

磁粉無損檢測報告
格式:pdf
大小:211KB
頁數:4P
人氣 :73
 4.6
4.6
報告編號: WS20160005 磁粉檢測報告 工程名稱:液化石油氣儲罐無損檢測 工程地點:氣站內 委托單位: 湖北省質量技術監督局行政許可技術評審中心 檢測日期: 2016年 4月 9日 湖北圣信特種設備檢測有限公司 磁粉檢測 檢測人員:況達 (上崗證號 ) 報告編寫:況達 (上崗證號) 復 核:肖威 (上崗證號) 審 核:熊亮 (上崗證號) 聲明: 1. 本報告涂改、錯頁、換頁、漏頁無效; 2. 檢測單位名稱與檢測報告專用章名稱不符者無效; 3. 本報告無我單位相關技術資格證書章無效; 4. 本報告無檢測、審核、授權簽字人簽字無效; 5.未經書面同意不得部分復制或作為他用; 6.如對本檢測報告有異議或需要說明之處,可在報告發出后 15 天內 向本檢測單位書面提出 ,本單位將于 5日內給予答復。 檢測單位:湖北圣信特種設備檢測有限公司 地址:武漢市江夏區黃金工業園湖北特檢院江夏基地



無損檢測報告(1)
格式:pdf
大小:150KB
頁數:5P
---------------------------- 精選資料 編號:wsjc-12059 無損檢測報告 產品(設備)名稱:儲氣罐 制造(設備)編號:r12059 委托單位:鉚焊車間 檢驗單位:質檢部 (無損檢測專用章) 年月日 ---------------------------- 精選資料 焊縫射線檢測報告 產品編號:r12059 工 件 產品名稱儲氣罐材料牌號q235b規格mmφ1000×6 檢 測 條 件 及 工 藝 參 數 源種類x射線設備型號 xxq-2005/xxhz-250 5 焦點尺寸1.5×1.5/1.3×5mm膠片牌號柯達 增感方式pb膠片規格300×80mm 像質計型號線形像質計ⅲ型沖洗條件手工 顯影液配方樂凱套藥顯影條件時間4min;溫度22℃ 照相
無損檢測報告
格式:pdf
大小:36KB
頁數:4P
無損檢測報告 (ut) 工程名稱:藥劑制備車間2#油儲存罐 工件名稱:對接焊縫 委托單位:湖南金能達機電科技有限公司 報告編號:2018-gz-01 長沙明鑒檢測技術有限公司 2018年03月22日 無損檢測報告 (ut) 工程名稱:藥劑制備車間2#油儲存罐 工件名稱:對接焊縫 委托單位:湖南金能達機電科技有限公司 報告編號:2018-gz-01 長沙明鑒檢測技術有限公司 超聲波探傷報告 工程名稱2#油儲存罐檢測日期2018-03-22 委托單位 湖南金能達機電科技有限公 司 報告日期2018-03-22 執行規范gb50250-2010執行標準gb11345-2013 工件類型鋼管柱連接焊縫合格級別i 工件規格φ2000x3000*6mm探傷比例100% 工件材質q235b掃查面單面單側、單面雙側 焊接方法雙面埋弧焊、氣保焊
編輯推薦下載

焊縫無損檢測報告樣本
格式:pdf
大小:20KB
頁數:1P
4.7
本文檔如對你有幫助,請幫忙下載支持! xxx無損檢測有限公司 超聲波探傷檢測報告 non-destructivetestco.ltd.utrepor 委托單位 consigner 報告編號: reportno. 結構名稱 structurename dn2006.5無縫鋼 管對接焊 檢測部位 testing location 如圖示 asfigure 產品圖號 productno. 工件材質 material / 材料厚度 thickness 6.5㎜ 檢測數量 quantity 接頭型式 jointtype 對接焊縫 buttweld 坡口型式 beveltype v 焊接方法 weldingmethod fcaw(co2) 儀器型號 instrumenttype 儀器編號 serialno. 檢測時機 t
鋼結構無損檢測報告
格式:pdf
大小:95KB
頁數:1P
4.3
鋼結構無損檢測報告 依據(gb/t11345-89)《剛焊縫手工超聲波探傷方法和探傷 結果分級》標準,受中鐵七局集團第三工有限公司委托,本中心 于2010年05月21日~05月24日對深圳地鐵5號線5302標(翻 靈區間)盾構機海瑞克s465/466刀盤熔透焊縫進行超聲波檢測。 其中s465刀盤盤面焊縫8條,支撐焊縫3條,共檢測焊縫11條; 焊縫總長度為6.2米。s466刀盤盤面焊縫8條,支撐焊縫3條, 共檢測焊縫11條;焊縫總長度為6.2米。探傷位置如圖探傷位 置如圖1。 檢測結果:評為ι級焊縫共10條;評為ii級焊縫共1條, 編號為“s-465/466刀盤—f4焊縫”:詳細結果見表2—1。 以上所有檢測焊縫均符合gb50205-2001《鋼結構工程施工 質量驗收規范》的驗收要求,檢測結果評定為合格。
磁粉無損檢測報告熱門文檔

錨桿無損檢測報告
格式:pdf
大小:142KB
頁數:11P
4.7
報告編號: xx水電站 錨桿無損檢測報告 xx工程檢測有限公司 二〇一四年十月十五日 聲明 (1)報告涂改、錯頁、換頁、漏頁無效; (2)報告無編寫、校核、審查人簽字無效; (3)報告無“xx工程檢測有限公司”檢測專用章無效;無 “cma”章無效;無騎縫章無效; (4)檢測試驗報告未經書面批準不得部分復制,復制報告 未重新加蓋檢測單位章無效; (5)本報告僅對抽檢樣本負責;對本報告若有異議,應于 收到報告之日起十五日內向檢測單位提出,逾期不予 受理。 審查: 校核: 報告編寫: 檢測人員: 1 1工程概況 xx水電站位于**市**縣**鎮(右岸)和**市**鎮交界處的**江上,屬三等中型工程, 以發電為主,無防洪、灌溉、航運、供水等綜合利用要求。水庫正常蓄水位748m,死水 位740.5m,汛期運行水位741m,水庫庫容2460萬m3,電站裝
無損檢測檢測報告
格式:pdf
大小:552KB
頁數:25P
4.7
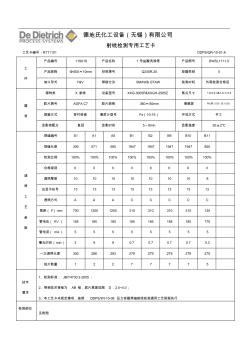
德地氏化工設備(無錫)有限公司 射線檢測專用工藝卡 工藝卡編號:rt11101ddps/qr-10-01-a 工 件 產品編號11s018產品名稱1號鹽酸洗滌塔產品圖號dwsl1111.0 產品規格ф600×10mm材料牌號q245r,20容器類別ii 坡口形式y&v焊接方法smaw>aw檢測時機外觀檢測合格后 器 材 源種類x射線設備型號xxg-3005p&xxgh-2505z焦點尺寸1.0×2.3&1.0×2.4 膠片牌號agfac7膠片規格360×80mm增感屏pb(前0.03/后0.03) 屏蔽方式背襯鉛板像質計型號fe(10-16)沖洗方式手工 顯影液配方皇冠顯影時間5~8min顯影溫度20±2℃ 透 照 工 藝 參 數 焊縫編號s1a1a5b1b2b9b10b1

無損檢測報告格式(MT、PT、RT、UT)檢驗報告
格式:pdf
大小:26KB
頁數:2P
4.3
無損檢測報告格式(mt、pt、rt、ut)檢驗報告 ******公司 超聲波探傷檢測報告 產品名稱:圖號: 工件名稱:工件編號:材料:厚度:mm 焊縫種類:角焊縫焊接方法:熔化焊 焊縫數量:2條探傷面:底板檢測范圍:焊縫周圍200mm 檢驗規程:gb11345-89驗收標準:gb11345-89工藝卡編號: 儀器型號:epoch-ⅲ藕合劑:(√)機油()甘油()漿糊 掃描調節:()水平(√)深度()聲程比例:深度1:1試塊:csk-1a、rb-3 探傷面狀態:()修整(√)軋制()機加 探傷時機:(√)焊后()熱處理后

鋼結構及鋼材無損檢測報告(UT)
格式:pdf
大小:24KB
頁數:1P
4.3
第頁共頁 鋼結構鋼材探傷試驗檢測報告(超聲波探傷)qb020908 試驗室名稱:報告編號: 施工/委托單位委托編號 工程名稱樣品編號 工程部位/用途樣品描述 試驗依據判定依據 主要儀器設備及編號 材質檢測時機試塊探頭型號 耦合劑表面狀態表面補償 檢測 靈敏度 檢測面掃查方式驗收標準驗收級別 檢測部位示意圖: 報告內容 序 號 鋼板編號檢測部位 檢測面積 (mm2) 材料規格 (mm) 缺陷情況(mm)當量 (db) 級 別 結論 位置長度深度 檢測結論: 備注: 試驗:審核:簽發:日期:年月日(專用章)

無損檢測經典報告
格式:pdf
大小:231KB
頁數:10P
4.5
課前習題 射線無損檢測 1.x射線又稱倫琴射線,是射線檢測領域中應用最廣泛的一種射線,波長范圍 約為(0.0006~100nm),在x射線檢測中常用波長范圍為(0.001~0.1 nm)。它具有(光)的特性。它能使一些結晶物體(發生熒光),氣體(電離) 和膠片(感光). 2.實際焦點與有效焦點:實際焦點:x射線管焦點是 決定x射線管光學特性好壞的重要標志,焦點大小 直接影響探傷靈敏度。由于多數x射線管的陰極形 狀是線焦點,在陽極靶面上呈長方形,x射線從這 個長方形射線源發出,這就是實際焦點。有效焦點: 當靶面與x射線管軸線的垂直線之間傾斜20度時 ,其有效焦點面積約為實際焦點面積的三分之一。 3.連續x射線的產生:軔致輻射(剎車輻射) 4.放射性活度與比活度及其單位:在單位時間內衰變的原子核數量,稱為放
磁粉無損檢測報告精華文檔
鋼結構無損檢測,超聲檢測、射線檢測、磁粉檢測、滲透檢測和TOFD檢測
格式:pdf
大小:11KB
頁數:5P
4.8
無損檢測簡稱ndt(non-destructivetesting)是工業發展必不可少的有效工具,在一 定程度上反映了一個國家的工業發展水平,其重要性已得到公認。無損檢測ndt (non-destructivetesting),就是利用聲、光、磁和電等特性,在不損害或不影響被檢對象使 用性能的前提下,檢測被檢對象中是否存在缺陷或不均勻性,給出缺陷的大小、位置、性質 和數量等信息,進而判定被檢對象所處技術狀態(如合格與否、剩余壽命等)的所有技術手 段的總稱。 根據受檢制件的材質、結構、制造方法、工作介質、使用條件和失效模式,預計可能 產生的缺陷種類、形狀、部位、和方向,選擇適宜的無損檢測方法。 常規無損檢測方法有: 超聲檢測ultrasonictesting(縮寫ut); 射線檢測radiographictesting(縮寫rt); 磁粉檢測m
無損檢測培訓心得-心得報告
格式:pdf
大小:92KB
頁數:16P
4.7
精品文檔 2016全新精品資料-全新公文范文-全程指導寫作–獨家原創 1/16 無損檢測培訓心得_心得報告 篇一:無損檢測工作總結 九月份工作總結 一、思想情況 通過第一個月的現場接觸和導師的指導,對今后的工作 多少還是有了一些的了解和認識,不再像第一個月那樣仿佛 無頭蒼蠅似的,在平時的接觸當中掌握了一定的工作流程, 具備了一些簡單的工作能力。第一個月那種失落感和無助慢 慢消失,雖然仍感覺自己的工作能力和專業知識還很欠缺, 但自己同時也因此擁有了動力,更加明確今后的目標——努 力學習并掌握相關的專業理論知識和法律法規,迅速成長起 來,在短時間內成為一名合格的員工。 二、本月主要工作內容 本月主要的工作是參加安徽省特種設備檢測院舉辦的 特種設備ut-ⅱ級培訓考核,我的主要任務就是好好學習, 認真培訓,爭取通過二十多天的時間消化培訓內容,努力一 次性通過這個培訓考核,取得

無損檢測實習報告
格式:pdf
大小:353KB
頁數:7P
4.7
無損檢測工作總結 1、實習公司簡介 大慶油田建設集團有限責任公司建材石油石化設備總廠(原金屬結構廠)始 建于一九六三年,主要生產設備200多臺,年處理鋼材量1萬多噸。 1.1公司資質 該廠現持有國家質量監督檢驗檢疫總局頒發的ar1級壓力容器制造許可證 (含球片壓制)、美國機械工程師協會壓力容器建造“u”鋼印資質;壓力管道元 件制造單位安全注冊證書(國家a級);通過了中國方圓標志認證委員會質量認 證中心gb/t9001-2000質量管理體系認證;并成為中國機械工程學會壓力容器分 會成員單位和中國能源一號網成員單位。 1.2生產能力 該廠可預制各類壓力容器、壓力管道元件、輕鋼結構、彩板及城市美化亮化 產品。 1.3基礎設備 該廠建成了具有國內領先水平的容器筒體自動焊接生產線,x射線計算機實 時成像檢測系統,應用了數控切割、管-管板全自動氬弧焊、窄坡

無損檢測技術報告
格式:pdf
大小:2.2MB
頁數:14P
4.4
ⅰ 目錄 第一章無損檢測技術綜述............................................1 第二章電磁超聲檢測實驗............................................2 2.1實驗原理....................................................2 2.2實驗步驟....................................................3 2.3實驗數據處理分析...........................................4 2.4實驗結論...................................................6 第三章渦流檢測實驗...........
無損檢測實習報告字
格式:pdf
大小:13KB
頁數:6P
4.6
無損檢測實習報告字 一、主要工作業績 1、在吐哈石油勘探開發指揮部技術監測中心鍋爐壓力容器 監測站工作期間,本人先后參加了吐哈油田丘陵采油廠高壓 注水工程(該工程榮獲總公司優質工程稱號)、吐哈油田輕烴 外運站改擴建9×1000m3球形儲罐及其配套工程、吐哈油田 銷售公司改擴建2×50000m3原油儲罐及其配套工程、青海油 田花—格管線改擴建工程等大型工程建設的無損檢測工作; 在吐哈油田新建順酐廠工程、吐哈油田甲醇廠改擴建工程等 一些項目中擔任無損檢測技術負責人;20xx年在吐哈石油勘 探開發指揮部技術監測中心無損檢測公司西部管道項目部 擔任項目經理、質量工程師,負責西部管道六標段共100km 原油、成品油管道建設無損檢測質量工作。 2、在吐哈石油勘探開發指揮部技術監測中心無損檢測公司 工作期間,本人先后參加吐哈油田丘陵采油廠、溫米采油廠、 鄯善采油廠、丘東采油
磁粉無損檢測報告最新文檔

無損檢測探傷報告
格式:pdf
大小:81KB
頁數:5P
4.3
無損檢測實訓手冊 班級: 姓名: 指導老師: 焊縫磁粉探傷報告 主體材質公稱厚度試件編號 儀器型號磁粉種類表面狀況 磁懸液類型及濃度標準試塊 磁化時間秒磁化方法噴灑方式 執行標準提升力(磁砈法) (n) 支桿間距(支桿法)(mm)磁化電流(支桿 法)(a) 缺陷 序號 s1 (mm) s2 (mm) s3 (mm) l1 (mm) n1評定級 別 備注 示意圖: 結論 探傷員日期 鍛件超聲波探傷報告 計劃材質鍛件厚度mm試件編號 儀器型號探頭型號參考試塊 耦合劑表面補償靈敏度 探傷標準驗收級別 缺陷序 號 x (mm) y (mm) h (mm) l (m b m) sf/s (%) bc/bf (db) amax (¢4± db) 評定 級別 備注 示意圖: 結論 探傷員日期 滲透探傷報告 工程號jobno.
無損檢測實驗報告
格式:pdf
大小:377KB
頁數:11P
4.4
無損檢測實驗報告 一、實驗目的 1.通過實驗了解六種無損檢測(超聲檢測、射線檢測、渦流檢測、磁粉 檢測、滲透檢測、聲發射檢測)的基本原理。 2.掌握六種無損檢測的方法,儀器及其功能和使用方法。 3.了解六種無損檢測的使用范圍,使用規范和注意事項。 二、實驗原理 (一)超聲檢測(ut) 1.基本原理 超聲波與被檢工件相互作用,根據超聲波的反射、透射和散射的行為,對被 檢工件經行缺陷測量和力學性能變化進行檢測和表征,進而進行安全評價的一種 無損檢測技術。 金屬中有氣孔、裂紋、分層等缺陷(缺陷中有氣體)或夾雜,超聲波傳播到 金屬與缺陷的界面處時,就會全部或部分反射。超聲波探傷儀的種類繁多,但在 實際的探傷過程,脈沖反射式超聲波探傷儀應用的最為廣泛。一般在均勻的材料 中,缺陷的存在將造成材料的不連續,這種不連續往往又造成聲阻抗的不一致, 由反射定理我們知道,超聲波

無損檢測讀書報告
格式:pdf
大小:20KB
頁數:9P
4.8
《無損檢測技術》讀書報告2014書寫格式 目的:掌握無損檢測中的射線、超聲、渦流、磁粉、滲透等基本測試方法,以及無損檢 測在生產中的應用。培養分析問題與解決問題的能力,擴展思維,對各種測試方法有比較全 面的了解,初步學會正確選用無損檢測手段檢查評價工程構件質量和保障設備的安全運行。 一、版面格式: 1、讀書報告名稱應正確,如: 2、應體現自己的相關信息,必須正確。包括:系別、專業、班級、姓名、學號、任課教 師、學年學期。 3、學習態度良好、字跡、版面應清潔,手寫8000字左右,圖、表全由手工完成,統一 用“南陽理工學院稿紙”。 二、無損檢測技術概述: 1、無損檢測的基本概念、發展 2、無損檢測的特點和應用 3、常用無損檢測種類 三、常用無損檢測技術掌握情況: 1、射線檢測技術,包括:概念、基礎知識、儀器與設
無損檢測合同
格式:pdf
大小:11KB
頁數:3P
4.7
2010年度無損檢測合同 合同編號: 甲方: 乙方: 根據甲、乙雙方協商確定,甲方將燃氣管道安裝過 程中的無損檢測任務委托乙方實施。 一、雙方的義務: 1.甲方義務: a)甲方應提前一天向乙方明確需無損檢測檢測的材質、規格、 數量以及檢驗的標準、等級要求。 b)甲方應向乙方及時提供無損檢測檢測中的電源。 c)甲方應當為乙方提供無損檢測檢測中必要的安全防護設施及其 他必要條件。 2.乙方義務: a)乙方應在甲方明確無損檢測檢測任務后,及時、準確地完成 無損檢測檢測任務,并對檢測質量負責。 b)乙方應當在完成該次設備無損檢測檢測任務后的二天內向甲方 提供該次無損檢測檢測結論,如果出現無損檢測結果不合格 的,應當及時出具返修通知單,以便甲方返修。 c)乙方負責無損檢測機械、檢測用主、輔材料。 d)乙方對無損檢測人員、無損檢測機械設備的安全負責。 二、無損檢測檢測的時間、條件: a)
常用無損檢測
格式:pdf
大小:11.0MB
頁數:31P
4.7
建筑 無損檢測 五大常規無損檢測優缺點局限性互補性的比較。 無損檢測主要用于:焊接工藝規程(wps)試驗中評價焊接工藝是否合理;生產過程控 制;產品檢測;在役檢測。 常規無損檢測:ut、rt、mt、pt、et. 建筑 無損檢測方法的比較 項目方法ut超聲rt放射mt磁粉pt滲透et渦流 方法原理聲波透射反 射折射 光子穿透和吸收磁力作用毛細滲透作用電磁感應作用 適用的材質廣廣鐵磁性非松孔性導電 能檢出缺陷內部內部表面和近表面表面開口缺陷表面及近表面 缺陷部位的表 現形式 顯示器波型底片或顯示器影 像 漏磁場吸附磁粉 形成磁痕 滲透液滲出檢測線圈電壓和相位 建筑 儀器設備超聲儀射線機膠片磁化儀磁粉滲透液顯像劑示波器電壓表 主要檢測對象鑄鍛焊焊鑄件鑄鍛焊機加工 件、管材棒材型 材 任何非松孔性材料及 其制成零件 管材線
無損檢測(NDE檢測)報告表格,中英對照
格式:pdf
大小:208KB
頁數:10P
4.7
范文范例指導參考 word版整理 sh3503–j123-1 射線檢測報告(一) radiographicexamination report(i) 工程名稱projectdescription: 單元名稱unitdescription: 第page頁共total頁pages工程類別projectdescription: 檢件名稱 workpiece description 檢件編號 workpiece no制造安裝單位 installationunit 報告編號 reportno 檢件規格 workpiece specifications 檢件材質 workpiece material執行標準 standard 檢驗比例 checkrate 合格級別 class 拍片條件 c

無損檢測施工合同
格式:pdf
大小:46KB
頁數:6P
4.8
無損檢測施工合同 發包單位(甲方): 承包單位(乙方): 合同編號:;簽訂地點:;簽訂時間: 根據《中華人民共和國合同法》及相關法律法規的規定,結合甲 方簽訂的工程承包合同(以下簡稱總包合同)的具體內容,按照平等 互利的原則,經友好協商一致,甲、乙雙方就無損檢測工程施 工事宜簽訂本合同并共同遵守,條款如下: 一、工程名稱: 二、工程地點: 三、工程發包范圍及內容: 根據工程施工需要,甲方將安裝工程中各種金屬檢測工作, 包括但不限于:無損探傷(射線、超聲波、磁粉)、光譜分析、硬度 測定等交由乙方按包工、包料、包機具設備、包管理,保進度、質量、 安全的方式承擔施工。 四、工程工期: 4.1乙方應根據甲方工程施工需要及時調配人員、材料、施工機械, 滿足甲方各階段工程進度需要,必要時按甲方要求安排24小時不間 斷加班。 4.2乙方所承擔的檢測工作,必須做到當晚
無損檢測服務合同
格式:pdf
大小:18KB
頁數:3P
4.5
特種設備生產單位無損檢測服務合同 委托方(甲方):_____________________________ 服務方(乙方):_____________________________ 簽訂地點:_______________ 簽訂日期:_______________ 有效期限:__________________________________ 依據《中華人民共和國合同法》的規定,合同雙方就乙方為甲方生產“特 種設備”生產產品提供無損檢測服務,經協商一致簽訂本合同。 一、服務內容、方式和要求 乙方受甲方委托;對其生產特種設備、產品實施無損檢測服務。乙方按照特 種設備安全監檢條例及相關檢測項目的法規、標準、規范、實施無損檢測,出 具檢測報告。 二、雙方責任: (一)甲方責任: 1、在合同有效期間甲方不得私自另行委托其他方從事無損檢測工作。 2、甲方要嚴格執行本單位
【精選】無損檢測相關知識
格式:pdf
大小:66KB
頁數:12P
4.3
磁粉檢測的原理 磁粉探傷的原理是指有表面或近表面缺陷的工件被磁化后,當缺陷方向與磁場方向成一定角度時,由于缺 陷處的磁導率的變化,磁力線逸出工件表面,產生漏磁場,吸附磁粉形成磁痕。 談談我對磁粉檢測原理的認識: 當鐵磁性工件被磁化時,磁感應線(b線)從中透過,如果工件表面存在缺陷,就會有一部分磁感應 線逸出工件表面,他們從缺陷的一側穿出進入空氣中,繞過缺陷,從缺陷另一側又折回到工件中,于是在 工件表面缺陷處就形成了漏磁場。此時將磁粉(能在微弱磁場中被吸附的氧化鐵粉末)施加于改漏磁場中。 每一顆細小的磁粉在漏磁場中被磁化而成為極小的磁極,并在漏磁場的作用下磁粉被吸向漏磁場最強區(即 缺陷表面中心處)。于是磁粉就在缺陷處堆積起來形成與缺陷形狀類似的磁痕。這樣缺陷就被顯示出來。 磁粉檢測的適用范圍 磁粉檢測的適用范圍是什么?我廠生產的磁粉探傷機適合什么樣的工件使用?不適合什么樣的工件

磁粉無損檢測報告相關
文輯推薦
知識推薦
百科推薦


職位:市政監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


