

1.5.1.6儲罐鋼板磁粉檢測報告
格式:pdf
大小:18KB
頁數:2P
人氣 :93
 4.5
4.5
儲罐鋼板磁粉檢測報告 表 1.5.1.6 單位工程名稱: 單位工程編號: 報告編號 施工分包商 檢測日期 儲罐編號 采用標準 磁化方式 板 厚 儀 器 型 號 靈 敏 度 磁粉和磁懸液配制 沖水試驗 □前 □后 檢測長度: m; 評定級別: 檢測部位: 缺陷記錄: 報告人 級別 年 月 日 審核人 級別 年 月 日 檢測單位(蓋章) 年 月 日



磁粉無損檢測報告
格式:pdf
大小:211KB
頁數:4P
報告編號:ws20160005 磁粉檢測報告 工程名稱:液化石油氣儲罐無損檢測 工程地點:氣站內 委托單位:湖北省質量技術監督局行政許可技術評審中心 檢測日期:2016年4月9日 湖北圣信特種設備檢測有限公司 磁粉檢測 檢測人員:況達 (上崗證號) 報告編寫:況達 (上崗證號) 復核:肖威 (上崗證號) 審核:熊亮 (上崗證號) 聲明:1.本報告涂改、錯頁、換頁、漏頁無效; 2.檢測單位名稱與檢測報告專用章名稱不符者無效; 3.本報告無我單位相關技術資格證書章無效; 4.本報告無檢測、審核、授權簽字人簽字無效; 5.未經書面同意不得部分復制或作為他用; 6.如對本檢測報告有異議或需要說明之處,可在報告發出后15天內 向本檢測單位書面提出,本單位將于5日內給予答復。 檢測單位:湖北圣信特種設備檢測有限公司 地址:武漢市江夏區黃金工業園湖北特檢院江夏基地
編輯推薦下載
 復合鋼板結合部位缺陷的磁粉檢測
復合鋼板結合部位缺陷的磁粉檢測 復合鋼板結合部位缺陷的磁粉檢測
格式:pdf
大小:389KB
頁數:2P
4.7
介紹了采用直流磁軛方法檢測表面覆蓋有不銹鋼的復合鋼板缺陷的工藝、過程、結果以及返修方法。證明了采用磁粉方法,透過不銹鋼覆蓋層,檢測基體為鐵磁性材料中缺陷的可行性。所得檢測結果可與射線和超聲波檢測結果形成印證,具有實際應用價值。
鋼板、角碼檢測報告
格式:pdf
大小:17KB
頁數:1P
4.7
標準指示檢驗值單項判定 鋼厚度≥8mm時 局部厚度≥70um 平均厚度≥85um 最小局部厚度102um 平均厚度117um合格 檢驗依據 檢驗項目 鍍鋅層厚 度 所送樣品委托檢驗項目的檢驗結果符合gb/t13912-2002標準中的技 術指示要求。 檢驗結論 簽發日期:2015年3月26日 gb/t1312-2002 《金屬覆蓋層鋼鐵制件熱浸鍍鋅層技術要求及試驗方法》 臨朐縣錚鋒金屬配件廠 來樣日期2015年3月25日型號規格 生產日期產品批號2015年3月20日 附注:試樣基材為鋼板 915032 ----- 8*130*260 2015-3-20 受檢單位來樣編號 生產單位商標同受檢單位 檢驗報告 (testreport) 中心編號:201520135 檢驗類別委托檢驗樣品名稱埋板
儲罐鋼板磁粉檢測報告熱門文檔
磁粉檢測工藝卡-管道
格式:pdf
大小:25KB
頁數:1P
4.6
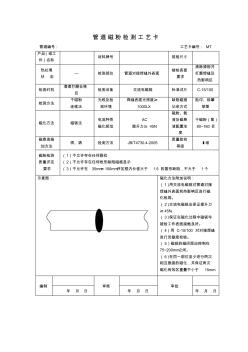
管道磁粉檢測工藝卡 管道編號:工藝卡編號:mt 產品(或工 件)名稱 材料牌號規格尺寸 熱處理 狀態 —檢測部位管道對接焊縫外表面 被檢表面 要求 清除漆物并 打磨焊縫及 熱影響區 檢測時機 清理打磨合格 后 檢測設備交流電磁軛標準試片c-15/100 檢測方法 干磁粉 連續法 光線及檢 測環境 焊縫表面光照度≥ 1000lx 缺陷磁痕 記錄方式 貼印、臨摹 草圖 磁化方法磁軛法 電流種類 磁化規范 ac 提升力≥45n 磁粉、載 液及磁懸 液配置濃 度 干磁粉(黑) 80~160目 磁懸液施 加方法 噴、灑檢測方法jb/t4730.4-2005 質量驗收 等級 ⅰ級 磁粉檢測 質量評定 要求 (1)不允許存在任何裂紋 (2)不允許存在任何線形缺陷磁痕顯示 (3)不允許在35mm×100mm評定框內長徑大于1.5的圓形缺陷,不大于1個 示意
磁粉檢測工藝卡3
格式:pdf
大小:95KB
頁數:3P
4.3
磁粉檢測調校記錄 編號: 工程名稱中國石油四川石化煉化一體化工程中間罐區球罐罐號/工件焊縫 工程編號pspc525破口形式x 材質規格 執行標準jb/t4730.4-2005合格級別ⅰ 工藝內容 探傷部位球罐焊縫表面狀況檢測時機 儀器名稱儀器型號 輔助設備/要求 試片檢測比例 磁粉種類(濃度)檢測方法 磁化方法磁化時間提升力 觀察方法磁懸液施加 探傷部位示意圖: 說 明 被檢工件表面不得有油污、鐵銹、氧化 皮或其他粘附磁粉的物質;磁化、施加 磁粉的工藝以及觀察磁痕的顯示應在 磁化通電時間內完成,至少反復磁化兩 次。 磁化重疊區域>15mm。 調校人(資格) 年月日 審核人(資格) 年月日 批準人: 年月日 磁粉檢測工藝卡 編號:tksc-pzzj-mtgy-02 工程名稱中國石油四川石化
磁粉檢測工藝卡新
格式:pdf
大小:623KB
頁數:12P
4.5
磁粉檢測工藝卡 ty/jl1908no.cf001 工藝卡號ty/jl1908-1產品名稱導向桿 材質35crmo檢測比例100% 表面狀態精加工ra≤6.3執行標準jb/t4730-2005 合格級別i 檢 測 部 位 示 意 圖 儀器型號cdx-ⅱ儀器名稱磁粉探傷儀 磁粉種類黑磁粉靈敏度試片a1-30/100 磁化方法磁軛法檢測時機精加工 磁懸液濃度15g/l磁化方向縱向磁化 備 注 編制審核 日期日期 磁粉檢測工藝卡 ty/jl1908no.cf002 工藝卡號ty/jl1908-2產品名稱閥體 材質35crmo檢測比例100% 表面狀態精加工ra≤6.3執行標準jb/t4730-2005 合格級別i 檢 測 部 位 示 意 圖 儀器型號cdx-ⅱ儀器名稱磁粉探傷儀 磁粉種類黑磁粉
儲罐鋼板磁粉檢測報告精華文檔

鋼結構磁粉檢測原始記錄1 (2)
格式:pdf
大小:28KB
頁數:1P
4.4
bxxx 鋼結構磁粉檢測原始記錄 檢測計劃號委托內容檢測地點 工件名稱主體材料檢測部位 表面狀態檢驗方法標準試片 儀器型號儀器編號儀器使用記錄 磁化方法磁化電流種類磁化電流 檢 測 比例(%)磁粉類型檢測標準 長度(mm)磁粉施加方法驗收等級 檢測時機環境溫度檢測日期 檢測示意圖: 序 號 工件及焊縫編號檢測位置/長度 (mm) 缺陷 編號 缺陷尺寸 (mm) 評定返修 合格不合格合格不合格 審核人員(資格)檢測人員(資格) 共頁第頁

鋼結構磁粉檢測原始記錄1
格式:pdf
大小:28KB
頁數:1P
4.6
bxxx 鋼結構磁粉檢測原始記錄 檢測計劃號委托內容檢測地點 工件名稱主體材料檢測部位 表面狀態檢驗方法標準試片 儀器型號儀器編號儀器使用記錄 磁化方法磁化電流種類磁化電流 檢 測 比例(%)磁粉類型檢測標準 長度(mm)磁粉施加方法驗收等級 檢測時機環境溫度檢測日期 檢測示意圖: 序 號 工件及焊縫編號檢測位置/長度 (mm) 缺陷 編號 缺陷尺寸 (mm) 評定返修 合格不合格合格不合格 審核人員(資格)檢測人員(資格) 共頁第頁

礦粉檢測報告
格式:pdf
大小:638KB
頁數:36P
4.4
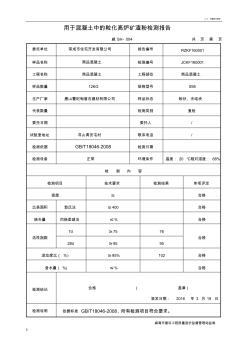
用于混凝土中的粒化高爐礦渣粉檢測報告 威sh-004共頁第頁 委托單位榮成市住宅開發有限公司報告編號rzkf160001 樣品名稱商品混凝土檢測編號jckf160001 工程名稱商品混凝土工程部位商品混凝土 樣品數量12kg規格型號s95 生產廠家 唐山曹妃甸盾石建材有限公 司 樣品狀態粉狀、無結塊 代表數量69.28t檢測類別復檢 委托日期委托人/ 試驗室地 址 尋山青安屯村聯系電話/ 檢測依據gb/t18046-2008檢測日期 檢測設備正常環境條件 溫度:20℃相對濕 度:68% 檢測內容 檢測項目技術要求檢測結果單項評定 密度≥2.82.82合格 比表面積勃氏法≥400合格 燒失量 灼燒差減 法 ≤3.0%2.6
礦粉檢測報告
格式:pdf
大小:148KB
頁數:10P
4.4
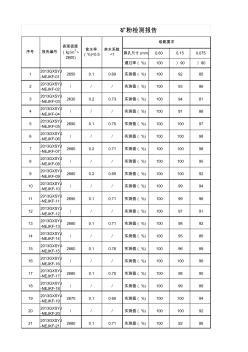
篩孔尺寸(mm)0.600.150.075 通過率(%)100〉90〉80 1 2013gxsyj -nejkf-0126500.10.69實測值(%)1009285 22013gxsyj -nejkf-02 ///實測值(%)1009386 3 2013gxsyj -nejkf-0326300.20.73實測值(%)1009481 42013gxsyj -nejkf-04 ///實測值(%)1009186 52013gxsyj-nejkf-0526900.10.75實測值(%)10010097 62013gxsyj-nejkf-06///實測值(%)10010098 72013gxsyj-nejkf-0726800.20.71實測值(%)10010098 82013gx
礦粉檢測報告 (2)
格式:pdf
大小:538KB
頁數:33P
4.3
v1.0可編輯可修改 1 用于混凝土中的粒化高爐礦渣粉檢測報告 威sh-004共頁第頁 委托單位榮成市住宅開發有限公司報告編號rzkf160001 樣品名稱商品混凝土檢測編號jckf160001 工程名稱商品混凝土工程部位商品混凝土 樣品數量12kg規格型號s95 生產廠家唐山曹妃甸盾石建材有限公司樣品狀態粉狀、無結塊 代表數量檢測類別復檢 委托日期委托人/ 試驗室地址尋山青安屯村聯系電話/ 檢測依據gb/t18046-2008檢測日期 檢測設備正常環境條件溫度:20℃相對濕度:68% 檢測內容 檢測項目技術要求檢測結果單項評定 密度≥合格 比表面積勃氏法≥400合格 燒失量灼燒差減法≤%合格 活性指數 7d≥7
儲罐鋼板磁粉檢測報告最新文檔
預制板檢測報告
格式:pdf
大小:23KB
頁數:1P
4.4
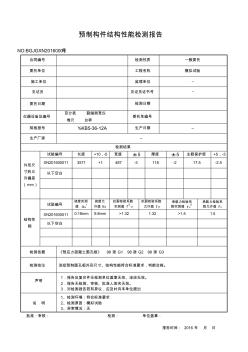
預制構件結構性能檢測報告 no:bgjgxn20160001號 合同編號檢測性質一般委托 委托單位工程名稱模擬試驗 施工單位監理單位-- 見證員見證員證書號-- 委托日期檢測日期 儀器設備及編號 百分表裂縫測寬儀 卷尺臺秤 委托單編號 規格型號yrkb5-36-12a生產日期-- 生產廠家-- 檢測結果 外形尺 寸的允 許偏差 (mm) 試驗編號長度+10,-5寬度±5厚度±5主筋保護層+5,-3 xn2016000113571+1487-3118-217.5-2.5 以下空白 結構性 能 試驗編號 撓度實測 值 0 s 撓度允 許值s 抗裂檢驗系數 實測值crr0 抗裂檢驗系數 允許值crr 承載力檢驗系 數實測值 0 ur 承載力檢驗系 數允許值ur xn2016000110.18mm9.

磁粉檢測工藝卡-固定式
格式:pdf
大小:24KB
頁數:2P
4.6
磁粉檢測工藝卡(固定式) 工藝卡編號: 工件名稱材料 規格尺寸熱處理狀態 檢測部位檢測時機 被檢表面 要求 檢測設備 靈敏度 試片 檢測方法 光線及檢測 環境 缺陷磁痕 記錄方式 磁化方法 電流種類 磁化規范 磁粉、載液及 磁懸液濃度 磁懸液施加方法 檢測標準質量驗收等級 儀器型號磁化時間 磁粉檢測質量評級要求: 檢測部位示意圖: 操作步驟及要點: 編制人: 年月日 審核人: 年月日 審批人: 年月日

起重機吊鉤磁粉檢測方案
格式:pdf
大小:126KB
頁數:11P
4.6
起重機吊鉤的磁粉檢測方案 編制: 審核: 審批: 年月日 一.檢測依據 1.nb/t47013.1-2015《承壓設備無損檢測》第1部分:通用要求 2.nb/t47013.1-2015《承壓設備無損檢測》第4部分:磁粉檢測 3.有關規范、規程、標準 二.檢測要求 1.檢測要求 (1)檢測人員應按照《特種設備無損檢測人員考核與監督管理規則》的要求取得該 項目的ⅱ級及以上無損檢測資格,并從事與資格級別相應的無損檢測工作。 (2)檢測質量控制和檢測級別評定,依照nb/t47013.1-2015《承壓設備無損檢測》標準 進行。檢測部位和比例,應符合有關規程、規范和本院有關檢驗規范的要求。 三.檢測準備 1.檢測人員詳細了解被檢吊鉤的設計、制造、使用、檢驗情況。 2.儀器、設備、材料。所使用的儀器設備和材料應是鑒定和檢驗合格的產品,性能 指標應符合n
檢測報告模板
格式:pdf
大小:106KB
頁數:9P
4.3
№:msxf-2015-07-jc004 共7頁 消防設施安全 檢測報告 建筑名稱:內蒙古大唐托克托綜合樓 委托單位:內蒙古大唐國際托克托發電有限責任公司 報告日期: xxxxxxxxxxx 檢測報告 №:msxf-2015-07-jc004(首頁)第01頁共7頁 建筑名稱xxxxxxx 委托單位xxxxxxxxxxxxxx 建筑層數地上12層,地下2層 依 據 標 準 db15/353.12-2009《內蒙古自治區建筑消防設施檢驗 規程》第12部分:消防應急照明及疏散指示系統 db15/353.13-2009《內蒙古自治區建筑消防設施檢驗 規程》第13部分:消防電梯系統 db15/353.14-2009《內蒙古自治區建筑消防設施檢驗 規程》第14部分:消防供電系統 gb50045-1995《高層民用建筑設計防火規范》
焊接鋼管端面分層的磁粉檢測工藝 焊接鋼管端面分層的磁粉檢測工藝
格式:pdf
大小:193KB
頁數:3P
4.8
采用常規的磁粉檢測工藝檢測焊接鋼管端面分層存在著局限性,通過對焊接銅管端面分層特點以及對鋼管端面磁粉檢測特殊性的分析,研究設計了一套采用窄磁極間距并結合單側斜向分段磁化的磁軛法檢測工藝,該工藝為焊接鋼管端面分層磁粉檢測提供了一套有效的工藝方法。
大型鑄造閥門裂紋磁粉檢測新技術研究 大型鑄造閥門裂紋磁粉檢測新技術研究
格式:pdf
大小:236KB
頁數:3P
4.8
通過分析現有鑄造閥門磁粉檢測技術的缺點及局限性,研究了磁粉檢測大型異形鑄造閥門需考慮的因素。依據研究分析結果制定了鑄造閥門磁粉檢測新工藝,以便于檢測人員對鑄造閥門實施更有效的檢測。
檢測報告
格式:pdf
大小:72KB
頁數:7P
4.7
檢測報告 xdjsjc-001 工程名稱: 委托部門:金屬實驗室 建設單位:興達新能源有限公司 設計單位: 施工單位:電建一公司 監理單位:勝利監理 金屬實驗室 年月日 聲明 1、本檢測報告無檢測、審核、批準人簽字無效。 2、本檢測報告涂改、換頁、漏頁無效。 3、對本檢測報告若有異議或需要說明之處,應于收到報告之日起 十五日內向我部門書面提出,本部門將給予及時的解釋或答 復。 檢測機構: 單位地址: 郵政編碼: 聯系電話: 檢測機構名稱 報告編號: 工程名稱 工程地點 委托單位 檢測時間環境條件 (晴、陰、雨) ℃ 抽樣數量見報告檢驗類別委托 檢驗項目 1、基礎混凝土的抗壓強度檢測; 2、網架結構檢測。(焊接質量、構件尺寸偏差、網架整體撓度、涂裝工 程、鋼結構的安裝質量(偏差) 檢驗儀器 檢測儀器設備:金屬超聲儀、涂層
鋼索接頭扣壓缺陷磁粉檢測方法的研究 鋼索接頭扣壓缺陷磁粉檢測方法的研究
格式:pdf
大小:94KB
頁數:未知
4.5
針對鋼索類柔軟工件接頭軸向缺陷不易磁化檢測,且磁化方法選取不當容易燒傷工件的問題,通過檢測方法對比和實驗驗證,證明了夾鉗通電法[1]對鋼索軸向缺陷檢測的可行性和有效性。
鋼結構無損檢測,超聲檢測、射線檢測、磁粉檢測、滲透檢測和TOFD檢測
格式:pdf
大小:11KB
頁數:5P
4.8
無損檢測簡稱ndt(non-destructivetesting)是工業發展必不可少的有效工具,在一 定程度上反映了一個國家的工業發展水平,其重要性已得到公認。無損檢測ndt (non-destructivetesting),就是利用聲、光、磁和電等特性,在不損害或不影響被檢對象使 用性能的前提下,檢測被檢對象中是否存在缺陷或不均勻性,給出缺陷的大小、位置、性質 和數量等信息,進而判定被檢對象所處技術狀態(如合格與否、剩余壽命等)的所有技術手 段的總稱。 根據受檢制件的材質、結構、制造方法、工作介質、使用條件和失效模式,預計可能 產生的缺陷種類、形狀、部位、和方向,選擇適宜的無損檢測方法。 常規無損檢測方法有: 超聲檢測ultrasonictesting(縮寫ut); 射線檢測radiographictesting(縮寫rt); 磁粉檢測m
儲罐鋼板磁粉檢測報告相關
文輯推薦
知識推薦
百科推薦


職位:化工管道工程師
擅長專業:土建 安裝 裝飾 市政 園林


