

彩印軟塑包裝生產工藝流程圖-7
格式:pdf
大小:32KB
頁數:1P
人氣 :70
 4.5
4.5
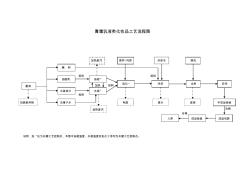
附錄 -7 工藝流程圖 復合包裝材料生產工藝狀況 版 庫 入庫驗收 版輥管理員 收發驗收 印 刷 領用驗收與通知單一致 帶班長 油墨粘度 輔助工 印刷速度 機長 質檢監控 品保部質檢 復 合 涂膠量 輔助工、工藝員 烘道溫度 機長 復合溫度、壓力 機長 收、放卷漲力 機長 熟 化 溫度、時間 復合主管 分 切 按客戶要求分切 分切工 端面平整 分切工 制 袋 溫度 帶班長、機長 壓力 速度 熱封強度及切口位置 操作工、工藝員 數量 操作工 包裝檢驗 按標準或合同要求 品保部 入 庫 入庫驗收 物料員、保管員 數量 堆放 發 運 確認數量、規格等 保管員 版輥與確認樣稿校對 質量控制點





完整生產工藝流程圖培訓講學
格式:pdf
大小:141KB
頁數:6P
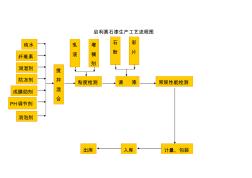
膏霜乳液類化妝品工藝流程圖 投料投料 加熱投料 投料 合格 合格 說明:加*處為關鍵工藝控制點,本圖中油相溫度、水相溫度及乳化工序均為關鍵工藝控制點。 配料 油脂類 水溶成分 油相* 水相* 去離子水 乳化* 輔料 包裝廢棄物 加熱廢汽 加熱廢汽 冷卻出料 電能 攪拌/均質冷卻水 廢水 貯存 清洗 廢液半成品檢驗 成品包裝成品檢驗入庫 染發類化妝品工藝流程圖 投料投料 加熱投料 投料 合格 合格 說明:加*處為關鍵工藝控制點,本圖中油相溫度、水相溫度及乳化工序均為關鍵工藝控制點。 配料 油脂類 染料中間體 油相* 水相* 去離子水 乳化* 輔料 包裝廢棄物 加熱廢汽 加熱廢汽 冷卻出料 電能 攪拌/均質冷卻水 廢水 貯存 清洗 廢液 充氮氣 半成品檢驗 成品包裝成品檢驗入庫 洗發類化妝品工藝流程圖 投料 投料 合格 合格 說明:加*處
編輯推薦下載

玻璃生產工藝流程圖
格式:pdf
大小:58KB
頁數:2P
4.7
玻璃生產工藝流程圖 玻璃是如何生產出來的呢這個問題對于專家來說可能很簡單,但是對于普通的消 費者來說可能還是有了解的興趣的,今天,我們和中華包裝瓶網的小編一起去簡 要的了解一下。玻璃的生產工藝包括:配料、熔制、成形、退火等工序。分別介 紹如下: 1.配料,按照設計好的料方單,將各種原料稱量后在一混料機內混合均勻。玻 璃的主要原料有:石英砂、石灰石、長石、純堿、硼酸等。 2.熔制,將配好的原料經過高溫加熱,形成均勻的無氣泡的玻璃液。這是一個 很復雜的物理、化學反應過程。玻璃的熔制在熔窯內進行。熔窯主要有兩種類型: 一種是坩堝窯,玻璃料盛在坩堝內,在坩堝外面加熱。小的坩堝窯只放一個坩堝, 大的可多到20個坩堝。坩堝窯是間隙式生產的,現在僅有光學玻璃和顏色玻璃 采用坩堝窯生產。另一種是池窯,玻璃料在窯池內熔制,明火在玻璃液面上部加 熱。玻璃的熔制溫度大多在1300~1600?
真石漆生產工藝流程圖
格式:pdf
大小:22KB
頁數:1P
4.4
啟利真石漆生產工藝流程圖 純水 纖維素 潤濕劑 防凍劑 成膜助劑 ph調節劑 消泡劑 攪 拌 混 合 粘度檢測調漆常規性能檢測 石 粉 彩 片 計量、包裝入庫出庫 乳 液 增 稠 劑
彩印軟塑包裝生產工藝流程圖熱門文檔
紅磚生產工藝流程圖
格式:pdf
大小:19KB
頁數:2P
4.5
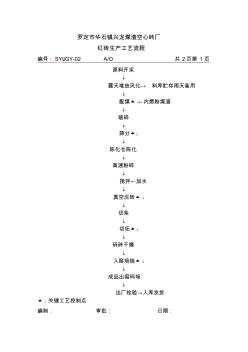
羅定市華石鎮興龍煤渣空心磚廠 紅磚生產工藝流程 編號:syl/gy-02a/o共2頁第1頁 原料開采 ↓ 露天堆放風化→料庫貯存雨天備用 ↓ 配煤▲1←內燃粉煤渣 ↓ 破碎 ↓ 篩分▲2 ↓ 陳化倉陳化 ↓ 高速粉碎 ↓ 攪拌←加水 ↓ 真空壓磚▲3 ↓ 切條 ↓ 切坯▲4 ↓ 碼磚干燥 ↓ 入窯培燒▲5 ↓ 成品出窯碼垛 ↓ 出廠檢驗→入庫發貨 ▲:關鍵工藝控制點 編制:審批:日期: 羅定市華石鎮興龍煤渣空心磚廠 紅磚生產工藝流程 編號:syl/gy-02a/o共2頁第2頁 關鍵工藝控制點: 序號主要工序工序工藝要求 ▲1配煤使用配煤設備按體積比在風化粘土中摻入煤 灰,粉煤摻入量應大于30% ▲2篩分用篩分機對破碎后原料
餅干生產工藝流程圖
格式:pdf
大小:29KB
頁數:2P
4.6
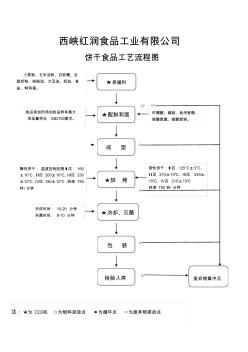
西峽紅潤食品工業有限公司 餅干食品工藝流程圖 ☆◇ ◆◇ ◇ ◇ ◇ 韌性餅干:ⅰ區125℃±5℃、 ⅱ區210±10℃、ⅲ區240± 10℃、ⅳ區210±10℃ 轉速750轉/分鐘 ★原輔料 ★配粉和面 成型 ★烘烤 包裝 ★冷卻、滅菌 檢驗入庫 酥性餅干:溫度控制范圍ⅰ區160 ±10℃、ⅱ區200±10℃、ⅲ區230 ±10℃、ⅳ區180±10℃,轉速750 轉/分鐘 冷卻時間:15-20分鐘 殺菌時間:8-10分鐘 食品添加劑添加的品種和最大 添加量符合gb2760要求。 檸檬酸、磷脂、食用香精、 碳酸氫氨、碳酸氫鈉。 注:★為ccp點☆為物料投放點◆為循環點◇為廢棄物排放點 小麥粉、玉米淀粉、白砂糖、全 脂奶粉、棕櫚油、大豆油、奶油、食 鹽、鮮雞蛋。 廢棄物集中點 餅干工藝流程圖的確認報告 經食品安全領導小組的現場確認,目
鋼絲生產工藝流程圖 (2)
格式:pdf
大小:422KB
頁數:13P
4.7
鋼絲 百科名片 鋼絲是鋼材的板、管、型、絲四大品種之一,是用熱軋盤條經冷拉制成的再加工 產品。 目錄 鋼絲 鋼絲的生產 烘干處理 熱處理 鍍層處理 鋼絲的分類 編輯本段 鋼絲 from中國食品百科全書 jumpto:navigation,search [中文]:鋼絲 [英文]:steelwire [說明]:鋼絲是鋼材的板、管、型、絲四大品種之一,是用熱軋盤條經 冷拉 鋼絲 制成的再加工產品。按斷面形狀分類,主要有圓、方、矩、三角、橢圓、 扁、梯形、z字形等;按尺寸分類,有特細8.0毫米;按強 度分類,有低強度<390兆帕、較低強度390~785兆帕、普通強度785~1225 兆帕、較高強度1225~1960兆帕

鋼絲生產工藝流程圖講解
格式:pdf
大小:431KB
頁數:13P
4.6
鋼絲 百科名片 鋼絲是鋼材的板、管、型、絲四大品種之一,是用熱軋盤條經冷拉制成的再加工 產品。 目錄 鋼絲 鋼絲的生產 烘干處理 熱處理 鍍層處理 鋼絲的分類 編輯本段 鋼絲 from中國食品百科全書 jumpto:navigation,search [中文]:鋼絲 [英文]:steelwire [說明]:鋼絲是鋼材的板、管、型、絲四大品種之一,是用熱軋盤條 經冷拉 鋼絲 制成的再加工產品。按斷面形狀分類,主要有圓、方、矩、三角、橢圓、 扁、梯形、z字形等;按尺寸分類,有特細8.0毫米;按強度分類,有低強度<390兆帕、較低強度390~785 兆帕、普通強度785~1225兆帕、較
纖維板生產工藝流程圖
格式:pdf
大小:643KB
頁數:6P
4.3
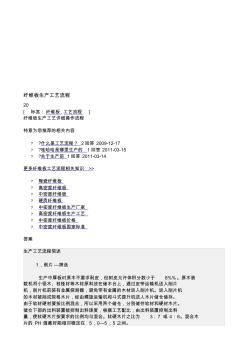
纖維板生產工藝流程 20 [標簽:纖維板,工藝流程] 纖維板生產工藝詳細操作流程 特意為您推薦的相關內容 ??什么是工藝流程?2回答2009-12-17 ??哇哈哈是哪里生產的1回答2011-03-15 ??關于生產前1回答2011-03-14 更多纖維板工藝流程相關知識>> ?陶瓷纖維板 ?高密度纖維板 ?中密度纖維板 ?硬質纖維板 ?中密度纖維板生產廠家 ?高密度纖維板生產工藝 ?中密度纖維板價格 ?中密度纖維板國家標準 答案 生產工藝流程簡述 1,削片—篩選 生產中厚板時原木不要求剝皮,但樹皮允許體積分數小于8%%。原木裝 載機將小徑木、枝椏材等木材原料放在儲木臺上,通過皮帶運輸機送入削片 機,削片機前裝有金屬探測器,避免帶有金屬的木材進入削片機。進入削片機 的木材被削成規格木片,經由螺旋運輸機和斗式提升機送人木片儲倉儲存。
彩印軟塑包裝生產工藝流程圖精華文檔
四車間生產工藝流程圖
格式:pdf
大小:30KB
頁數:1P
4.7
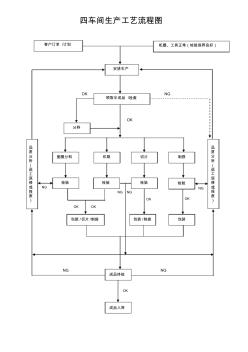
四車間生產工藝流程圖 復膜分料印刷切片制袋 檢驗檢驗檢驗檢驗 包裝/切片/制袋包裝/制袋包裝 成品終檢 成品入庫 分料 領取半成品/檢查 安排生產 客戶訂單/計劃機器、工具正常(檢驗保養良好) 品 質 分 析 ( 返 工 返 修 或 報 廢 ) 品 質 分 析 ( 返 工 返 修 或 報 廢 ) ok okok okok ngng ngng ok ok ngng ng
沖壓件生產工藝流程圖
格式:pdf
大小:38KB
頁數:1P
4.7
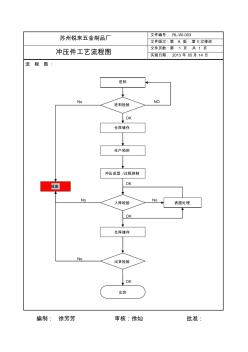
蘇州銳來五金制品廠 文件編號:rl-wi-003 文件版次:第a版第0次修改 沖壓件工藝流程圖 文件頁數:第1頁共1頁 實施日期:2013年05月14日 流程圖: 編制:徐芳芳審核:徐燦批準: no 進料 進料檢驗 倉庫儲存 沖壓成型/過程控制 入庫檢驗 倉庫儲存 出貨檢驗 ok ok 生產領料 出貨 ok ok 表面處理 報廢 no no no no

化妝品生產工藝流程圖
格式:pdf
大小:15KB
頁數:1P
4.4
化妝品生產工藝及流程圖 一、生產工藝: 按工藝要求在水相鍋中投入稱好的水相類原料,攪拌加熱到80℃,在油相鍋中投入 稱好的油相類原料于85℃完全溶解。將乳化鍋預熱至60~70℃,抽真空吸入水相及油相, 均質攪拌,冷卻至45℃加入香精及添加物,攪拌至均勻后出料。半成品檢驗合格后灌裝, 成品檢驗合格后入庫。 二、生產工藝簡圖: 80℃☆ 預熱至60~70℃, 抽真空按工藝要求☆ 吸入 85℃溶解☆ 半成品檢驗合格☆ 注:帶☆為主要質量控制點 成品檢驗合格☆ 水相原料 油相原料 水相鍋 油相鍋 乳化鍋均質攪拌冷卻 45℃加香 精、添加物 出料 包裝 灌裝 成品 半成品儲料 入庫

沼氣生產工藝流程圖
格式:pdf
大小:90KB
頁數:1P
4.6
酵 母 素 加熱循環 進料口 出料口 雞糞堆 秸稈堆場 1 2 3 5 6 水封器 m003 9 101112 氣體壓縮機 m004 儲氣罐 v106 二級調 壓裝置 液化罐 v107 co2 沼渣儲存池 凈化裝置 合成器 e202 脫水罐 v108 加工 氨基甲酸氨 尿素 3—切割機 m001 螺旋喂料器 m002 加熱器 e201 1—發酵液 2—雞糞 4切片料倉 發酵罐 v101 脫水罐 v102 脫氧罐 v103 脫硫罐 v104 脫碳罐 v105 帶式拖送機 l401 沼氣生產工藝流程圖 ni 201 pi 201 sahl tr202 fahl kqi pahl 尾 氣 收 尾 氣 收 尾 氣 收
彩印軟塑包裝生產工藝流程圖最新文檔
服裝生產工藝流程圖(精)
格式:pdf
大小:43KB
頁數:9P
4.7
服裝生產工藝流程圖 驗布│→│裁剪│→│印繡花│→│縫制│→│整燙│→│檢驗│→│包裝│ (一面輔料進廠檢驗 面料進廠后要進行數量清點以及外觀和內在質量的檢驗,符合生產要求的才能 投產使用。在批量生產前首先要進行技術準備,包括工藝單、樣板的制定和樣衣制 作,樣衣經客戶確認后方能進入下一道生產流程。面料經過裁剪、縫制制成半成品, 有些梭織物制成半成品后,根據特殊工藝要求,須進行后整理加工,例如成衣水洗、成 衣砂洗、扭皺效果加工等等,最后通過鎖眼釘扣輔助工序以及整燙工序,再經檢驗合 格后包裝入庫。 (二面料檢驗的目的和要求 把好面料質量關是控制成品質量重要的一環。通過對進廠面料的檢驗和測定可 有效地提高服裝的正品率。 面料檢驗包括外觀質量和內在質量兩大方面。外觀上主要檢驗面料是否存在破 損、污跡、織造疵點、色差等等問題。經砂洗的面料還應注意是否存在砂道、死褶 印、披裂等砂洗疵

生產工藝流程圖范例
格式:pdf
大小:23KB
頁數:2P
4.5
產品編號:hw111 產能/8小時:2000pcs 工序生產物料/用量操作工時標準工時作業人數 0-112秒14.4秒1人 0-212秒14.4秒1人 0-3pvc#28300mm紅色線材1pcpvc#28270mm黃色線材2pcs20秒14.4秒2人 0-4wh22701b按鍵板1pc12秒14.4秒1人 0-5按鍵膠1pc、固定架1pc12秒14.4秒1人 0-6pvc#28180mm綠色線材2pcs12秒14.4秒1人 0-7pvc#28300mm黑色線材1pc20秒14.4秒2人 0-812秒14.4秒1人 1-124秒14.4秒2人 0-920秒14.4秒2人 制作: 浮焊270mm黃線與300mm
電動機生產工藝流程圖
格式:pdf
大小:127KB
頁數:5P
4.5
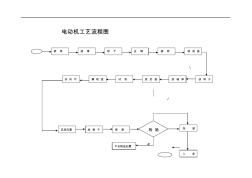
電動機工藝流程圖 壓銅裝前蓋接線 放軸承安風葉試機放轉子放后蓋 放銷子安后風罩檢驗 不合格品處置 包裝 入庫 罩線盒 噴漆 浸漆嵌線烘干 產品型號y90l-2產品名稱電動機另件號 每臺件數下料方式共3頁第1頁 工藝卡片材料毛坯尺寸責任車間第車間 工 序 安 裝 工 步 工序內容加工 車間設備 工藝裝備名稱與編號工時定額(分) 工夾具刃具量具準備操作 11嵌線 裝配 車間 一字螺 絲刀把漆包線嵌入定子中,根據需要放絕緣紙 2浸漆 將帶線的定子在絕緣漆中浸30±5分鐘后吊出吊車 3烘干烘箱 把吊出后的整框送入烘箱,于90±10℃烘90±30分鐘 4壓銅壓模 用壓模把線卷壓入外殼中 5接線 把線放入接線柱相應孔內,擰緊帶平墊和螺帽壓線的螺 絲 6裝前蓋

紅磚生產工藝流程圖 (2)
格式:pdf
大小:117KB
頁數:3P
4.5
羋羅定市華石鎮興龍煤渣空心磚廠 莄紅磚生產工藝流程 芃編號:syl/gy-02a/o共2頁第1頁 聿原料開采 蠆↓ 肆露天堆放風化→料庫貯存雨天備用 肂↓ 腿配煤▲1←內燃粉煤渣 螆↓ 薃破碎 螁↓ 艿篩分▲2 膇↓ 芅陳化倉陳化 袃↓ 艿高速粉碎 薇↓ 蚃攪拌←加水 薂↓ 荿真空壓磚▲3 羈↓ 蒞切條 莁↓ 葿切坯▲4 荿↓ 袃碼磚干燥 莄↓ 薈入窯培燒▲5 蒆↓ 薅成品出窯碼垛 膃↓ 蚈出廠檢驗→入庫發貨 袇▲:關鍵工藝控制點 芇編制:審批:日期: 羂羅定市華石鎮興龍煤渣空心磚廠 螈紅磚生產工藝流程 羋編號:syl/gy-02a/o共2頁第2頁 螅關鍵工藝控制點: 蟻序號袈主要工序蠆工序工藝要求 ▲1配煤使用配煤設備按體積比在風化粘土中摻入煤 灰,粉煤摻入量應大于30% ▲2篩分用篩分機對破碎后原料進行顆粒篩分處理,使 得到的原料顆粒大小在2mm以下
pvc生產工藝流程圖
格式:pdf
大小:209KB
頁數:6P
4.3
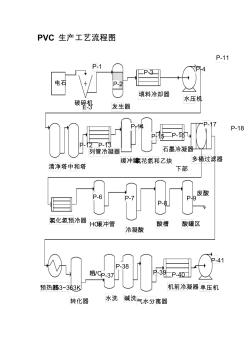
pvc生產工藝流程圖 e-3 填料冷卻器 發生器 水壓機 清凈塔中和塔 列管冷凝器 緩沖罐氯花氫和乙炔 石墨冷凝器 多桶過濾器 預熱器353~363k 氯化氫預冷器hcl緩沖管 冷凝酸 酸槽酸罐區 p-1 p-2 p-3p-4 p-6p-7 p-8 p-9 p-11 p-12p-13 p-14 p-15p-16 p-17p-18 轉化器水洗堿洗氣水分離器 機前冷凝器 p-37 p-38 p-39p-40 p-41 電石 破碎機 下部 廢酸 粗vc 單壓機 機后冷卻器尾冷凝器 全凝器 低塔加料槽 低塔再沸器 除乙炔 低沸塔高塔再沸器 高沸塔 除二氯乙烯 成品冷凝 293k水單體槽 dcs系統聚合釜真空(-0.009mpa) 脫氧 恒溫330k 反應5h 0.75mpa料漿排放槽 料漿泵 料漿儲槽進料泵節能器汽提塔 除殘留vc 出料泵 節能器 離心進料泵
注塑車間生產工藝流程圖
格式:pdf
大小:28KB
頁數:1P
4.5
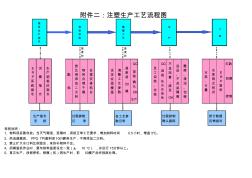
qcqc欠數 首 檢 巡 檢 50確 認 ok 生產 特別說明: 1、物料須妥善存放。當天氣潮濕、受潮時,須按正常工藝要求,增加烘料時間0.5小時,增溫5℃。 2、熱流道模具、ppo、tpu物料須100%原料生產,不得添加二次料。 3、禁止擴大水口料比例混合,來彌補物料不足。 4、須模溫機作業時,要與烘料溫度設定一致(±10℃),并運行15分鐘以上。 5、首次生產、放假停機、修模(機)再生產時,前50模產品作報廢處理。 附件二:注塑生產工藝流程圖 e r p 系 統 指 令 生 產 部 臨 時 指 令 配 色 調 整 工 藝 參 數 報 廢 前 試 模 指 令 按 比 例 添 加 二 次 料控制 良 品 、 不 良 品 隔 離 整 修 、 清 潔 、 包 裝 分 類 、 計 量 倉 庫 再 次 校 對 e r p


鋼材的生產工藝流程圖解
格式:pdf
大小:227KB
頁數:1P
4.8
鋼材的生產工藝流程圖解(以寶鋼為例) 煉鐵的主要原料鐵礦石、焦炭和煤通過高爐中一系列反應變為鐵水,鐵水和廢鋼通過轉爐加工為 鋼水。 鋼水可通過連鑄加工成板坯,也可通過模鑄加工成鋼錠后在初軋廠最終加工成板坯、初軋方 坯和管坯。由于連鑄避免了模鑄的過程,使得鋼的構成更為均勻,成品率和質量也大幅提高。1999 年,寶鋼的連鑄比約為73%。今后計劃將連鑄比例再提高到100%。 鋼錠、板坯、初軋方坯和管坯為半成品,除一小部分直接銷往市場外,大部分將通過下道軋 鋼工序制成成品。板坯、初軋方坯和管坯分別是制成熱軋產品、鋼絲和鋼筋及管材的原料,最終 將制成不同品級和用途的熱軋板卷、線材和無縫鋼管。 熱軋板卷部分作為成品銷售;部分作為冷軋的原料,經過酸洗、軋鋼、退火、涂層和油漆, 制成具有高附加值的冷軋板卷,包括電鍍鋅板卷、熱鍍鋅板卷和彩涂板卷。

彩印軟塑包裝生產工藝流程圖相關
文輯推薦
知識推薦
百科推薦


職位:中級電氣工程師
擅長專業:土建 安裝 裝飾 市政 園林


