焊接方法..................................................................................
單電雙細絲埋弧焊焊接工藝試驗研究 單電雙細絲埋弧焊焊接工藝試驗研究
格式:pdf
大小:246KB
頁數:未知
4.5
通過單電雙細絲與單電單粗絲埋弧焊工藝的對比試驗研究,得出:與單電單粗絲埋弧焊工藝相比,單電雙細絲埋弧焊的焊接熔敷速度更高。其原因是焊接電流與焊絲直徑是影響熔敷速度的主要因素,在同等的焊接電流下,單電雙細絲埋弧焊的焊絲直徑較小,電流密度更大,因而焊接熔敷速度更高;與單電單粗絲埋弧焊工藝相比,由于單電雙細絲埋弧焊可使用較高的焊接速度,因此在焊接電流、電壓相同的條件下,單電雙細絲埋弧焊可獲得更低的焊接熱輸入和良好的焊接接頭沖擊韌性。
板對接仰位焊條電弧焊 板對接仰位焊條電弧焊
格式:pdf
大小:57KB
頁數:2P
4.4
板對接仰位焊條電弧焊容易出現的缺陷有:氣孔、夾渣、背部內凹、焊瘤、焊道偏移等,這些缺陷是由于操作人員的操作方法和工藝參數選擇不當引起的,其嚴重影響了焊縫的質量。因此,為獲得優質的焊縫,克服上述焊接缺陷,必須合理地選擇操作方法和焊接工藝參數。1焊前準備及焊接工藝參數1.1母材、焊機及焊材焊機選用zx7-400,焊條選用j507,直徑為3.2mm和4.0mm等,焊前嚴格按要求烘干焊條,并備好焊條保溫筒、扁鏟、清渣錘、角向磨光機。2塊300mm×150mm×12mm試板,坡口角度為30°±2°,材質為q235-b。用角向磨光機把母材坡口兩側表面正反兩面20mm范圍內的油銹、污物打磨干凈,直至露出金屬光澤。
重型鋼軌對接焊工藝研究 重型鋼軌對接焊工藝研究
格式:pdf
大小:37KB
頁數:未知
4.8
重型鋼軌對接焊工藝研究沈陽工業高等專科學校段志剛大連重型機器廠王暉雙車翻車機設備中的一個重要部件——端環,是一直徑達9米的圓盤形結構。在圓盤形結構的外側,有一個由兩段各長9米的重型鋼軌對接焊成一體的圓弧形滾圈。在滾圈的一側裝有齒條,齒條與端環靠精制螺...

單面搭接焊工藝試驗報告
格式:pdf
大小:74KB
頁數:8P
4.7
. . 高家灣充電站項目 鋼筋焊接工藝試驗報告 施工單位:湖北景盛建筑工程有限公司 . . 鋼筋電弧焊工藝試驗報告審批表 工程名稱 編 制 單 位 申報簡述: 編制人: 年月日 施 工 單 位 審 批 審核意見: 施工單位技術負責人: 公章 年月日 監 理 單 位 審 批 審批意見: 總監理工程師: 公章 年月日 . . 目錄 一、工程概況................................................................................ 二、指導依據???????????????????????? 三、試驗目的???????????????????????? 四、施工準備???????????????????????? 五、操作工藝???????????????????????? 六、
鋼板焊劑帶約束電弧對接焊工藝試驗最新文檔

單面搭接焊工藝試驗報告
格式:pdf
大小:58KB
頁數:8P
4.4
高家灣充電站項目 鋼筋焊接工藝試驗報告 施工單位:湖北景盛建筑工程有限公司 鋼筋電弧焊工藝試驗報告審批表 工程名稱 編 制 單 位 申報簡述: 編制人: 年月日 施 工 單 位 審 批 審核意見: 施工單位技術負責人: 公章 年月日 監 理 單 位 審 批 審批意見: 總監理工程師: 公章 年月日 目錄 一、工程概 況......................................................... ....................... 二、指導依據???????????????????????? 三、試驗目的???????????????????????? 四、施工準備???????????????????????? 五、操作工藝???????????????????????? 六、試驗時間及試驗結果????????
對接仰位水平固定板焊條電弧單面焊工藝 對接仰位水平固定板焊條電弧單面焊工藝
格式:pdf
大小:85KB
頁數:2P
4.7
板狀試件水平固定仰位手工電弧單面焊接,操作難度較大,焊接時由于液態金屬和熔渣受重力的作用,容易下墜,從而使正面焊縫形成焊瘤、夾渣,背面焊縫形成凹陷、未焊透等缺陷。本文就其打底層的焊接方法、焊接工藝參數、操作要領和注意事項做一系統的闡述。
鋼板焊接工藝試驗成果報告
格式:pdf
大小:28KB
頁數:5P
4.8
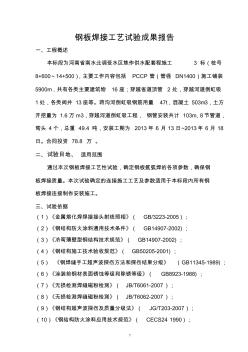
1 鋼板焊接工藝試驗成果報告 一、工程概述 本標段為河南省南水北調受水區焦作供水配套程施工3標(樁號 8+600~14+500),主要工作內容包括pccp管(管徑dn1400)施工鋪裝 5900m,共有各類主要建筑物16座;穿越省道頂管2處,穿越河道倒虹吸 1處,各類閥井13座等。蔣溝河倒虹吸鋼筋用量47t,混凝土503m3,土方 開挖量為1.6萬m3,穿越河道倒虹吸工程,鋼管安裝共計103m,8節管道, 彎頭4個,總重49.4噸,安裝工期為2013年6月13日~2013年6月18 日。合同投資78.8萬。 二、試驗目地、適用范圍 通過本次鋼板焊接工藝性試驗,確定鋼板氬弧焊的各項參數,確保鋼 板焊接質量。本次試驗確定的連接施工工藝及參數適用于本標段內所有鋼 板焊接連接制作安裝施工。 三、試驗依據 (1)《金屬熔化焊焊接接頭射線
鋼板焊接工藝試驗施工方案
格式:pdf
大小:30KB
頁數:6P
4.8
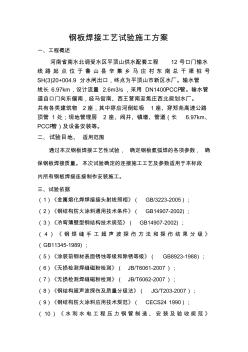
鋼板焊接工藝試驗施工方案 一、工程概述 河南省南水北調受水區平頂山供水配套工程12號口門輸水 線路起點位于魯山縣辛集鄉馬莊村東南總干渠樁號 sh(3)20+004.9分水閘出口,終點為平頂山市新區水廠。輸水管 線長6.97km,設計流量2.6m3/s,采用dn1400pccp管。輸水管 道自口門向東偏南,經馬街南、西王營南至焦莊西北規劃水廠。 共有各類建筑物2座,其中穿應河倒虹吸1座、穿鄭堯高速公路 頂管1處;現地管理房2座、閥井、鎮墩、管道(長6.97km、 pccp管)及設備安裝等。 二、試驗目地、適用范圍 通過本次鋼板焊接工藝性試驗,確定鋼板氬弧焊的各項參數,確 保鋼板焊接質量。本次試驗確定的連接施工工藝及參數適用于本標段 內所有鋼板焊接連接制作安裝施工。 三、試驗依據 (1)《金屬熔化焊焊接接頭射線照相》
薄板變形焊條電弧焊矯正試驗與工藝 薄板變形焊條電弧焊矯正試驗與工藝
格式:pdf
大小:292KB
頁數:4P
4.7
通過采用正交試驗優選法對低合金鋼薄板焊接變形進行焊條電弧焊矯正,確定其最佳的焊接工藝參數,并用在舟體實際生產中,滿足了生產實踐應用要求,為今后其他鋼結構薄板產品焊接積累了寶貴的經驗。
埋弧焊燒結焊劑中MnO應用的試驗分析
格式:pdf
大小:336KB
頁數:3P
3
埋弧焊燒結焊劑中mno應用的試驗分析——通過對燒結焊劑中常用組分mno的物理化學性質的分析,試制了三種燒結焊劑,并進行了接頭組織及力學性能的對比試驗。結果表明,燒結焊劑中加入適量的mno,對提高焊劑的堿度、增加焊劑還原性、凈化焊縫、改善脫渣、成形等工...
鋼筋搭接焊工藝試驗記錄表
格式:pdf
大小:16KB
頁數:1P
4.6
鋼筋搭接焊工藝試驗記錄表 工程名稱***項目搭接焊種類單面搭接焊□雙面搭接焊□ 工藝試驗日期送檢日期操作者姓名焊工姓名崗位證編號焊工證證號 鋼筋原材料情況鋼筋牌號hrb400e鋼筋直徑(mm)18爐批號 焊劑廠家焊劑型號合格證編號 電焊機情況電焊機型號焊機容量(kv·a)設備狀況良好 搭接焊工藝參數 焊接位置搭接焊電源及極性交流搭接長度(mm) 焊前清理角向磨光機接頭處理人工清理焊后處理手工清理 備注 記錄人:(可以是資料員或質檢員)施工員:技術負責人:
鋼筋電弧焊工藝性試驗方案
格式:pdf
大小:202KB
頁數:8P
4.3
鋼筋電弧焊工藝性試驗方案 一、工程概況: 本標段施工包含渠道(樁號:131+751~138+551)混凝土襯砌、 排水設施等土建施工;1座河渠交叉建筑物(東趙河倒虹吸);1座左 岸排水建筑物(熊莊河倒虹吸);半坡店分水口門1座控制性建筑物; 鴨東三分干倒虹吸等2座渠渠交叉建筑物;安莊南2座跨公路橋等5 座公路橋和小吳莊生產橋等1座,混凝土工程量約11.35萬m3,鋼筋 約7074t。 二、試驗目的: (1)通過焊接工藝性試驗確定鋼筋電弧焊的各項焊接參數,確保現 場鋼筋焊接質量; (2)通過焊接工藝性試驗并結合現場實際施工情況,選擇合適的焊 接形式。 三、編制的依據: (1)、《公路橋涵施工技術規范》(jtj041-2000); (2)、《鋼筋焊接及驗收規程》(jgj18-2003); (3)、招投標文件。 四、施工準備: 1、機械設備 電弧焊的主要設備是z
閃光對接焊機焊接電工鋼板的焊縫質量優化 閃光對接焊機焊接電工鋼板的焊縫質量優化
格式:pdf
大小:1.1MB
頁數:4P
4.5
介紹了用于電工鋼帶鋼焊接的閃光對接焊機的工作原理和特點,分析了造成焊縫斷帶的原因,并從基板板形、光整效果和焊接工藝參數的選擇等方面,找出了解決途徑,使焊縫斷帶率明顯降低。
鋼板焊劑帶約束電弧對接焊工藝試驗相關
文輯推薦
知識推薦
百科推薦


職位:巖土加一級結構師
擅長專業:土建 安裝 裝飾 市政 園林


