

傳動(dòng)軸總成滑移端殼體-法蘭激光深熔焊接試驗(yàn)研究
格式:pdf
大小:239KB
頁數(shù):4P
人氣 :55
 4.8
4.8
為了解決傳統(tǒng)焊接工藝(填絲TIG焊)焊接傳動(dòng)軸總成滑移端殼體-法蘭存在的焊縫余高太高,造成應(yīng)力集中;焊縫熔化不均勻、氣孔,造成殼體和法蘭在傳遞扭力時(shí)脫落;整體焊縫外觀成型質(zhì)量差;焊絲損耗比較大;焊接效率低等問題。采用激光深熔焊接對(duì)傳動(dòng)軸總成滑移端殼體-法蘭進(jìn)行焊接,并研究激光焊接后焊縫表面形貌、焊縫寬度和熱影響區(qū)寬度、焊縫熔深、焊縫余高和焊縫顯微硬度。結(jié)果表明:激光深熔焊接后,傳動(dòng)軸總成滑移端殼體-法蘭焊縫熔化均勻、無氣孔等缺陷;焊縫表面形貌美觀,熱影響區(qū)以及焊縫寬度遠(yuǎn)小于傳統(tǒng)工藝焊接時(shí)的熱影響區(qū)及焊縫寬度,焊縫和熱影響區(qū)的硬度均高于母材,熱影響區(qū)未出現(xiàn)軟化,焊接熔深達(dá)到焊接要求,焊縫余高為0.3mm,同時(shí)激光焊接效率較高,滿足傳動(dòng)軸總成滑移端殼體-法蘭的焊接要求。



 高功率光纖激光深熔焊接小孔特征直接觀測(cè)
高功率光纖激光深熔焊接小孔特征直接觀測(cè) 高功率光纖激光深熔焊接小孔特征直接觀測(cè)
格式:pdf
大小:86KB
頁數(shù):未知
為了進(jìn)一步解決深熔焊接小孔難以進(jìn)行觀測(cè)的問題,本文通過"三明治"的方法,從而針對(duì)10kw光纖激光深熔焊接小孔進(jìn)行了非常明顯的觀測(cè),從而觀察到在激光深熔焊接的小孔內(nèi)部以及孔壁出現(xiàn)液體流動(dòng)的現(xiàn)象。對(duì)于小孔前沿壁上面的液體流動(dòng)的"臺(tái)階"以及伴隨著流動(dòng)物理學(xué)和蒸汽現(xiàn)象進(jìn)行同步觀察之后,進(jìn)一步發(fā)現(xiàn)了金屬微滴脫離小孔壁的整個(gè)過程以及產(chǎn)生蒸汽爆發(fā)的現(xiàn)象。
環(huán)形激光光內(nèi)同軸送絲焊接試驗(yàn)研究 環(huán)形激光光內(nèi)同軸送絲焊接試驗(yàn)研究
格式:pdf
大小:1.3MB
頁數(shù):6P
激光填絲焊是一種具有廣泛應(yīng)用領(lǐng)域的焊接工藝。針對(duì)現(xiàn)有旁送絲填焊工藝存在的不足,提出了光束中空、正向同軸送絲創(chuàng)新方案。利用所研制的光內(nèi)同軸送絲焊接裝置進(jìn)行了焊接試驗(yàn)。結(jié)果表明,同軸送絲焊接具有光絲耦合姿態(tài)固定、熱源對(duì)稱、能量分布合理等突出優(yōu)勢(shì)。焊縫表面光滑平整,截面形狀對(duì)稱。焊縫質(zhì)量各向同性,適用于一維和多維焊接。對(duì)變動(dòng)激光功率、掃描速度和送絲速度進(jìn)行了工藝試驗(yàn),獲得了一組優(yōu)化的工藝參數(shù)。焊縫的掃描電鏡(sem)分析和拉伸試驗(yàn)表明,激光光內(nèi)同軸送絲所獲得的焊道組織致密、均勻,無氣孔、夾渣等缺陷,是理想的激熱激冷組織;焊縫與基材結(jié)合牢固,結(jié)合區(qū)無明顯缺陷。
編輯推薦下載
角接頭激光無填充焊接成形試驗(yàn)研究 角接頭激光無填充焊接成形試驗(yàn)研究
格式:pdf
大小:1.1MB
頁數(shù):5P
4.8
多邊形異形管被廣泛應(yīng)用在航空等領(lǐng)域,為解決其角接頭無填充焊接問題,分析了激光熱源角接頭形式,控制能量輸入得到完全熔透模式。采用焊件背面輔以支撐以及先點(diǎn)焊后縫焊的方法,實(shí)現(xiàn)多邊形異形管激光無填充焊接。試驗(yàn)得到連接質(zhì)量滿足技術(shù)要求的三邊形、五邊形和六邊形異形管。角接頭激光無填充焊接方法,為角接頭焊接和異形管的成形提供理論基礎(chǔ)和試驗(yàn)依據(jù)。
燒結(jié)不銹鋼濾芯的法蘭焊接試驗(yàn) 燒結(jié)不銹鋼濾芯的法蘭焊接試驗(yàn)
格式:pdf
大小:220KB
頁數(shù):3P
4.6
通過試驗(yàn)研究了金屬多孔管與致密法蘭間的聯(lián)接形式、焊接工藝、焊縫熱處理和焊縫質(zhì)量評(píng)價(jià)方法,對(duì)濾芯焊縫處的熱影響區(qū)、熔深和外觀質(zhì)量進(jìn)行綜合考慮,提出了法蘭焊接的合理工藝。
法蘭激光深熔焊接試驗(yàn)研究熱門文檔
基于實(shí)測(cè)小孔的激光深熔焊接三維傳熱模型 基于實(shí)測(cè)小孔的激光深熔焊接三維傳熱模型
格式:pdf
大小:632KB
頁數(shù):5P
4.3
激光深熔焊接的傳熱過程包括熱傳導(dǎo)和焊接熔池內(nèi)熔融材料的對(duì)流流動(dòng)。考慮了熔池的對(duì)流和材料熱物性參數(shù)的溫度依存性,建立了激光深熔焊接的三維傳熱模型,以試驗(yàn)所得小孔為原型;考慮了熔池中流質(zhì)的軸向流動(dòng)及軸向的溫度變化;采用了"固液同一法",讓溫度低于液相線的材料粘性系數(shù)趨于無限大,而高于液相線的材料則采用實(shí)際值。采用有限單元法對(duì)模型數(shù)值求解的結(jié)果表明,激光焊接溫度中的等溫線為一組類似橢圓的曲線;小孔前沿的溫度梯度、速度梯度大;后沿的溫度梯度、速度梯度小;焊接熔池中的對(duì)流流動(dòng)是在表面張力驅(qū)動(dòng)下產(chǎn)生的。
黃銅-紫銅異種材料激光焊接試驗(yàn)研究 黃銅-紫銅異種材料激光焊接試驗(yàn)研究
格式:pdf
大小:769KB
頁數(shù):4P
4.4
采用2000wnd:yag激光器焊接壁厚1.1mm的黃銅與壁厚1.5mm的紫銅搭接接頭管材。研究結(jié)果表明:黃銅由于富含低熔沸點(diǎn)合金元素鋅,易于實(shí)現(xiàn)激光深熔焊接,其深熔閾值低于鋁合金。紫銅對(duì)yag激光的反射率極高,雖然焊接困難,但采用黃銅在上、紫銅在下的搭接接頭形式,激光束則深入到紫銅基體內(nèi)部實(shí)現(xiàn)了深熔焊接。在合適的工藝參數(shù)下,可得到成形良好的焊接接頭。
激光焊接A3厚鋼板的試驗(yàn)研究 激光焊接A3厚鋼板的試驗(yàn)研究
格式:pdf
大小:1.0MB
頁數(shù):3P
4.7
采用5kw高功率橫流co2激光器加工系統(tǒng)對(duì)a3低碳厚鋼板進(jìn)行焊接試驗(yàn),研究了工藝參數(shù)對(duì)激光深熔焊的焊縫的影響,并進(jìn)一步進(jìn)行了優(yōu)化試驗(yàn),對(duì)試樣進(jìn)行了拉伸試驗(yàn)、金相分析和顯微硬度分析。
長頸銅法蘭和銅管焊接接頭強(qiáng)度試驗(yàn)研究 長頸銅法蘭和銅管焊接接頭強(qiáng)度試驗(yàn)研究
格式:pdf
大小:132KB
頁數(shù):4P
4.4
對(duì)焊根部位存在未熔透缺陷的長頸銅法蘭和銅管焊接接頭,進(jìn)行了應(yīng)力測(cè)試、超壓試驗(yàn)和有限元應(yīng)力分析。研究表明:焊根部位內(nèi)表面受到軸向壓縮應(yīng)力的作用,深度在2mm以內(nèi)的未熔透缺陷有閉合趨勢(shì),對(duì)焊接接頭的強(qiáng)度影響很小,焊接接頭仍可在正常工作條件下安全運(yùn)行
法蘭、墊片及法蘭的焊接形式
格式:pdf
大小:8KB
頁數(shù):2P
4.4
法蘭:使管子與管子相互連接的零件,連接于管端。法蘭上有孔眼,螺栓使兩法蘭緊連。 法蘭間用襯墊密封。 法蘭管件:指帶有法蘭(突緣或接盤)的管件。它可由澆鑄而成,也可由螺紋連接或焊接 構(gòu)成。 法蘭聯(lián)接:由一對(duì)法蘭、一個(gè)墊片及若干個(gè)螺栓螺母組成。墊片放在兩法蘭密封面之間, 擰緊螺母后,墊片表面上的比壓達(dá)到一定數(shù)值后產(chǎn)生變形,并填滿密封面上凹凸不平處,使 聯(lián)接嚴(yán)密不漏。法蘭聯(lián)接是一種可拆聯(lián)接。按所聯(lián)接的部件可分為容器法蘭及管法蘭。 按結(jié)構(gòu)型式分:有整體法蘭、活套法蘭和螺紋法蘭。常見的整體法蘭有平焊法蘭及對(duì)焊 法蘭。平焊法蘭的剛性較差,適用于壓力p≤4mpa的場合;對(duì)焊法蘭又稱高頸法蘭,剛性較 大,適用于壓力溫度較高的場合。 法蘭按與管子的連接方式可分為五種基本類型:平焊法蘭、對(duì)焊法蘭、螺紋法蘭、承插 焊法蘭、松套法蘭。 平焊法蘭:平焊法蘭簡稱平板,又稱搭焊法蘭。平焊法蘭與管道的連接
法蘭激光深熔焊接試驗(yàn)研究精華文檔
鋁合金薄板激光焊接試驗(yàn) 鋁合金薄板激光焊接試驗(yàn)
格式:pdf
大小:445KB
頁數(shù):3P
4.3
工藝試驗(yàn)的目的是尋求相對(duì)經(jīng)濟(jì)實(shí)用的鋁合金激光焊接方法,為現(xiàn)代工業(yè)裝配生產(chǎn)提供新的工藝思路,促進(jìn)生產(chǎn)效率的提升和成本的降低。分析了鋁合金激光焊接的工藝特性、技術(shù)難點(diǎn)和解決思路,記錄利用300w激光對(duì)鋁合金進(jìn)行單光束焊接的有關(guān)參數(shù)和焊接效果,搭建雙光束激光焊接試驗(yàn)平臺(tái),記錄較高功率雙光束和總量約500w激光分成雙光束焊接試驗(yàn)過程及有關(guān)參數(shù)。進(jìn)行了激光、氬弧混合焊接試驗(yàn)。對(duì)部分焊接樣品進(jìn)行了定量分析。經(jīng)過分析研究,提出了鋁合金激光焊接工藝改進(jìn)意見。
焊接法蘭 (2)
格式:pdf
大小:33KB
頁數(shù):2P
4.6
產(chǎn)品名稱膜片聯(lián)軸器受控號(hào) 零件名稱焊接法蘭零件圖號(hào) 毛坯材質(zhì)20零件凈重 (kg) 23.2 車間序號(hào) 工 序 設(shè)備型號(hào) 工具名稱及 圖號(hào) 工作 等級(jí) 單件時(shí) 間 準(zhǔn)備結(jié) 束時(shí)間 一劃2 二鉆z30501 三車3 四鉗 修改內(nèi)容修改者日期編制審核日期 機(jī) 加 車 間 修改 吉林昊宇技術(shù) 中心 交檢 通知單號(hào)批準(zhǔn) 打標(biāo)識(shí)(用記號(hào)筆在工件明顯位置標(biāo)記圖號(hào)) 工序內(nèi)容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機(jī)械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺(tái)數(shù)量 工令號(hào) 3 定額員 第1頁 共1頁
焊接法蘭
格式:pdf
大小:33KB
頁數(shù):2P
4.6
產(chǎn)品名稱膜片聯(lián)軸器受控號(hào) 零件名稱焊接法蘭零件圖號(hào) 毛坯材質(zhì)20零件凈重 (kg) 23.2 車間序號(hào) 工 序 設(shè)備型號(hào) 工具名稱及 圖號(hào) 工作 等級(jí) 單件時(shí) 間 準(zhǔn)備結(jié) 束時(shí)間 一劃2 二鉆z30501 三車3 四鉗 修改內(nèi)容修改者日期編制審核日期 機(jī) 加 車 間 修改 吉林昊宇技術(shù) 中心 交檢 通知單號(hào)批準(zhǔn) 打標(biāo)識(shí)(用記號(hào)筆在工件明顯位置標(biāo)記圖號(hào)) 工序內(nèi)容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機(jī)械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺(tái)數(shù)量 工令號(hào) 3 定額員 第1頁 共1頁
法蘭焊接工藝
格式:pdf
大小:8KB
頁數(shù):1P
4.4
法蘭焊接工藝 所需設(shè)備及工具手工電焊設(shè)備一套,手柄式角磨機(jī)一臺(tái),電動(dòng)氣錘一把,平 面尺一把。 焊前準(zhǔn)備:1、檢查調(diào)試設(shè)備,確保設(shè)備正常運(yùn)轉(zhuǎn);2、準(zhǔn)備φ4.0j506焊條 最好在300℃-350℃烘干一小時(shí)。 焊接過程:1、組裝把椎體和大法蘭按圖紙要求組裝在一起,再平均把大法蘭 分成8等份。2、焊接由于法蘭較厚,坡口較大,因此采用分段對(duì)稱、多層焊接。 焊縫質(zhì)量:要求焊縫強(qiáng)度至少達(dá)到母材強(qiáng)度。焊縫表面平整光滑,無燒穿、 氣孔、焊漏、夾渣、咬邊、未焊滿等缺陷。余高小于2mm。 注意事項(xiàng):1、打底時(shí)一定使用j506焊條手工堆焊,并采用小電流焊接。嚴(yán) 格按照焊接工藝焊接。2、再每焊接完一個(gè)位置,都要用水平尺卡一下法蘭平面 的變形量。3、一邊焊接一邊用氣錘錘擊焊縫,以達(dá)到消除應(yīng)力的作用。
6法蘭筒體焊接
格式:pdf
大小:24KB
頁數(shù):1P
4.5
法蘭基礎(chǔ)環(huán)上法蘭裝配焊接工藝卡 產(chǎn)品名稱大唐左云 上道工序筒體校圓 任務(wù)號(hào) 山西大唐 /201006-14-08 下道工序 底法蘭與筒 體焊接 零件名稱基礎(chǔ)環(huán)材質(zhì)q345e-z25規(guī)格δ=44mm 簡圖及說明: 序號(hào)工序名稱及方法質(zhì)量標(biāo)準(zhǔn)以及檢驗(yàn)內(nèi)容 1、 2、 3、 集:基礎(chǔ)環(huán)筒節(jié)(1件)、基礎(chǔ)環(huán)上法蘭(1件) 裝配:依圖裝配筒節(jié)和上法蘭,要求上法蘭帶頸部分與 基礎(chǔ)環(huán)筒節(jié)中間對(duì)齊,兩邊各余5mm,手工電弧焊定位 j507rh。允許最大錯(cuò)邊量2.5mm. 焊縫在兩個(gè)相鄰螺栓孔中間。 焊:內(nèi)、外環(huán)焊接+碳弧氣刨清根: 埋弧自動(dòng)焊焊接:jw-55w(h10mnsicrnicuii), hj101..φ4.0(φ5.0)mm焊絲,焊劑烘干。 焊條:j507rh。 氣體保護(hù)焊:co2或co2+ar,焊絲jm-55ⅱ
法蘭激光深熔焊接試驗(yàn)研究最新文檔
異種鋼及法蘭焊接
格式:pdf
大小:118KB
頁數(shù):8P
4.3
手工電弧焊作業(yè)指導(dǎo)書 施工單位中國建筑第五工程局有限公司工程名稱二期供水工程等水務(wù)工程bt項(xiàng)目 分項(xiàng)工程名稱異種鋼焊接編號(hào) 施工班組施工班組實(shí)施時(shí)間 一、準(zhǔn)備工作 1.1檢查管口清理質(zhì)量,對(duì)管內(nèi)雜物進(jìn)行清理。 1.2保證所有設(shè)備的完好性。如對(duì)口器的調(diào)試、調(diào)管機(jī)的起升制動(dòng)情況等。 1.3所有參加施工的焊工必須通過焊工入場考試,焊工必須在考試合格的項(xiàng)目內(nèi)進(jìn)行管道的焊接。 1.4焊接接頭組對(duì)前,用手工或機(jī)械方法清理其內(nèi)外表面,在坡口兩側(cè)20mm范圍內(nèi)不 得有油漆、毛刺、銹斑、氧化皮及其他對(duì)焊接過程有害的物質(zhì)。 1.5異種鋼焊縫與母體的化學(xué)成分、金相組織、物理性能及力學(xué)性能都有較大的差別, 焊接時(shí)必須采取一定的特殊工藝措施才能獲得滿意的焊接接頭。考慮異種鋼焊接工藝時(shí) 必須根據(jù)這些特定的條件來確定焊接方法、焊接材料、工藝參數(shù)以及其他的措施。 1.6異種鋼焊接材料的焊
焊接法蘭
格式:pdf
大小:22KB
頁數(shù):1P
4.8
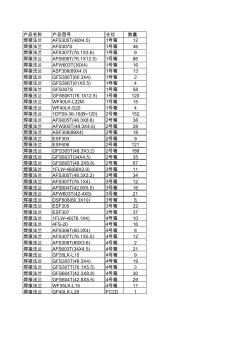
產(chǎn)品名稱產(chǎn)品型號(hào)倉位數(shù)量 焊接法蘭afs305t(48x4.5)1號(hào)箱12 焊接法蘭afs307s1號(hào)箱46 焊接法蘭afs307t(76.1x3.6)1號(hào)箱9 焊接法蘭afs606t(76.1x12.5)1號(hào)箱86 焊接法蘭afw603t(30x4)1號(hào)箱16 焊接法蘭asf308(89x4.0)1號(hào)箱13 焊接法蘭gfs306t(60.3x4)1號(hào)箱2 焊接法蘭gfs306t(61x5.5)1號(hào)箱4 焊接法蘭gfs307s1號(hào)箱58 焊接法蘭gfs606t(76.1x12.5)1號(hào)箱120 焊接法蘭wf40lk-l22m1號(hào)箱15 焊接法蘭wf40lk-s201號(hào)箱4 焊接法蘭1dfs9-36-16(b=120)2號(hào)箱152 焊接法蘭afs605t(48.3x8.8)2號(hào)箱38 焊接
法蘭變送器超薄膜片激光焊接工藝 法蘭變送器超薄膜片激光焊接工藝
格式:pdf
大小:1.1MB
頁數(shù):3P
4.6
通過對(duì)法蘭焊接坡口、工裝夾具的合理設(shè)計(jì)及工藝參數(shù)的優(yōu)化選取,成功完成了法蘭變送器超薄膜片的激光焊接工藝研發(fā)。此工藝對(duì)同類儀表制造的焊接過程具有較高的參考價(jià)值。
法蘭自動(dòng)焊接系統(tǒng)的研究與設(shè)計(jì) 法蘭自動(dòng)焊接系統(tǒng)的研究與設(shè)計(jì)
格式:pdf
大小:220KB
頁數(shù):2P
4.7
對(duì)人工操作的法蘭焊機(jī)的工作過程進(jìn)行仔細(xì)研究后,提出了一套方案來設(shè)計(jì)相應(yīng)的法蘭自動(dòng)焊機(jī),文中主要介紹所設(shè)計(jì)的法蘭自動(dòng)焊機(jī)系統(tǒng)的結(jié)構(gòu)及工作原理。
鈦合金電子束深熔焊接頭的組織及缺陷 鈦合金電子束深熔焊接頭的組織及缺陷
格式:pdf
大小:1.2MB
頁數(shù):5P
4.7
對(duì)大厚度鈦合金電子束焊接接頭的顯微組織、相組成和冷隔缺陷進(jìn)行研究。結(jié)果表明,焊縫區(qū)組織為馬氏體α′相;熱影響區(qū)由細(xì)晶區(qū)和粗晶區(qū)兩部分組成,細(xì)晶區(qū)組織為初生α相+β相+等軸α相,粗晶區(qū)組織為少量的初生α相+針狀α′相;母材區(qū)組織基本上都是長條狀和塊狀的初生α相,其間分布著少量殘余β相。對(duì)冷隔的形成原因進(jìn)行了分析,并提出了預(yù)防措施。
鍍鋅板激光焊接接頭鋅的分布及耐蝕性試驗(yàn) 鍍鋅板激光焊接接頭鋅的分布及耐蝕性試驗(yàn)
格式:pdf
大小:488KB
頁數(shù):4P
4.7
研究了鍍鋅板激光焊接接頭鋅的分布及焊接接頭耐蝕性能。定量及sem分析表明,焊縫中表面只殘留少量鋅,在焊縫兩側(cè)的熱影響區(qū),鋅層厚度呈梯度分布。激光焊縫窄,基材鋅層陽極保護(hù)作用得以保存,激光焊接板仍具有較好耐蝕性。
 拼焊法蘭焊接變形和控制
拼焊法蘭焊接變形和控制 拼焊法蘭焊接變形和控制
格式:pdf
大小:246KB
頁數(shù):2P
4.7
拼焊法蘭在焊接過程中產(chǎn)生焊接變形,焊接變形大小將直接影響法蘭尺寸精度,本文介紹了法蘭的制造和焊接工藝,分析了法蘭變形產(chǎn)生的原因,并提出了控制法蘭焊接變形的工藝措施。
 鎂合金真空電子束深熔焊接及焊縫成形數(shù)值模擬
鎂合金真空電子束深熔焊接及焊縫成形數(shù)值模擬 鎂合金真空電子束深熔焊接及焊縫成形數(shù)值模擬
格式:pdf
大小:1.0MB
頁數(shù):5P
4.6
對(duì)10mmaz61鎂合金板材進(jìn)行了真空電子束深熔焊接數(shù)值模擬研究.考慮到焊接過程中高溫金屬蒸氣等離子體的熱效應(yīng)及真空電子束焊接"匙孔"深熔熱效應(yīng)特征,建立了高斯面熱源與雙橢球體熱源復(fù)合的移動(dòng)熱源模型,采用數(shù)值模擬的方法研究了鎂合金真空電子束焊接溫度循環(huán)特征及不同焊接工藝對(duì)焊縫成形的影響.結(jié)果表明,建立的復(fù)合熱源模型能夠獲得電子束深熔焊接的效果,并可模擬不同焊接工藝下的溫度場分布與電子束熱源作用下的焊縫成形,這也證明了該模型在az61鎂合金電子束平板焊接的熱效應(yīng)模擬中有較好的適用性.
法蘭激光深熔焊接試驗(yàn)研究相關(guān)
文輯推薦
知識(shí)推薦
百科推薦


職位:預(yù)結(jié)算員造價(jià)工程師
擅長專業(yè):土建 安裝 裝飾 市政 園林


