

電泳檢驗標(biāo)準(zhǔn)
格式:pdf
大小:1.8MB
頁數(shù):11P
人氣 :66
 4.4
4.4
______________________________________________________________________________________________________________ 精品資料 1 目的 1.1 為確保龍發(fā)金屬表面處理有限責(zé)任公司生產(chǎn)產(chǎn)品的質(zhì)量符合要求,特制定此檢驗標(biāo)準(zhǔn); 1.2 用以規(guī)范和統(tǒng)一電泳檢驗方案,內(nèi)容及判定標(biāo)準(zhǔn)。 2 職責(zé)及權(quán)限 : 2.1 本標(biāo)準(zhǔn)必須由培訓(xùn)合格之人員執(zhí)行; 2.2 檢驗中如有疑問及爭執(zhí),以顧客質(zhì)量代表最終判定為準(zhǔn); 2.3 如有本標(biāo)準(zhǔn)未涉及的項目及書面文字無法描述者,以顧客質(zhì)量代表最終判定為準(zhǔn); 2.4 當(dāng)本標(biāo)準(zhǔn)與客戶標(biāo)準(zhǔn)相沖突時優(yōu)先采用客戶標(biāo)準(zhǔn); 2.5 若新項目不斷出現(xiàn)或本標(biāo)準(zhǔn)中有未涉及到的內(nèi)容,應(yīng)在本標(biāo)準(zhǔn)中加入并進(jìn)行整理。 3 檢驗條件: 3.1 檢驗工具:目視; 3.2 檢驗距離:檢驗物距眼睛 3




電泳乳液檢驗標(biāo)準(zhǔn)
格式:pdf
大小:19KB
頁數(shù):1P
電泳乳液檢驗明細(xì) 編號:第1頁共1頁 序 號 檢查項目 重 要 度 報告提供 頻次 檢驗手段判定標(biāo)準(zhǔn) 中興公司檢驗項目 進(jìn)貨 檢驗 進(jìn)貨 提供 報告 第三方 提供報 告 第三方機(jī) 構(gòu)名稱 1在容器中狀態(tài)a1次/批目測白色乳狀液體 √√ 2溶劑含量a1次/批氣相色譜法2.0±0.5% √ 3meq-a值a1次/批滴定法 √ 4meq-b值a1次/批滴定法 √ 5固體份含量b1次/批標(biāo)準(zhǔn)作廢33±1.5%(130±2℃/1h) √√ 抽樣計劃根據(jù)取樣標(biāo)準(zhǔn)(gb3186-82)抽樣 供 方 編制審批提交日期更改記錄 中 興 技術(shù)會簽檢驗會簽 注:本表一式三份,確認(rèn)批準(zhǔn)后供方、技術(shù)科、檢驗科各保存一份
電泳的工藝流程--鋁合金電泳
格式:pdf
大小:10KB
頁數(shù):4P
電泳的工藝流程--鋁合金電泳.txt對的時間遇見對的人是一生幸福;對的時間遇見錯的人是 一場心傷;錯的時間遇見對的人是一段荒唐;錯的時間遇見錯的人是一聲嘆息。電泳的工藝 流程--鋁合金電泳 首先:電泳涂裝(electro-coating)是利用外加電場使懸浮于電泳液中的顏料和樹脂等微粒定 向遷移并沉積于電極之一的基底表面的涂裝方法。電泳涂裝的原理發(fā)明于是20世紀(jì)30年代 末,但開發(fā)這一技術(shù)并獲得工業(yè)應(yīng)用是在1963年以后,電泳涂裝是近30年來發(fā)展起來的一 種特殊涂膜形成方法,是對水性涂料最具有實際意義的施工工藝。具有水溶性、無毒、易于 自動化控制等特點,迅速在汽車、建材、五金、家電等行業(yè)得到廣泛的應(yīng)用。 電泳涂裝是把工件和對應(yīng)的電極放入水溶性涂料中,接上電源后,依靠電場所產(chǎn)生的物理化 學(xué)作用,使涂料中的樹脂、顏填料在以被涂物為電極的表面上均勻析出沉積形成不溶于
編輯推薦下載
電泳工件前處理的目的-電泳加工
格式:pdf
大小:10KB
頁數(shù):1P
4.3
電泳加工為什么要有前處理工序 在電泳前處理的工藝中有除油、除銹、磷化、表調(diào)等工序的互相配合。可以 說前處理在電泳涂裝中是不可或缺的,它關(guān)系著之后電泳后電泳漆槽液的穩(wěn)定性 和工件表面涂膜的質(zhì)量。本文就從磷化角度簡單闡述前處理在電泳中的重要性問 題。 為獲得電泳工件涂層涂膜的耐久性、耐腐蝕性,都采用磷化處理作為涂裝的 前處理。磷化處理(又稱磷酸鹽化學(xué)處理)是利用磷酸的離解(平衡)反應(yīng)在清 洗(脫脂)過的金屬底材表面上析出不溶性的磷酸金屬鹽的(磷化膜)技術(shù)。磷 化膜的功能是提高涂布在其上的涂膜(電泳涂膜)的附著力和耐蝕性。 關(guān)于附著力,因所制得磷化膜結(jié)晶微溶入金屬表面,結(jié)晶的附著力良好。還 有,由于無數(shù)的結(jié)晶的表面凹凸,表面積增大,提高了涂膜的附著力。然后,隨 著涂膜附著力的提高,防止腐蝕生成物質(zhì)的侵入,而提高了其耐蝕性(尤其能抑 制漆膜下的擴(kuò)蝕)。 未磷化處理過的短期內(nèi)涂膜就起

丙烯酸電泳涂料
格式:pdf
大小:109KB
頁數(shù):20P
4.6
ics87.040 h30 中華人民共和國有色金屬行業(yè)標(biāo)準(zhǔn) ys/t680.2 鋁合金建筑型材有機(jī)涂層專用材料 第2部分:丙烯酸電泳涂料 materialoforganiccoatingonarchitecturalaluminumalloyprofiles ——part2:acrilicelectrodepositionpaint (審定稿) ××-××-××發(fā)布××-××-××實施 中華人民共和國工業(yè)和信息化部發(fā)布 ys 前言 ys/t680《鋁合金建筑型材有機(jī)涂層專用材料》分為三個部分: ——第1部分:粉末涂料 ——第2部分:陽極電泳涂料 ——第3部分:氟碳漆 本部分為ys/t680的第2部分。 本部分的附錄a、附錄b、附錄c、附錄d為規(guī)范性附錄,附錄e、附錄f、附
電泳檢驗標(biāo)準(zhǔn)熱門文檔
電泳涂漆原理及工藝
格式:pdf
大小:30KB
頁數(shù):3P
4.4
電泳涂漆原理及工藝 一、原理: 電泳原理類似電鍍。工件放在電解液中,與電解液中另一電極分別接在直流電源兩端, 構(gòu)成電解電路。電解液為導(dǎo)電的水溶性或水乳化的涂料,涂料溶液中已被離解的陽離子 在電場力作用下向陰極移動,陰離子向陽極移動,這些帶電的樹脂離子,連同被吸附的 顏料粒子一起電泳到工件表面并失去電荷形成濕的涂層,這一過程稱為電泳。 二、特點: (一)電泳的優(yōu)點: 1、生產(chǎn)效率高。在各種涂漆方法中,電泳涂漆生產(chǎn)效率最高。只要將工件浸入涂料中, 幾分鐘之內(nèi)即可完成電泳涂漆過程,故適于大批量生產(chǎn),且易于實現(xiàn)自動化生產(chǎn)。 2、涂層質(zhì)量好。只要電泳設(shè)備、工藝正常,電泳漆層表面均勻,漆膜緊密,與工件附 著力好,不會出現(xiàn)流痕、不均勻等缺陷。 3、節(jié)約原材料。電泳涂漆,材料利用率一般可達(dá)85%以上,比噴漆要省40%。原材料可得 到充分利用。 4、勞動條件好。電泳涂漆電解液溶劑是水,不存在易燃易爆
電機(jī)檢驗標(biāo)準(zhǔn)
格式:pdf
大小:36KB
頁數(shù):4P
4.7
電機(jī)檢驗標(biāo)準(zhǔn) 1、外觀要求: 1.1、整機(jī)裝配完整,螺絲緊固,并有可靠的防腐措施,無污損、碰撞、裂痕等缺陷。 1.2、外殼電鍍有良好的光澤,無銹蝕,鐵心表面無明顯銹蝕; 1.3、電機(jī)涂層應(yīng)均勻,不應(yīng)有刷痕、收縮、起泡、桔皮、起皺、流卦、針孔、浮色和滲色 等缺陷。 1.4、電機(jī)銘牌標(biāo)明項目齊全、正確;電機(jī)上有安全警告標(biāo)志牌,安全標(biāo)志牌正確可靠;電 機(jī)上應(yīng)有明顯的紅色旋轉(zhuǎn)方向標(biāo)志;上述標(biāo)志粘貼牢固、字跡清楚不易磨滅。 銘牌標(biāo)志包括以下內(nèi)容: 1.4.1、制造商名或標(biāo)記; 1.4.2、產(chǎn)品型號; 1.4.3、額定電壓和頻率; 1.4.4、產(chǎn)品批號和日期。 1.5、定位孔位置正確,外殼和軸的結(jié)構(gòu)尺寸符合圖紙要求。 1.6、引線規(guī)格為18awg1015塑膠線,引線顏色為紅藍(lán)白三色,紅線為主線,藍(lán)線為副線, 白線為公共端,引線出線方向正確,線頭剝線15mm。電機(jī)引線長短、顏色符合要求,標(biāo)志
電鍍件檢驗標(biāo)準(zhǔn)
格式:pdf
大小:8KB
頁數(shù):3P
4.3
電鍍件檢驗標(biāo)準(zhǔn) 一、主題內(nèi)容與適用范圍:本標(biāo)準(zhǔn)適用于本公司電鍍產(chǎn)品的技術(shù)要求、實驗方法、檢驗原則 和包裝與貯存。 二、引用標(biāo)準(zhǔn):鍍膜劃格試驗、鍍層鉛筆硬度測定法、鍍膜耐沖擊測定法、耐中性鹽霧性能測定。 三、產(chǎn)品分類:按硬度可分為裝飾性和耐磨性;按顏色可分為鍍鉻、鍍鋅、鍍鎳、鍍銅等。 四、一般表面不良現(xiàn)像 1.麻點:在電鍍和腐蝕中,在金屬表面上形成的小坑或小孔 2.白印:因材質(zhì)本身光潔度不一致或氧化以及電鍍處理不當(dāng)而在電鍍后表面呈點狀或塊狀的白 色痕跡。 3.起泡:因電鍍處理不當(dāng)而造成鍍層表面呈氣泡狀斑點。 4.脫皮:電鍍層成片狀脫離電鍍件本體的現(xiàn)象。 5.水漬印:電鍍后清洗水質(zhì)不佳或烘干操作不當(dāng),在鍍層表面留下的印痕。 6.黃印:電鍍過程中電鍍液未完全洗盡而殘留在表面形成的黃色痕跡。 7.磨花(黑):產(chǎn)品因摩擦或碰撞而導(dǎo)致表面形成的花斑或變色。 8.電鍍毛刺:高電流沉積和鍍

電鍍檢驗標(biāo)準(zhǔn)
格式:pdf
大小:96KB
頁數(shù):8P
4.8
工作文件深圳市xxxx有限公司kqw05.04 版次:1.0電鍍檢驗標(biāo)準(zhǔn)頁次:1/8 編制:審核:審批: ※※目錄※※ rev.ecnno.修訂內(nèi)容備註 1.0初版發(fā)行 工作文件深圳市xxxx有限公司kqw05.04 版次:1.0電鍍檢驗標(biāo)準(zhǔn)頁次:2/8 編制:審核:審批: 1.目的: 規(guī)范我司電鍍(外協(xié)/外購)的檢驗標(biāo)準(zhǔn)。 2.范圍: 本規(guī)范適用于我司產(chǎn)品的零部件鍍鎳層,鍍鋅層的質(zhì)量驗收。規(guī)范了電鍍標(biāo)準(zhǔn)術(shù)語,技 術(shù)要求,試驗方法,檢驗規(guī)則等。 3.特殊規(guī)定: 3.1本文件若與藍(lán)圖及sip,sop客戶檢驗規(guī)范發(fā)生沖突,以上述規(guī)格和藍(lán)圖為準(zhǔn)。 3.2例外規(guī)定放入個別檢驗規(guī)格中。 4.引用標(biāo)準(zhǔn): gb4956-85磁性金屬基本上非磁性覆蓋層厚度測量磁性方法 gb12334-90金屬和其他無機(jī)覆蓋層關(guān)于厚度
電泳檢驗標(biāo)準(zhǔn)精華文檔

電鍍件檢驗標(biāo)準(zhǔn)
格式:pdf
大小:44KB
頁數(shù):2P
4.7
1范圍 本標(biāo)準(zhǔn)規(guī)定了電鍍件的檢驗內(nèi)容及檢驗方法,適用于公司來料、半成品的檢查。 2引用標(biāo)準(zhǔn) gb/t2828-2003中華人民共和國國家標(biāo)準(zhǔn)(適用于產(chǎn)品逐批檢查)。 3定義 3.1a面:指電鍍件正面.(在使用過程中能直接看到的表面) 3.2b面:指電鍍件四側(cè)邊。(需將電鍍件偏轉(zhuǎn)45~90°才能看到的四周邊) 3.3軟劃痕:沒有深度的劃痕。(無手感) 3.4硬劃痕:硬物摩擦造成的劃痕或有深度的劃痕。 3.5批鋒:由于注塑等原因造成塑膠邊緣突起。 3.6麻點:由于電鍍環(huán)境不干凈而導(dǎo)致有點狀或線狀物覆蓋于產(chǎn)品表面的缺陷。 3.7凸點:由于有灰塵造成電鍍表面凸點狀缺陷。 3.8沙眼:由于模具壓傷后留下的印痕。 4要求 4.1檢驗步驟: 包裝檢驗信賴度測試試裝檢驗尺寸檢驗外觀檢驗 4.2檢驗條件 4.2.1光源:兩支40w日光燈

電纜檢驗標(biāo)準(zhǔn)
格式:pdf
大小:178KB
頁數(shù):10P
4.7
電纜檢驗標(biāo)準(zhǔn) 4.3電纜要求 4.3.1電纜結(jié)構(gòu)和材料 投標(biāo)方提供詳細(xì)說明電纜的結(jié)構(gòu)形式、各層結(jié)構(gòu)的材料及其特性。電纜防 火性能、過載保護(hù)能力(主要考核絕緣老化或擊穿等)、載流能力、最高工作 溫度、防水、防腐、防爆、屏蔽性能、使用壽命、產(chǎn)品環(huán)保性能、機(jī)械性能和 彎曲性能等,并提交相關(guān)的型式試驗報告。 用于電纜的所有材料根據(jù)使用條件考慮強(qiáng)度、耐用性和其它化學(xué)、物理性能, 選用最適用的、新的、優(yōu)質(zhì)的、無損傷和無缺陷的材料。 (1)、導(dǎo)體材料及線芯 電纜均采用退火銅芯導(dǎo)線。 直流動力電纜導(dǎo)體應(yīng)為圓形并絞合緊壓,緊壓系數(shù)不小于0.9。導(dǎo)體采用多 股圓形緊壓絞合導(dǎo)體。 電纜導(dǎo)體表面應(yīng)光潔、無油污、無損傷屏蔽及絕緣的毛刺、銳邊,無凸起 或斷裂的單線。 導(dǎo)體在適當(dāng)?shù)倪\(yùn)行溫度下電纜壽命大于30年。 控制電纜導(dǎo)體的最高運(yùn)行溫度為70℃,短路時最高溫度為160℃。電纜導(dǎo) 體的材料為銅,型號:
電鍍品檢驗標(biāo)準(zhǔn)
格式:pdf
大小:119KB
頁數(shù):6P
4.7
1 電鍍產(chǎn)品檢驗標(biāo)準(zhǔn) 1范圍 本標(biāo)準(zhǔn)規(guī)定了電鍍產(chǎn)品的表面分區(qū)、表面質(zhì)量要求、降級接收標(biāo)準(zhǔn)和檢驗方法。 本標(biāo)準(zhǔn)適用于電鍍產(chǎn)品表面質(zhì)量檢驗。 2表面的分區(qū) 產(chǎn)品在安裝之后,按照人們觀看產(chǎn)品的習(xí)慣,是否容易觀察到產(chǎn)品的表面來區(qū)分產(chǎn)品的主要外露面、 次要外露面和不易看見的面。(見表1) 表1電鍍產(chǎn)品表面的分區(qū) 表面分區(qū)特點描述重要度 主要外露面(a)產(chǎn)品安裝后最容易看到的產(chǎn)品表面。極重要 次要外露面(b)產(chǎn)品的側(cè)面、向下外露面、邊位、角位、接合位、內(nèi)彎曲位。重要 不易看到的面(c)產(chǎn)品的安裝后的隱藏位、遮蓋位。一般 3表面質(zhì)量分類(見表2) 表2電鍍產(chǎn)品表面質(zhì)量分類 合格電鍍品降級接收的電鍍品電鍍廢品 顏色符合各鍍種規(guī)定的質(zhì)量要 求,結(jié)晶致密,光滑平整,有 一定的光亮度,鍍層與基體金 屬結(jié)合力好,在較長時間內(nèi)保 持鍍層良好的裝飾外觀,厚度 達(dá)到規(guī)定要求
電泳加工設(shè)備使用方法及技巧
格式:pdf
大小:5KB
頁數(shù):1P
4.4
電泳設(shè)備使用注意事項 (1)一般金屬表面的電泳涂裝,其工藝流程為: 預(yù)清理→上掛→除油→水洗→除銹→水洗→磷化→水洗→鈍化→電泳→噴淋→水洗→烘 干→下掛。 (2)電泳工件的底材及前處理對電泳涂膜有極大影響。 鑄件一般采用噴砂或噴丸進(jìn)行除銹,用棉紗清除工件表面的浮塵,用80#~120#砂紙清 除表面殘留的鋼丸等雜物。鋼鐵表面采用除油和除銹處理,對表面要求過高時,進(jìn)行磷化和 鈍化表面處理。黑色金屬工件在陽極電泳前必須進(jìn)行磷化處理,否則漆膜的耐腐蝕性能較差。 磷化處理時,一般選用鋅鹽磷化膜,厚度約1~2μm,要求磷化膜結(jié)晶細(xì)而均勻。 (3)在過濾系統(tǒng)中,一般采用一級過濾,過濾器為網(wǎng)袋式結(jié)構(gòu),孔徑為25~75μm。 電泳涂料通過立式泵輸送到過濾器進(jìn)行過濾。從綜合更換周期和漆膜質(zhì)量等因素考慮, 孔徑50μm的過濾袋最佳,它不但能滿足漆膜的質(zhì)量要求,而且解決了過濾袋的堵塞問題。
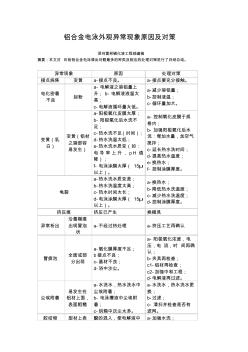
鋁合金電泳外觀異常現(xiàn)象原因及對策
格式:pdf
大小:65KB
頁數(shù):4P
4.4
鋁合金電泳外觀異常現(xiàn)象原因及對策 深圳雷邦磷化液工程部編輯 摘要:本文對目前鋁合金電泳漆出問題最多的種類及相應(yīng)的處理對策進(jìn)行了歸納總結(jié)。 異常現(xiàn)象原因處理對策 接點燒焦變黃a-接點不良。a-接點要充分接觸。 電化密著 不良 起粉 a-電解液之溶鋁量上 升;b-電解液液溫太 高; c-電解液循環(huán)量太低。 a-減少溶鋁量; b-控制液溫; c-循環(huán)量加大。 變黃(乳 白) 變黃(鋁材 之端部容 易發(fā)生) a-陽極氧化皮膜太厚; b-陽極氧化后水洗不 足; c-熱水洗不足(時間); d-熱水洗溫太低; e-熱水洗水質(zhì)變(如: 電導(dǎo)率上升,ph值 降); f-電泳涂膜太厚(15μ 以上)。 a-控制氧化皮膜于規(guī) 格內(nèi); b-加強(qiáng)陽極氧化后水 洗:增加水量,加空氣 攪拌; c-延長熱水洗時間; d-提高熱水溫度; e-換熱水; f-控制涂膜厚度。 龜裂 a-熱水
電泳檢驗標(biāo)準(zhǔn)最新文檔

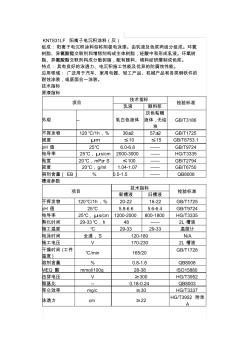
knt831lf灰色電泳漆
格式:pdf
大小:39KB
頁數(shù):2P
4.6
knt831lf陽離子電沉積涂料(灰) 組成:陽離子電沉積涂料俗稱陰極電泳漆。由乳液及色漿兩組分組成。環(huán)氧 樹脂、異氰酸酯交聯(lián)劑和增韌劑構(gòu)成主體樹脂,經(jīng)酸中和形成乳液。環(huán)氧樹 脂、異氰酸酯交聯(lián)劑構(gòu)成分散樹脂,配有顏料、填料經(jīng)研磨制成色漿。 特點:具有良好的泳透力、電沉積施工性能及優(yōu)異的防腐蝕性能。 應(yīng)用領(lǐng)域:廣泛用于汽車、家用電器、輕工產(chǎn)品、機(jī)械產(chǎn)品和各類鋼鐵件的 耐蝕涂裝,或底面合一涂裝。 技術(shù)指標(biāo) 原漆指標(biāo) 項目 技術(shù)指標(biāo) 檢驗標(biāo)準(zhǔn) 乳液顏料漿 外觀--乳白色液體 灰色粘稠 液體,無結(jié) 塊 gb/t3186 不揮發(fā)物120℃/1h,%36±257±2gb/t1725 細(xì)度μm≤10≤15gb/t6753.1 ph值25℃6.0-6.8——gb/t9724 電導(dǎo)率25℃,μs/cm2000-3000——hg/t3335 粘度20℃,mpa·
電泳涂裝與其他涂裝方法相比較
格式:pdf
大小:54KB
頁數(shù):5P
4.5
yuan,anincreaseof17.5%;localgovernmentgeneralbudgetrevenueof500millionyuan,...painting,modelculturecreatesnewmachurchcommunity,creatinglakescenicspotcultureeducationbase,receivedhighevaluationfromprovincialandmunicipaldisciplineinspectioncommission,thepeople'sdailyspecialreport.constantlypromoteindependentcommissionagainstcorr
電泳加工合同模板
格式:pdf
大小:35KB
頁數(shù):4P
4.8
*********有限公司 1/4 電泳委外加工合同 甲方(委托方):(以下簡稱“甲方”) 乙方(承接方):(以下簡稱“乙方”) 甲乙雙方在互惠互利的基礎(chǔ)上,乙方利用自身的設(shè)備、技術(shù)和人員為甲方提供零部件進(jìn)行燃 氣總管、鋁壓鑄等小件電泳加工。并同意按以下條款和條件簽訂本加工合同。 一.加工單價: 序號產(chǎn)品類型零件名稱圖示價格備注 1 2 序號產(chǎn)品類型零件名稱圖示價格備注 *********有限公司 2/4 3 4 5 二.加工成品質(zhì)量要求保證: 1、乙方保證其加工之電泳產(chǎn)品表面無掉漆、銹斑、電泳漆堆積、堵孔等不良現(xiàn)象;產(chǎn)品整體顏 色一致無色差。 2、乙方需保證其加工之電泳產(chǎn)品電泳漆厚度在20±5μm范圍之內(nèi)。 3、乙方需保證其加工之電泳產(chǎn)品滿足500小時中性鹽霧試驗。 4、乙方需保證其加工之電泳產(chǎn)品附著力測試等級需達(dá)到1
丙烯酸陰極電泳漆的應(yīng)用
格式:pdf
大小:1020KB
頁數(shù):3P
4.6
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

音箱檢驗標(biāo)準(zhǔn)
格式:pdf
大小:88KB
頁數(shù):5P
4.5
核定審核:制訂: 文件編號 保密級□絕密□保密■一般 版本號a第0次修改 三級文件第1頁共4發(fā)布日期:2017.04.11 音 箱 檢 驗 標(biāo) 準(zhǔn) 1目的 規(guī)范音箱類產(chǎn)品的要求,為檢驗提供檢驗依據(jù),以控制產(chǎn)品的品質(zhì)。 2適用范圍 適用于各協(xié)力廠商所生產(chǎn)wook音箱類產(chǎn)品的檢驗。 3檢驗環(huán)境 3.1檢驗溫度:25℃±10℃,相對濕度:45%~85% 3.2光照條件:在冷白熒光照射下,光源500-800lux,距物品1米 3.3視角:視線與工件平齊,正負(fù)旋轉(zhuǎn)45° 3.4視力要求:視力要求:≧0.8(裸視或經(jīng)矯正后) 3.5檢視時間和距離: 等級面aa級面a級面b級面 檢驗距離30cm30cm30cm 檢驗時間5-8秒4-6秒2-4秒 4缺陷等級定義 4.1致命缺陷(cr)

LED檢驗標(biāo)準(zhǔn)
格式:pdf
大小:4.1MB
頁數(shù):31P
4.6
歐普照明opple 品質(zhì)檢驗標(biāo)準(zhǔn) pcba/光源/支架/電子件 歐普照明品質(zhì)工程 2014/11/30 歐普照明中山檢驗標(biāo)準(zhǔn) 1/31 oppleconfidential qualityinspectionstandard rev:r00 preparedby:raidyli/leozhang/jingzhang checkedby:johnyan revchangedescriptionupdatedtimepreparedbyapprovedby r00firstrelease11/30/2014raidy/leo/jinglangli 歐普照明中山檢驗標(biāo)準(zhǔn) 2/31 目錄 notes&instruction注意事項及說明......................................
電源電纜檢驗標(biāo)準(zhǔn)
格式:pdf
大小:119KB
頁數(shù):4P
4.4
中國3000萬經(jīng)理人首選培訓(xùn)網(wǎng)站 電源電纜檢驗標(biāo)準(zhǔn) 1范圍 本標(biāo)準(zhǔn)規(guī)定了我公司電冰箱用不可重接式電源電纜總成的技術(shù)要求、驗收規(guī)則。 本標(biāo)準(zhǔn)適用于內(nèi)銷冰箱用電源電纜總成的質(zhì)量檢驗。 2規(guī)范性引用文件 下列文件中的條款通過本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款。凡是注日期的引用文件,其隨后所有的 修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn),然而,鼓勵根據(jù)本標(biāo)準(zhǔn)達(dá)成協(xié)議的各方研究 是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標(biāo)準(zhǔn)。 gb1002-1996家用和類似用途單相插頭插座型式、基本參數(shù)和尺寸 gb2099.1-1996家用和類似用途插頭插座第一部分:通用要求 gb5023.2-1997額定電壓450v/750v及以下聚氯乙烯絕緣電纜第2部分:試驗方法 gb5023.5-1997額定電壓450v/750v及以下聚氯乙烯
電泳檢驗標(biāo)準(zhǔn)相關(guān)
文輯推薦
知識推薦
百科推薦


職位:室內(nèi)設(shè)計師
擅長專業(yè):土建 安裝 裝飾 市政 園林


