

閥門密封面材料
格式:pdf
大小:57KB
頁數:4P
人氣 :93
 4.7
4.7
其它密封面材料 其它密封面材料見表 1-2-2 表 1-2-2 其它密封面材料 材 料 適用溫 度℃ 硬 度 HRC 適用介質 K-蒙乃爾(CuFeAlNi) -240~482 27~35 堿鹽、食品稀酸、氯化物 S-蒙乃爾(CuMnSiNi) -240~482 30~38 649℃時 HRC 35 同上 哈氏合金 B ≤371 14 鹽酸、濕 HCl氣、硫酸、磷 酸 哈氏合金 C ≤538 23 強氧化性介質、 鹽酸、氯化 物 20號合金 -45.6 ~ 316 氧化性介質、各種濃度硫酸 17-4PH -40~425 40~45 有輕微腐蝕沖蝕場合 440C(11Cr17) -29~425 50~60 非腐蝕性介質 1 閥門密封面焊接材料牌號和使用范圍 閥門密封面的材料根據其焊接的方法不同,可用電焊條、焊絲、噴焊粉末 等對閥門密封面進行堆焊各種焊接材料,見表 1-2-3



常用的閥門密封面材料介紹.
格式:pdf
大小:32KB
頁數:2P
2017-11-16 1、軟密封材料 (1丁睛橡膠(nbr。丁睛橡膠耐油性優異;耐熱性優于天然橡膠、丁苯橡膠;氣密 性和耐水性較好。丁睛橡膠可分為丁睛-18、丁睛-26及丁睛-40等。相睛橡膠適用 于溫度-60~+120度的石油產品、苯、甲苯、水、酸、堿介質。 (2氟橡膠(fkm。氟橡膠耐熱、耐酸堿、耐油、耐飽和水與蒸汽,壓縮永久變形 小,氣密性較好。氟橡膠適用于溫度-30~+220度的石油產品、水、酸、酒精。 (3聚四氟乙烯(ptfe。聚四氟乙烯耐高溫、耐化學腐蝕,摩擦系數低,但機械強 度低,易蠕變,彈性小。它適用溫度小等于170度的腐蝕性介質。 (4聚四氟乙烯(ptfe。聚四氟乙烯耐高溫、耐化學腐蝕,摩擦系數低,但機械強 度低,易蠕變,彈性小。它適用于溫度小于等于170度的腐蝕性介質。 2、硬密封材料 (1銅合金。銅合金在水或蒸汽中的耐腐

閥門密封面材料使用溫度
格式:pdf
大小:53KB
頁數:3P
通用閥門密封面常用彈性材料性能 序號名稱代號適用溫度℃適用介質 1天然橡膠nr-50~80鹽類、鹽酸、金屬涂層溶液、水、濕氯氣 2氯丁橡膠cr-40~80 動物油、植物油、無機潤滑油、及ph值 變化很大的腐蝕性泥漿 3丁基橡膠iir-30~100抗腐蝕、抗磨損、耐絕大數無機酸和酸液 4丁晴橡膠nbr-30~90水、油品、廢液等 5乙丙橡膠(三元 乙丙橡膠) epdm(epm)-40~120鹽水、40%硼水、5%~15%硝酸及氯化鈉等 6 氯磺化聚乙烯合 成橡膠 csm-20~200耐酸性好 7硅橡膠si-70~200耐高溫、低溫、電絕緣性好、化學惰性大 8氟橡膠fpm(viton)-23~200 耐介質腐蝕性優于其它橡膠,抗輻射、耐 酸 9聚四氟乙烯ptfe(tfe)-196~200 耐熱、耐寒性優,耐一
編輯推薦下載
閥門密封面堆焊材料及硬度
格式:pdf
大小:21KB
頁數:1P
4.7
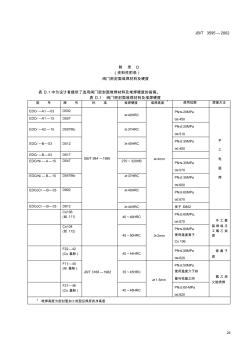
jb/t3595—2002 25 附錄d (資料性附錄) 閥門密封面堆焊材料及硬度 表d.1中為設計者提供了選用閥門密封面堆焊材料及堆焊硬度的指南。 表d.1閥門密封面堆焊材料及堆焊硬度 型號牌號標準堆焊硬度堆焊高度 a 使用范圍焊接方法 edcr—a1—03d502pn≤20mpa edcr—a1—15d507 ≥40hrc t≤450 pn≤20mpa edcr—a2—15d507mo≥37hrc t≤510 pn≤30mpa edcr—b—03d512≥45hrc t≤450 edcr—b—03d517 pn≤30mpaedcrni—a—15d547270~320hb t≤570 pn≤35mpaedcrni—b—15d547mo≥37hrc t≤600 pn≤60mpaedcocr—b—03 d80
核級閥門密封面堆焊
格式:pdf
大小:348KB
頁數:8P
4.6
文章編號:100225855(2007)0520018208 作者簡介:蘇志東(1953-),男,遼寧沈陽人,高級工程師,從事閥門工藝工作。 核級閥門密封面堆焊 蘇志東 (沈陽閥門研究所,遼寧沈陽110142) 摘要 介紹了核級閥門密封面堆焊用鈷基合金的牌號分類、化學成分、主要性能以及各種堆 焊方法及其焊接工藝評定。 關鍵詞 核級閥門;鈷基合金;工藝評定;密封;堆焊 中圖分類號:th134:tg455 文獻標識碼:a depositweldingonsealingsurfacefornuclearclassvalves suzhi2dong (shenyangvalveresearchinstitute,shenyang110142,china)
閥門密封面材料熱門文檔
 鋼制閥門密封面堆焊材料的研究與分析
鋼制閥門密封面堆焊材料的研究與分析 鋼制閥門密封面堆焊材料的研究與分析
格式:pdf
大小:568KB
頁數:10P
4.7
對國內閥門行業執行api600標準在鋼制閥門密封面堆焊材料研究和使用等方面遇到的困難和問題進行了分析并提出一些商榷意見。介紹了國內有關閥門研究部門對閥門密封面失效機理方面研究工作進展情況,并介紹了碳鋼閥門和合金鋼閥門密封面材料一些研究成果和發展趨勢。

閥門密封面堆焊材料及堆焊硬度
格式:pdf
大小:538KB
頁數:14P
4.6
表d.1閥門密封面堆焊材料及堆焊硬度 型號牌號標準堆焊硬度堆焊高度a使用范圍焊接方法 edcr—a1—03d502 gb/t984-1985 ≥40hrc ≥4mm pn≤20mpa 手工電弧焊 edcr—a1—15d507t≤450 edcr—a2—15d507mo≥37hrc pn≤20mpa t≤510 edcr—b—03d512≥45hrc pn≤30mpa t≤450 edcr—b—03d517 edcrni—a—15d547270~320hbpn≤30mpa t≤570 edcrni—b—15d547mo≥37hrcpn≤35mpa t≤600 edcocr—b—03d802≥40hrcpn≤60mpa t≤670 edcocr—b—03d812≥44hrc優于d802 co106(絲111)
閥門密封面噴焊銅合金
格式:pdf
大小:898KB
頁數:3P
4.4
**資訊http://www.***.***《閥門設計》qq群號:41469233提倡學術的公開共享 華南機械設計制造網http://www.***.*** **資訊http://www.***.***《閥門設計》qq群號:41469233提倡學術的公開共享 華南機械設計制造網http://www.***.*** **資訊http://www.***.***《閥門設計》qq群號:41469233提倡學術的公開共享 華南機械設計制造網http://www.***.***
閥門密封面堆焊技術
格式:pdf
大小:6.4MB
頁數:18P
4.6
**資訊http://www.***.***《閥門設計》qq群號:41469233提倡學術的公開共享 《閥門設計》qq群號:41469233提倡學術的公開共享 **資訊http://www.***.***《閥門設計》qq群號:41469233提倡學術的公開共享 《閥門設計》qq群號:41469233提倡學術的公開共享 **資訊http://www.***.***《閥門設計》qq群號:41469233提倡學術的公開共享 《閥門設計》qq群號:41469233提倡學術的公開共享 **資訊http://www.***.***《閥門設計》qq群號:41469233提倡學術的公開共享 《閥門設計》qq群號:41469233提倡學術的公開共享 **資訊http://www.***.***《閥門設計》qq群號:414692
閥門密封面材料精華文檔
閥門密封面結構和回座性能的討論 閥門密封面結構和回座性能的討論
格式:pdf
大小:264KB
頁數:2P
4.7
結合閥門密封面的結構形式以及影響閥門回座性能的幾個因素,論述了保證閥瓣回座性能的條件和各種密封面的加工方法
閥門密封面堆焊工藝
格式:pdf
大小:1.0MB
頁數:39P
4.7
企業標準 qb/ka10—2009 閥門密封面 堆焊及補焊作業標準 開封高中壓閥門有限公司 2009-09-01實施2009-09-01發布 1 編制: 校對: 審核: 會簽: 批準:時間: 2 目次 第一部分:閥門密封面堆焊及補焊的過程控制質量要求 1密封面堆焊及補焊的一般規定 2焊接及補焊的準備 3補焊應選用如下規定的方法進行 4補焊操作 5堆焊密封面的操作 6焊后工作 第二部分:閥門密封面堆焊及補焊的具體焊接作業標準 1說明 2手工電弧焊堆焊stalliteno.6焊接作業標準 3手工鎢極氬弧焊堆焊stalliteno.6焊接作業標準 4等離子噴焊堆焊合金粉末焊接作業標準 5手工電弧焊堆焊鐵基合金焊接作業標準 3 閥門密封面堆焊及補焊作業標準 本標準包括兩個部分:第一部分,閥門密封面堆
11閥門密封面堆焊工藝
格式:pdf
大小:972KB
頁數:39P
4.6
企業標準 qb/ka10—2009 閥門密封面 堆焊及補焊作業標準 開封高中壓閥門有限公司 2009-09-01實施2009-09-01發布 1 編制: 校對: 審核: 會簽: 批準:時間: 2 目次 第一部分:閥門密封面堆焊及補焊的過程控制質量要求 1密封面堆焊及補焊的一般規定 2焊接及補焊的準備 3補焊應選用如下規定的方法進行 4補焊操作 5堆焊密封面的操作 6焊后工作 第二部分:閥門密封面堆焊及補焊的具體焊接作業標準 1說明 2手工電弧焊堆焊stalliteno.6焊接作業標準 3手工鎢極氬弧焊堆焊stalliteno.6焊接作業標準 4等離子噴焊堆焊合金粉末焊接作業標準 5手工電弧焊堆焊鐵基合金焊接作業標準 3 閥門密封面堆焊及補焊作業標準 本標準包括兩個部分:第一部分,閥門密封面堆焊和補焊的過程 質量要求;
閥門密封面鈷基合金堆焊工藝 閥門密封面鈷基合金堆焊工藝
格式:pdf
大小:188KB
頁數:3P
4.5
介紹了閥門密封面常用材料堆焊鈷基合金(焊絲)的化學成分、牌號類別和熔敷金屬層常有的缺陷。論述了手工鎢極氬弧焊(gtaw)的工藝驗證方法。總結dn300奧氏體不銹鋼三偏心蝶閥密封面堆焊鈷基合金的質量控制。
閥門密封面材料最新文檔

閥門密封面損壞的原因有那些?
格式:pdf
大小:5KB
頁數:2P
4.6
閥門密封面損壞的原因有那些? 由于密封件在閥門通道上起著截斷和接通、調節和分配、分離和混合介質等作 用,所以密封表面經常受到介質的腐蝕、沖蝕、磨損,極易損壞。密封面損壞 的原因有人為損壞和自然損壞兩種。人為損壞,是由于設計不周、制造不精、選 材不當、安裝不正、使用不好和維修不力等因素引起的。自然損壞,是閥門正常 工作情況下的磨損,是介質對密封面不可避免的腐蝕和沖蝕等造成的損壞。 造成密封面損壞的原因,可歸納為如下幾種。 一:密封面加工質量不好,主要表現在密封面上有裂紋、氣孔和夾碴等缺 陷,是由于堆焊和熱處理規范選用不當以及堆焊和熱處理過程中操作不良引起 的,密封面硬度過高或過低,是由于選材不對或熱處理不當引起的,密封面硬度 不勻、不耐腐蝕,主要是由于在堆焊過程中將底層金屬吹到上面來了,沖淡了密 封面合金成分所引起的。當然,這里面也存在設計的問題。 二:選型不當和操作不良所

閥門及密封面材料代號
格式:pdf
大小:45KB
頁數:2P
4.8
閥門型號編制方法 根據jb308-75規定,閥門的型號由七個單元順序組成。 閥體材料 公稱壓力數值 閥座密封面或襯里材料 結構形式 連接形式 驅動方式 閥門類型 表1閥門的類型、驅動方式、連接形式、結構形式代號 代號0123456789 驅動方式電磁動電磁-液動電-液動蝸輪正齒輪圓錐齒輪氣動液動氣-液動電動 連接形式內螺紋外螺紋法蘭焊接對夾卡箍卡套 類型代號結構形式 閘 閥 z 明桿 暗桿稧式 稧式平行式 彈性 閘板 剛性 單閘板雙閘板單閘板雙閘板單閘板雙閘板 截止閥j 直通式直角式直流式 平衡 節流閥l直通式直角式 球閥q 浮動球固定球 直通式l形三通式t形三通式直通式 蝶閥d 杠桿 式 垂直板式斜板式 隔膜閥g屋脊式截止式閘板式 旋塞閥x 填料式
鑄鐵閥門密封面銅基粉末噴焊技術 鑄鐵閥門密封面銅基粉末噴焊技術
格式:pdf
大小:135KB
頁數:1P
4.4
低壓閥門的應用極其廣泛,據統計其需要量約占閥門總需要量的68%以上,故提高低壓閥門的質量十分重要。然而,低壓銅芯閥門國內外所采用的“單面燕尾過盈配合”銅圈鑲配結構,其鑲配處易松動,造成銅圈圈腳泄漏,影響閥門使用。泰州閥門廠針對這一普遍存在的技術難題,經過探索及200余次試驗,研究成功了鑄鐵閥門密封面銅基粉末氧乙炔焰噴焊技術,革除了長期沿用的銅圈鑲配結構,獲得了高質量的閥門密封。其工藝可行,技術先進。使用該技術可獲得顯著經濟效益,節約有色金屬,節省機加工工時,成本下降,閥門使用壽命延長。1983年9月在江蘇省經委、省機械廳、省石油化工廳共同主持下通過了
鈷基合金在閥門密封面上的應用 鈷基合金在閥門密封面上的應用
格式:pdf
大小:194KB
頁數:未知
4.5
介紹了石化、火力發電及核能等領域閥門密封面常用堆焊鈷基合金的化學成分、牌號類別、主要性能和幾種常用的堆焊方法及質量控制。
用非金屬材料改進中低壓截止閥門密封面 用非金屬材料改進中低壓截止閥門密封面
格式:pdf
大小:173KB
頁數:未知
4.5
中低壓截止閥的密封面材質一般都為金屬材料,其密封效果很差,跑漏現象較多。而非金屬材料密封面的密封效果則比較理想,它們都具有良好的韌性和較高的抗拉強度,又有一定的耐熱性,而且其摩擦性能也很突出,亦耐油耐酸、耐弱堿和一般溶劑。一般工作溫度≤200℃、工作壓力≤2.5mpa時,可用聚四氟乙烯;溫度>100℃時不宜用尼龍1010;溫度<60℃、壓力<1.0mpa時,傳動膠帶也適用。
鑄鐵低壓閥門密封面銅基粉末噴焊制造技術 鑄鐵低壓閥門密封面銅基粉末噴焊制造技術
格式:pdf
大小:193KB
頁數:2P
4.6
鑄鐵低壓閥門銅密封面,在國內外都采用單面燕尾過盈配合的銅圈鑲配結構。鑲配處易松動,導致銅圈圈腳泄漏(見圖)。采用氧乙炔焰噴焊銅基粉末制造閥體密封面,取代銅圈鑲配結構,解決了泄漏問題。經過2000余臺低壓閥門加工,產品試壓合格率達100%。這不僅提高了產品質量,而且可節約有色金屬60%以上,使生產成本下降5%。據初步考核,閥門使用壽命可提高2~3倍以上。
閥門密封面材料相關
文輯推薦
知識推薦
百科推薦


職位:土木工程師
擅長專業:土建 安裝 裝飾 市政 園林


