

一體化教學實例——車削雙線梯形螺紋絲桿
格式:pdf
大小:83KB
頁數:1P
人氣 :85
 4.5
4.5
本文以車削雙線梯形螺紋絲桿為例,從學習目標、學習過程和學習評價三方面出發,并給出相應的操作步驟和設計目的,探討如何實施適合實際教學需要的一體化教學,從而使學生擁有較高的綜合素質,能夠運用科學的方法解決真實的工作情境中出現的問題,使其具備從事一個(或若干相近)職業所必需的本領,實現了個人職業成長和個性發展,促進了個人的職業生涯發展。



淺談梯形螺紋的車削
格式:pdf
大小:9KB
頁數:1P
淺談梯形螺紋的車削 【摘要】梯形螺紋是應用十分廣泛的螺紋,有米制和英制兩種。英制螺紋 在我國采用較少,我國主要采用米制梯形螺紋。本文就梯形螺紋車刀的選用、車 刀的安裝、工件的安裝、車床的調整、車削方法的選用及螺紋的檢測加以闡述如 何又快又好的車削梯形螺紋。 【關鍵詞】車削;梯形螺紋;方法 車床上長絲杠和中、小滑板的絲杠都是梯形螺紋,他們的工作長度較長,傳 動中精度要求高,同時梯形螺紋牙型兩側面表面粗糙度值較小,致使梯形螺紋車 削時,難度較大。在車削中如果采用較大的吃刀深度,較快的走刀速度,在一定 程度上可以提高梯形螺紋的車削速度,但對于初學者較難掌握。在實際操作中容 易造成扎刀,甚至刀頭折斷,從而使得初學著產生畏懼心理,使得初學者再次車 削時不敢進刀,甚至不敢再次車削。針對上述情況,在長期的教學中通過不斷的 教學實踐,總結了一套切實有效的車削梯形螺紋的方法
編輯推薦下載
 低速分層法車削梯形螺紋
低速分層法車削梯形螺紋 低速分層法車削梯形螺紋
格式:pdf
大小:111KB
頁數:未知
4.5
梯形螺紋的加工是學生實習中的一個難點課題,本文總結教學實踐中的一點經驗,結合教學實例,采用“分層法”合理遞減切削深度加工梯形螺紋。
車削雙線梯形螺紋絲桿熱門文檔
淺談分層車削法車梯形螺紋的方法 淺談分層車削法車梯形螺紋的方法
格式:pdf
大小:100KB
頁數:未知
4.6
梯形螺紋的車削在生產實踐中是非常重要的.本文就梯形螺紋車削過程中車刀的刃磨要求、工件的裝夾以及車削時如何利用梯形螺紋的計算公式從數學方面來保證粗加工余量的快速去除和精加工余量的有效預留,從而達到高效、穩定地車削梯形螺紋.
運用宏程序車削梯形螺紋及非標準螺紋的方法 運用宏程序車削梯形螺紋及非標準螺紋的方法
格式:pdf
大小:91KB
頁數:2P
4.6
著重介紹了如何運用宏程序、g32指令,通過左右借刀、分層切削的方法實現梯形螺紋及兩類非標準螺紋的編程、加工、檢測的方法。
奧氏體鎳鉻球鐵梯形螺紋絲錐的設計 奧氏體鎳鉻球鐵梯形螺紋絲錐的設計
格式:pdf
大小:114KB
頁數:未知
4.7
奧氏體鎳鉻球鐵梯形螺紋絲錐的設計上海閥門廠(201805)孫國策我廠按照美國api標準生產的鑄鋼問問上的主要零件問桿螺母的材料選用美國材料試驗學會a—439—1977標準規定的d-2奧氏體鎳鉻合金球墨鑄鐵。該材料具有良好的耐熱、耐腐蝕和耐磨特性,與國...
中職學校普通車工競賽中的梯形螺紋車削加工指導 中職學校普通車工競賽中的梯形螺紋車削加工指導
格式:pdf
大小:104KB
頁數:1P
4.7
根據近幾年來中職學校技能競賽中普車加工項目的要求,結合多年來輔導競賽的經驗,分析了梯形螺紋車削加工的參數選擇、刀具的刃磨、加工工藝等方面的注意要點。
FANUC系統數控車床梯形螺紋的車削方法 FANUC系統數控車床梯形螺紋的車削方法
格式:pdf
大小:84KB
頁數:1P
4.4
梯形螺紋是一種常見的螺紋,普通車床加工梯形螺紋是最近本的技能之一,但是在數控車床上加工梯形螺紋常常受限于加工工藝,刀具等方面的原因很少進行加工。甚至有些加工者提出在數控車床上不能夠加工合格的梯形螺紋,顯然這種說法是不正確的。應用數控車床加工梯形螺紋方法多樣,選擇合理的加工工藝和參數,應用程序正確是完全可以加工出合格的梯形螺紋。
車削雙線梯形螺紋絲桿精華文檔
FANUC系統數控車床梯形螺紋的車削方法 FANUC系統數控車床梯形螺紋的車削方法
格式:pdf
大小:84KB
頁數:1P
4.4
梯形螺紋是一種常見的螺紋,普通車床加工梯形螺紋是最近本的技能之一,但是在數控車床上加工梯形螺紋常常受限于加工工藝,刀具等方面的原因很少進行加工。甚至有些加工者提出在數控車床上不能夠加工合格的梯形螺紋,顯然這種說法是不正確的。應用數控車床加工梯形螺紋方法多樣,選擇合理的加工工藝和參數,應用程序正確是完全可以加工出合格的梯形螺紋。
梯形螺紋計算公式
格式:pdf
大小:856KB
頁數:6P
4.7
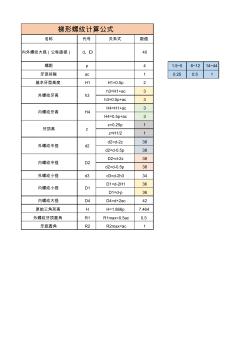
名稱代號關系式數值 內外螺紋大徑(公稱直徑)d、d40 螺距p41.5~56~1214~44 牙頂間隙ac10.250.51 基本牙型高度h1h1=0.5p2 h3=h1+ac3 h3=0.5p+ac3 h4=h1+ac3 h4=0.5p+ac3 z=0.25p1 z=h1/21 d2=d-2z38 d2=d-0.5p38 d2=d-2z38 d2=d-0.5p38 外螺紋小徑d3d3=d-2h334 d1=d-2h136 d1=d-p36 內螺紋大徑d4d4=d+2ac42 原始三角形高hh=1.866p7.464 外螺紋牙頂圓角r1r1max=0.5ac0.5 牙底圓角r2r2max=ac1 牙頂高z 梯形螺紋計算公式 h3外螺紋牙高 內螺紋牙高h4 外螺紋中徑d2 內螺紋中徑d2 內螺紋
閥桿梯形螺紋檢測工具的探討 閥桿梯形螺紋檢測工具的探討
格式:pdf
大小:135KB
頁數:未知
4.7
介紹了梯形螺紋單項檢測、綜合檢測和比較檢測的測量方法。敘述了適用于閥桿梯形螺紋的比較檢測法的2種檢測工具的使用方法和工作原理。對閥桿梯形螺紋在制造和檢測時其中徑制造公差的計算及其測量基準誤差的影響作了比較和分析。
多線內梯形螺紋的加工方法優化 多線內梯形螺紋的加工方法優化
格式:pdf
大小:192KB
頁數:3P
4.7
研究了一種快速車削內梯形螺紋的方法,這種加工方法能克服內外螺紋車削中扎刀、崩刃以及分線精度不高等問題,在提高內梯形螺紋的加工精度基礎上,保證加工質量并提高生產效率.
車削雙線梯形螺紋絲桿最新文檔
 復合梯形螺紋機用絲錐的設計
復合梯形螺紋機用絲錐的設計 復合梯形螺紋機用絲錐的設計
格式:pdf
大小:244KB
頁數:3P
4.3
復合梯形螺紋機用絲錐與普通梯形螺紋機用絲錐不同,它替代了普通梯形螺紋機用絲錐i、ii錐的功效,可大大提高加工工件的效率,一次加工完成。
低溫閥閥桿梯形螺紋公差的研究 低溫閥閥桿梯形螺紋公差的研究
格式:pdf
大小:490KB
頁數:3P
4.7
根據材料在低溫時的線膨脹系數,從理論上對低溫閥閥桿梯形螺紋精度等級進行了分析研究,確認常用材料的暗桿閥門梯形螺紋在-196℃的最低溫度工況,采用9級精度等級是合理的,沒有必要過分地加大梯形螺紋副間隙。
API偏梯形螺紋套管三角形上螺紋標記疑點分析 API偏梯形螺紋套管三角形上螺紋標記疑點分析
格式:pdf
大小:290KB
頁數:4P
4.7
api偏梯形螺紋套管內外螺紋機緊聯接時,采用控制接箍端面與管體上三角形上螺紋標記之間相對位置的方式進行上螺紋。長期以來,從事石油工程的技術人員對此的理解和做法不統一。文章通過對相關標準、資料的對比分析研究,找出了疑點所在,為今后統一認識提供了可靠的依據
 某井偏梯形螺紋接頭脫扣原因分析
某井偏梯形螺紋接頭脫扣原因分析 某井偏梯形螺紋接頭脫扣原因分析
格式:pdf
大小:474KB
頁數:4P
4.7
某直井發生接箍工廠端偏梯形特殊螺紋套管滑脫,下部套管柱落井未能打撈出。針對此起脫扣事故,采用理論與試驗相結合的方法,對脫扣接箍的化學成分和力學性能進行了分析和測試,對同批次兩組套管試樣螺紋參數進行了測量和實物試驗,另外對脫扣接箍工廠端和現場端以及同批次新接箍工廠端內螺紋承載面和導向面處顯微組織進行了比較。結果表明,接箍工廠端上扣扭矩過小是導致套管脫扣失效的主要原因,同時文章也說明螺紋接觸處的顯微組織比較分析法是解決此類問題的一個重要手段。
淺談學生加工梯形螺紋時的方法 淺談學生加工梯形螺紋時的方法
格式:pdf
大小:163KB
頁數:2P
4.3
梯形螺紋是應用很廣泛的傳動螺紋,但它的要求較高,車削時比較困難。筆者介紹了學生車削梯形螺紋經常使用的車削方法,通過分析各種方法的難易程度,得出適合學生易于掌握使用的單向分層法車削方法。
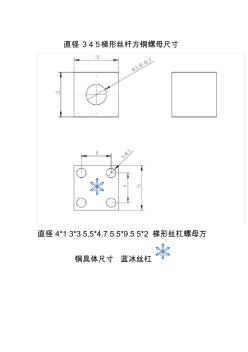
直徑345梯形絲桿方銅螺母尺寸
格式:pdf
大小:72KB
頁數:1P
4.5
直徑345梯形絲桿方銅螺母尺寸 直徑4*13*35.5*4.75.5*9.55*2梯形絲杠螺母方 銅具體尺寸藍冰絲杠
車削雙線梯形螺紋絲桿相關
文輯推薦
知識推薦
百科推薦


職位:大數據售前工程師
擅長專業:土建 安裝 裝飾 市政 園林


