

玻璃瓶質量標準
格式:pdf
大小:73KB
頁數:5P
人氣 :66
 4.4
4.4
包裝物質量標準——玻璃瓶罐 1 范圍 本標準規定了各種玻璃瓶罐的技術要求、 試驗方法、檢驗規則和標志、 包裝、運輸、貯存。 本標準適用于我廠的玻璃酒瓶與玻璃酒杯的檢驗。 下列單項項目范圍: 圓度:適合于瓶身橫截面為圓形的酒瓶、酒杯; 表面平整度:適合于瓶身縱軸截面為相互平行并垂直于底部水平面的酒瓶、酒杯,不適合 于瓶身縱軸截面為橢圓形或其他異形的就酒瓶、酒杯。 2 引用標準 下列標準所包含的條文, 通過在本標準中引用而構成為本標準的條文 (以下標準以最新版 本為準)。 GB/T 24694 玻璃容器 白酒瓶; GB/T 4545 玻璃瓶罐內應力檢驗方法; GB/T 6552 玻璃瓶罐抗機械沖擊試驗方法; GB/T 4547 玻璃容器 抗熱震性和熱震耐久性實驗方法; GB/T 4548 玻璃容器內表面耐水侵蝕性能測試方法及分級; GB 19778 包裝玻璃容器 鉛、鎘、砷、銻溶出允許限量 ;



玻璃瓶分類與檢驗標準
格式:pdf
大小:15KB
頁數:7P
第1頁共12頁 玻璃瓶按照成分可分為以下幾種:一是鈉玻璃二是鉛玻璃三是硼矽玻璃 引用標準 gb2828.1計數檢驗抽樣程序 gb4545玻璃瓶罐內應力檢驗方法 gb/t4547玻璃容器抗熱震性和熱震耐久性實驗方法 gb/t4548玻璃瓶表面耐水侵蝕性能試驗方法 gb6552玻璃瓶罐抗沖擊力試驗方法 玻璃瓶的標準及標準化體系 《中華人民共和國藥品管理法》第52條規定:“直接接觸藥品的包裝材料和容器必須符 合藥用要求和安全標準。”《中華人民共和國藥品管理法實施條例》第44條規定:“直接 接觸藥品的包裝材料和容器的管理辦法、產品目錄和藥用要求與標準,由國務院藥品監 督管理部門組織制定并公布。”根據上述法律法規要求,國家藥品監督管理局自2002年 以來分期分批組織制定并發布了113項藥品包裝容器(材料)標準(包括2004年計劃發 布標準)
玻璃瓶檢驗標準
格式:pdf
大小:92KB
頁數:6P
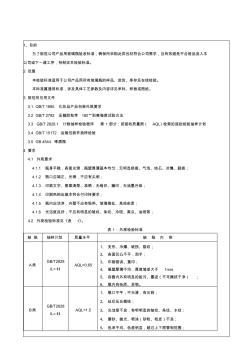
1、目的 為了規范公司產品用玻璃瓶驗收標準,確保所采購此類包材符合公司需求,且有效避免不合格品流入本 公司或下一道工序,特制定本檢驗標準。 2范圍 本檢驗標準適用于公司產品用所有玻璃瓶的樣品、進貨、庫存及在線檢驗。 本標準屬通用標準,涉及具體工藝參數及內容詳見單標、樣板或圖紙。 3規范性引用文件 3.1qb/t1685化妝品產品包裝外觀要求 3.2gb/t2792壓敏膠粘帶180°剝離強度試驗方法 3.3gb/t2828.1計數抽樣檢驗程序第1部分:按接收質量限(aql)檢索的逐批檢驗抽樣計劃 3.4gb/t15172運輸包裝件抽樣檢驗 3.5gb4544啤酒瓶 4要求 4.1外觀要求 4.1.1瓶身平穩,表面光滑,瓶壁厚薄基本均勻,無明顯疤痕、氣泡、結石、冷爆、裂痕; 4.1.2瓶口應端正、光滑,不應有尖刺; 4.1.3印刷文
編輯推薦下載
玻璃瓶吹制法工藝簡述
格式:pdf
大小:206KB
頁數:1P
4.6
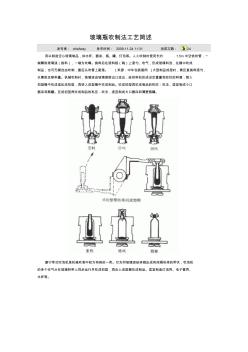
玻璃瓶吹制法工藝簡述 發布者:chiefway發布時間:2009-11-2411:31瀏覽次數:24 用以制造空心玻璃制品,如水杯、器皿、瓶、罐、燈泡等。人工吹制時使用長約1.5m中空鐵吹管,一 端蘸取玻璃液(挑料),一端為吹嘴。挑料后在滾料板(碗)上滾勻、吹氣,形成玻璃料泡,在模中吹成 制品;也可無模自由吹制,最后從吹管上敲落。[來源:中華包裝瓶網]大型制品成型時,需反復挑料滾勻, 以集取足夠料量。機械吹制時,玻璃液由玻璃熔窯出口流出,經供料機形成設定重量和形狀的料滴,剪入 初型模中吹成或壓成初型,再轉入成型模中吹成制品。吹成初型再吹成制品的稱吹-吹法,適宜制成小口 器皿和瓶罐。壓成初型再吹成制品的稱壓-吹法,適宜制成大口器皿和薄壁瓶罐。 康寧帶式吹泡機是機械吹制中較為特殊的一類。它先將玻璃液經轉輥壓成有間隔塊體的帶狀,吹泡機 的多個吹氣頭在玻璃料帶上同步
玻璃瓶質量標準熱門文檔
玻璃瓶采購合同
格式:pdf
大小:14KB
頁數:6P
4.4
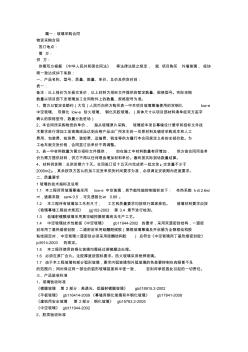
篇一:玻璃采購合同 物資采購合同 簽訂地點: 需方: 供方: 供需雙方根據《中華人民共和國合同法》等法律法規之規定,就項目購買外墻玻璃,經協 商一致達成如下條款: 一、產品名稱、型號、質量、數量、單價、總價及供貨時間: 表一: 備注:以上報價為車板交貨價,以上材料為招標文件提供的暫定數量、規格型號。實際采購 數量以項目部下發玻璃加工合同附件上的數量、規格型號為準。 1、需方以暫定金額約(大寫)人民幣向供方購買表一中本項目玻璃幕墻使用的雙鋼化low-e 中空玻璃、雙鋼化low-e防火玻璃、鋼化夾膠玻璃。(具體尺寸以項目部材料清單經雙方簽字 確認的規格型號、數量分批進場) 2、本合同所采購物資的單價,指從玻璃原片采購、玻璃按本項目幕墻設計要求和招標文件技 術要求進行深加工至玻璃成品達到合格產品出廠所發生的一切原材料及輔材采購成本和人工 費用、包裝費、檢測費、裝卸費
玻璃瓶采購合同
格式:pdf
大小:19KB
頁數:14P
4.5
玻璃瓶采購合同 篇一:玻璃采購合同 物資采購合同 簽訂地點: 需方: 供方: 供需雙方根據《中華人民共和國合同法》等法律法規 之規定,就項目購買外墻玻璃,經協商一致達成如下條款: 一、產品名稱、型號、質量、數量、單價、總價及供貨 時間: 表一: 備注:以上報價為車板交貨價,以上材料為招標文件提 供的暫定數量、規格型號。實際采購數量以項目部下發玻璃 加工合同附件上的數量、規格型號為準。 1、需方以暫定金額約(大寫)人民幣向供方購買表一 中本項目玻璃幕墻使用的雙鋼化low-e中空玻璃、雙鋼化 low-e防火 玻璃、鋼化夾膠玻璃。(具體尺寸以項目部材料清單經 雙方簽字確認的規格型號、數量分批進場) 2、本合同所采購物資的單價,指從玻璃原片采購、玻 璃按本項目幕墻設計要求和招標文件技術要求進行深加工 至玻璃成品達到合格產品出廠所發生的一切原材料及輔材 采購成本和人工費用、包裝費、檢測

玻璃瓶質量標準精華文檔

玻璃瓶的生產工藝技術
格式:pdf
大小:5KB
頁數:1P
4.5
玻璃的生產工藝包括:配料、熔制、成形、退火等工序。分別介紹如下:一、配料,按 照設計好的料方單,將各種原料稱量后在一混料機內混合均勻。玻璃的主要原料有:石英砂、 石灰石、長石、純堿、硼酸等。二、熔制,將配好的原料經過高溫加熱,形成均勻的無 氣泡的玻璃液。這是一個很復雜的物理、化學反應過程。玻璃的熔制在熔窯內進行。熔窯主 要有兩種類型:一種是坩堝窯,玻璃料盛在坩堝內,在坩堝外面加熱。小的坩堝窯只放一個 坩堝,大的可多到20個坩堝。坩堝窯是間隙式生產的,現在僅有光學玻璃和顏色玻璃采用 坩堝窯生產。另一種是池窯,玻璃料在窯池內熔制,明火在玻璃液面上部加熱。玻璃的熔制 溫度大多在1300~1600゜c。大多數用火焰加熱,也有少量用電流加熱的,稱為電熔窯。現 在,池窯都是連續生產的,小的池窯可以是幾個米,大的可以大到400多米。三、成形, 是將熔制好的玻璃液轉變成具
玻璃瓶抗沖擊測試儀CYETGY-2
格式:pdf
大小:158KB
頁數:2P
4.4
玻璃瓶抗沖擊測試儀cyetgy-2 玻璃予值式擺錘沖擊儀是根據國家標準玻璃瓶罐抗沖擊試驗方法設 計制造的專門選用於各類玻璃瓶罐的抗機械沖擊試驗儀器。 本儀器結構符合gb6552-86中的規定的擺式沖擊儀的各項要求,用 戶可按照gb6552一86中規定的方法進行試驗。 用途及技術參數: 儀器最大沖擊能量:2.0j 最大裝卡直徑:120mm 儀器分辨率:沖擊能量小于o.6j,每格0.05j。 沖擊能量大于0.6j,每格0.1j。 能量損失:小于1.5% 儀器外形尺寸:530mmx350mmx700m

玻璃瓶生產流程
格式:pdf
大小:18KB
頁數:2P
4.4
玻璃瓶的生產流程 玻璃瓶生產工藝主要包括:①原料預加工。將塊狀原料(石英砂、純堿、石灰石、長石等) 粉碎,使潮濕原料干燥,將含鐵原料進行除鐵處理,以保證玻璃質量。②配合料制備。③熔 制。玻璃配合料在池窯或池爐內進行高溫(1550~1600度)加熱,使之形成均勻、無氣泡, 并符合成型要求的液態玻璃。④成型。將液體玻璃放入模具做成所要求形狀的玻璃制品,如 平板、各種器皿等。⑤熱處理。通過退火、淬火等工藝,消除或產生玻璃內部的應力、分相 或晶化,以及改變玻璃的結構狀態。 琉璃瓶一般有剛性標志,標志也由模具形狀制成。玻璃瓶的成型按照制作方法可以分為人工 吹制、機械吹制和擠壓成型三種。 玻璃瓶品種繁多,從容量為1ml的小瓶到十幾升的大瓶,從圓形、方形、到異形與帶柄瓶, 從無色透明的琥珀色、綠色、藍色、黑色的遮光瓶以及不透明的乳濁玻璃瓶等,不勝枚舉。 就制造工藝來說,玻璃瓶一般分為模制

玻璃瓶的生產工藝技術 (2)
格式:pdf
大小:5KB
頁數:1P
4.3
玻璃的生產工藝包括:配料、熔制、成形、退火等工序。分別介紹如下:一、配料,按 照設計好的料方單,將各種原料稱量后在一混料機內混合均勻。玻璃的主要原料有:石英砂、 石灰石、長石、純堿、硼酸等。二、熔制,將配好的原料經過高溫加熱,形成均勻的無 氣泡的玻璃液。這是一個很復雜的物理、化學反應過程。玻璃的熔制在熔窯內進行。熔窯主 要有兩種類型:一種是坩堝窯,玻璃料盛在坩堝內,在坩堝外面加熱。小的坩堝窯只放一個 坩堝,大的可多到20個坩堝。坩堝窯是間隙式生產的,現在僅有光學玻璃和顏色玻璃采用 坩堝窯生產。另一種是池窯,玻璃料在窯池內熔制,明火在玻璃液面上部加熱。玻璃的熔制 溫度大多在1300~1600゜c。大多數用火焰加熱,也有少量用電流加熱的,稱為電熔窯。現 在,池窯都是連續生產的,小的池窯可以是幾個米,大的可以大到400多米。三、成形, 是將熔制好的玻璃液轉變成具

玻璃瓶采購合同采購合同
格式:pdf
大小:79KB
頁數:14P
4.8
1 玻璃瓶采購合同采購合 同 篇一:玻璃采購合同 物資采購合同 簽訂地點: 需方: 供方: 供需雙方根據《中華人民共和國合同法》等法律法規之規 定,就項目購買外墻玻璃,經協商一致達成如下條款: 一、產品名稱、型號、質量、數量、單價、總價及供貨時 間: 表一: 備注:以上報價為車板交貨價,以上材料為招標文件提供 的暫定數量、規格型號。實際采購數量以項目部下發玻璃加 工合同附件上的數量、規格型號為準。 1、需方以暫定金額約(大寫)人民幣向供方購買表一中本 項目玻璃幕墻使用的雙鋼化low-e中空玻璃、雙鋼化 low-e防火 2 玻璃、鋼化夾膠玻璃。(具體尺寸以項目部材料清單經雙方 簽字確認的規格型號、數量分批進場) 2、本合同所采購物資的單價,指從玻璃原片采購、玻璃按 本項目幕墻設計要求和招標文件技術要求進行深加工至玻 璃成品達到合格產品出廠所發生的一切原材料及輔材采購 成
玻璃瓶質量標準最新文檔
 玻璃瓶罐新產品設計的全面評估
玻璃瓶罐新產品設計的全面評估 玻璃瓶罐新產品設計的全面評估
格式:pdf
大小:1.0MB
頁數:3P
4.5
本文運用統計分析原理對玻璃瓶罐樣本數據進行評估,預測總體產品各測量尺寸不符合標準出現不及格產品的百分率,從而推斷新產品設計的正確性、合理性。
 碎玻璃的回收利用——以輸液玻璃瓶生產為例
碎玻璃的回收利用——以輸液玻璃瓶生產為例 碎玻璃的回收利用——以輸液玻璃瓶生產為例
格式:pdf
大小:96KB
頁數:2P
4.3
讓廢棄碎玻璃重新大量利用,是社會和企業環保降耗的需求。以輸液瓶生產為研究對象探討增加碎玻璃比例的可行性,并參與了企業工藝改革實踐調研。結果表明,通過工藝、配方的改進,大幅度增加碎玻璃比例(如增至90%)不影響玻璃質量與性能。
玻璃瓶質量標準相關
文輯推薦
知識推薦
百科推薦


職位:公路工程材料員
擅長專業:土建 安裝 裝飾 市政 園林


