

TRX2200J注塑機:大型管件的注塑成型解決方案
格式:pdf
大小:424KB
頁數:2P
人氣 :97
 4.4
4.4
塑料管件是石油天然氣、化工、電力、制藥、鍋爐、供熱、造船及機械制造等行業應用的主要零部件,主要用在管道拐彎、異徑連接、改道和放氣減壓等管道連接處。近年來,塑料管件市場對專用注塑機的自動化程度、技術含量和附加值的要求越來越高。盡管中國的注塑機行業的生產廠家眾多,但產品主要集中在通用低檔的中小型設備上,與工業發達國家如德國、日本和意大利等相比,中國專業管件注塑機還有一定差距,



 PE管件注塑成型工藝優化設計
PE管件注塑成型工藝優化設計 PE管件注塑成型工藝優化設計
格式:pdf
大小:462KB
頁數:4P
在制品結構、材料、模具結構已確定的情況下,將管件各孔口的不圓度作為評價其質量的標準,采用正交試驗設計方法及模擬分析研究注射時間、模具溫度、熔體溫度、保壓壓力、保壓時間、冷卻時間等注塑成型工藝參數及它們之間的交互作用對y型pe三通管件孔口不圓度的影響。結果表明,保壓壓力和保壓時間的交互作用較小,最佳工藝組合對孔口不圓度有所改善。

編輯推薦下載
PVC-U管件注塑成型中的幾個問題
格式:pdf
大小:97KB
頁數:4P
4.7
pvc2u管件注塑成型中的幾個問題 許 電 (上海凱眾聚氨酯有限公司,上海201200) 摘要:本文對注塑工藝中多級分段、制品黑點及模具溫度三個典型問題作以全面深入的分析,介紹了改進大口徑 pvc2u管件的生產方法,對改善pvc2u管件產品品質有一定的參考價值。 關鍵詞:多級分段; 制品黑點; 模具溫度; 大口徑管件 中圖分類號:tu532文獻標識碼:b文章編號:1004-1672(2004)01-0039-03 someissuesconcerninginjectionmouldingofpvc2upipefittings/xudian/huaya(wuhu)plasticco.,ltd. abstract:overallanalysiswasmadeofthreety
大型管件注塑成型解決方案熱門文檔
PVC-U管件注塑成型中的幾個問題 PVC-U管件注塑成型中的幾個問題
格式:pdf
大小:255KB
頁數:4P
4.5
本文對注塑工藝中多級分段、制品黑點及模具溫度三個典型問題作以全面深入的分析,介紹了改進大口徑pvcu管件的生產方法,對改善pvcu管件產品品質有一定的參考價值。
Moldflow在某管狀零件注塑成型中的應用 Moldflow在某管狀零件注塑成型中的應用
格式:pdf
大小:109KB
頁數:未知
4.8
通過moldflow軟件,分析某管狀零件的注塑模具cae優化過程。整個過程是借助moldflow軟件對此零件進行模流分析來完成的,進行了模型的網格劃分優化,注塑機的選取,參數的校核,澆注系統及冷卻系統等設計。完成后對其注塑過程進行分析,對成型過程進行了多方面的仿真分析設計,提高了模具設計及注塑工藝的有效性。根據moldflow在工業實踐中的大量應用,這種設計方法能夠大大縮短研究時間,縮減模具設計周期,有效地保證模具設計質量和試模成功率,提高生產效率,獲得結構穩定,性能良好的塑件。
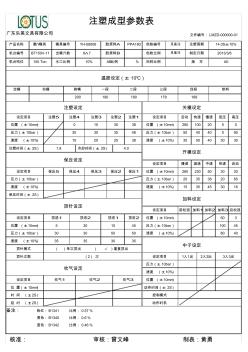
注塑成型參數表
格式:pdf
大小:572KB
頁數:16P
4.7
廣東樂美文具有限公司 備注: 注塑成型參數表 文件編號:lmzd-000000-01 產品名稱酷y模具模具編號yh-09006膠原料appa180色粉編號見備注注塑周期14.0s±10% 機臺編號bt150v-11出模穴數8∧7膠原料b色粉比例見備注制定日期2013/3/6 機臺噸位150ton水口比例10%ab比例%回料比例 動模射嘴一段 版本a0 溫度設定(±10℃) 200190 二段三段四段烘料定模 注塑2注塑1設定項目啟動 180178168 快速慢速低壓高壓 注塑設定關模設定 設定項目注塑5注塑4注塑3 503038位置(±10mm)280 壓力(±10bar)3030 100
課程設計塑料套管注塑成型
格式:pdf
大小:639KB
頁數:25P
4.8
1 廣東石油化工學院 課程設計說明書 題目塑料成型模具設計 專業:機電工程學院 班級:材控11-1 學生:梁開森 學號:11024180121 指導教師:羅宇玲 完成時間:2014年9月1日至2014年9月26日 2 《塑料成型模具設計》課程設計任務書 機電工程學院材料成型及控制工程專業班學生 一、課程設計題目:制訂圖示塑料制件的工藝規程并設計其成型模具 二、原始設計資料:按附圖及要求(或實物+技術要求) 給定生產批量:大、或中、或小批量 三、設計工作起止日期:20年月日——20年月日 四、設計內容要求: 1.明確設計任務,確定成型工藝,選擇成型設備; 2.確定成型模具的結構方案; 3.計算成型模具零件的工作
基于Moldflow的塑料箱注塑成型CAE分析 基于Moldflow的塑料箱注塑成型CAE分析
格式:pdf
大小:689KB
頁數:3P
4.7
詳細闡述了moldflow技術的重要作用及地位,通過應用moldflow/mpi軟件對塑料箱模具進行cae綜合分析,用仿真注塑工藝參數來模擬產品的實際生產過程,顯示了moldflow技術在模具開發過程中對于優化塑料制品設計、優化塑料模設計和優化注射工藝參數等方面所起到的顯著作用。
大型管件注塑成型解決方案精華文檔
塑料制品注塑成型缺陷的成因分析 塑料制品注塑成型缺陷的成因分析
格式:pdf
大小:221KB
頁數:3P
4.3
通過列舉幾種注塑成型過程中最為典型的幾種缺陷,結合生產實際,從影響注塑成型制品質量的因素(產生的物理原因、注塑模具和制品結構、注塑工藝參數有關的原因、塑料材料)著手,分析了歸納注塑成型制品典型質量缺陷產生的原因,并提出了克服缺陷的具體改良措施。
印度首款注塑成型塑料翼子板面市 印度首款注塑成型塑料翼子板面市
格式:pdf
大小:343KB
頁數:1P
4.7
sabic創新塑料業務部日前宣布,印度汽車制造商馬恒達(mahindra&mahindra)在其一級供應商piasticomnium的支持下,研制出印度首款注塑成型的塑料翼子板,此產品將應用于新型全球xuv500運動型多功能車(suv)。
注塑成型生物塑料的開發 注塑成型生物塑料的開發
格式:pdf
大小:430KB
頁數:5P
4.3
目前,世界上正積極開發原料來源于植物的生物塑料,以解決諸如化石燃料資源日益短缺、大氣中co2含量不斷增加等日益嚴重的問題。聚乳酸(pla)是一種容易得到的生物塑料,汽車業內人士正在研究將生物塑料用于汽車內飾件生產的可用性。由于pla抗沖擊、抗水解和成型能力差,因此提出了由聚丙烯(pp)基體和混入其中的pla成分組成高分子合金的設想。通過選擇最佳增容劑和優化彈性體的添加條件,使pla以亞微米級的大小彌散分布于pp基體內,克服了pla的不足,成功地開發出可注塑成型的生物塑料,滿足了汽車內飾件外觀、性能和批量生產的要求。
塑料微流控芯片的注塑成型 塑料微流控芯片的注塑成型
格式:pdf
大小:824KB
頁數:6P
4.5
有別于傳統的微流控芯片壓塑成型方法,本文提出注塑成型加工塑料微流控芯片的新工藝.采用uv-liga技術制作成型微通道的型芯,設計制造了微流控芯片注塑模具.充模試驗表明,如何使微通道復制完全是微流控芯片注塑成型的主要技術難點.模擬與理論分析表明,熔體在微通道處出現滯流現象是復制不完全的主要原因;搭建了可視化裝置對此加以試驗驗證.利用正交試驗方法進行充模試驗,研究各工藝參數對微通道復制度的影響.試驗表明模具溫度對提高微通道復制度起決定性作用;注射速度和熔體溫度是次要因素,而注射壓力相對其他因素影響力較差,但必須保持在一個較高的水平.依此形成塑料微流控芯片的注塑成型工藝,對于寬80μm、深50μm截面的微通道而言,可使微通道復制度由70%提高到90%,滿足使用要求.
塑料注塑成型及其模具的運用 塑料注塑成型及其模具的運用
格式:pdf
大小:155KB
頁數:2P
4.7
注塑成型的加工方法,在工業生產中占有很重要的地位,其關系著我國工業更好的發展。研究和探討塑料注塑成型及其模具的運用,不僅能夠提高制品質量,還能夠降低制作成本。基于此,本文主要對塑料注塑成型及其模具的運用進行了探討。
大型管件注塑成型解決方案最新文檔
塑料注塑成型及其模具的運用 塑料注塑成型及其模具的運用
格式:pdf
大小:141KB
頁數:2P
4.5
隨著我國經濟的發展,對于工業生產中的產品質量有著更高的要求,不斷提升塑料注塑的精密度,不僅是產品發展的要求,也是市場競爭的要求。因此,通過對塑料注塑分析實現其精密度對工業發展的至關重要。鑒于此,本文以注塑成型方法及模具特點為切入點,基于pp塑料的成型缺陷及原因的分析,提出了調控溫度、調整注塑壓力、注塑速度控制等對策。旨在不斷的提升塑料注塑成型及其模具的運用質量獻力。
塑料梳子的注塑成型分析 塑料梳子的注塑成型分析
格式:pdf
大小:394KB
頁數:未知
4.5
本文以塑料梳子的注塑模設計為例,借助模流分析軟件moldflow對其充模時間、體積收縮、氣穴、熔接痕和翹曲變形等進行模擬分析,根據分析結果優化模具設計方案,從而可以提高制品質量,縮短模具設計制造開發周期。
微發泡注塑成型及可微發泡注塑材料 微發泡注塑成型及可微發泡注塑材料
格式:pdf
大小:86KB
頁數:1P
4.7
微發泡是指以熱塑性材料為基體,制品中間層密布尺寸從十到幾十微米的封閉微孔。微發泡注塑成型技術突破了傳統注塑的諸多局限,在基本保證制品性能的基礎上,可以明顯減輕質量和成型的周期,大大降低機臺的鎖模力,并具有內應力和翹曲小、平直度高,沒有縮水,尺寸穩定,成型視窗大等特點,特別是在生產高精密和材料較貴的制品上與常規注塑相比較獨具優勢,成為近年來注塑技術發展的一個重要方向。
幾種注塑成型技術
格式:pdf
大小:91KB
頁數:14P
4.3
1 河南機電高等專科學校 先進制造技術課程論文 論文題目:幾種注塑成型技術、技術特點、應用 情況分析研究 系部:機械工程系 專業:機械制造與自動化 班級:機制113 學生姓名 學號:110114311 指導教師: 2013年10月10日 2 緒論 隨著塑料工業的迅速發展,塑料成型設備也得以相應的發展,塑料成型加工 的方法很多,其中注射成型是最重要的成型方法之一,注塑成型占塑料制品占總 量的30%以上。注射成型是使熱塑性或熱固性模塑料先在加熱機筒中均勻塑化。 而后由柱塞或移動螺桿推擠到閉合模具的模腔中成型的一種方法。注塑成型具有 一次能成型形狀復雜,尺寸精度高和帶有金屬嵌件等特點。 3 第一章注塑成型技術介紹 1.1引言 注塑成型即成注射成型或者注射模塑,使熱塑性塑料的一 種重
 M8公直頭,注塑成型式
M8公直頭,注塑成型式 M8公直頭,注塑成型式
格式:pdf
大小:131KB
頁數:未知
4.8
廠商名稱:東莞市協順電子科技有限公司網址:www.***.***電話:0769-85191366展會名稱:2017深圳國際工業自動化及機器人展覽會產品特點:m8系列圓形連接器為小型或特殊工業用途的機械工程提供了實用、經濟和靈活的解決方案,并滿足了在有限空間內迅速無誤地連接要求。m8圓型插頭連接器,即使在苛刻惡劣的環境下,也能確保穩定的傳輸性能。

注塑成型作業指導書
格式:pdf
大小:136KB
頁數:6P
4.6
深圳市中悅電子有限公司 注塑成型作業指導書 核準審核制表 編號:zy-qc-30制定日:2013-07-29實施日:2013-07-29版次:a/0頁碼:1/6 注塑成型作業指導書 一.注塑成型的原理: 1.注塑成型:指將注射用的置于能加熱的料筒內,受熱、塑化,再施加壓力,使熔體塑料注入到所需形狀的模具中,經過 冷卻定型后脫模,得到所需形狀的制品。 2.注塑成型三要素:注塑機、模具、原料 3.注塑成型條件五大要素:壓力-時間-速度-位置-溫度。 二.注塑機: .注射機的結構: a.注射系統:主要使塑料塑化和使熔體塑料注入模具功能 b.合模系統:主要模具的開模、鎖模、調模、頂出功能 c.傳動系統:主要控制注射機的動作能力。如油壓閥、電動機 d.電氣控制系統:主要注射機內部電路、開關、電路板 3.注射機的操作: a.打開注射機總電源及各開關,旋開緊急停止鍵 b.按下
大型管件注塑成型解決方案相關
文輯推薦
知識推薦
百科推薦

職位:BIM產品總監
擅長專業:土建 安裝 裝飾 市政 園林


