

鈑金結構件設計規范
格式:pdf
大小:639KB
頁數:19P
人氣 :59
 4.7
4.7
目 次 前 言............................................. 錯誤!未定義書簽。 1 范圍和簡介.........................................................4 1.1 范圍 .................................................4 1.2 簡介 .................................................4 1.3 關鍵詞 ...............................................4 2 規范性引用文件.....................................................4 3 沖裁...................



鈑金結構件可加工性設計規范-華為
格式:pdf
大小:592KB
頁數:13P
2019-07-02,21:53:181 鈑金結構件可加工性設計規范 1范圍和簡介 1.1范圍 本規范規定了鈑金結構設計所要注意的加工工藝要求。 本規范適用于鈑金結構設計必須遵守的加工工藝要求。 1.2簡介 我司產品結構件主要是由鈑金材料經過沖壓加工而成,這些沖壓件的幾何形狀、尺寸和精 度對沖壓工藝影響很大。沖壓件具有良好的加工工藝性有利于節省材料、減少工序、提高模具 使用壽命和產品質量,同時,可以有效的降低產品成本。 按鈑金件的基本加工方式,如沖裁、折彎、拉伸、成型,本規范通過闡述每一種加工方式 所要注意的工藝要求,提出對鈑金件結構設計的限制。 1.3關鍵詞 鈑金、沖裁、折彎、拉伸、成形、排樣、最小彎曲半徑、毛邊、回彈、打死邊 2規范性引用文件 下列文件中的條款通過本規范的引用而成為本規范的條款。凡是注日期的引用文件,其隨后 所有的修改單(不包括勘誤的內容)或修訂版

鈑金結構件可加工性設計規范
格式:pdf
大小:683KB
頁數:21P
dkba 華為技術有限公司企業技術規范 dkba4031-2003.06 鈑金結構件可加工性設計規范 2003-06-30發布2003-07-xx實施 華為技術有限公司發布 密級:內部公開/秘密dkbaxxxx.-2002.xx 2013-04-28,11:58:352 目次 前言..............................................................5 1范圍和簡介.........................................................6 1.1范圍.................................................6 1.2簡介.............................
編輯推薦下載
9.華為鈑金結構件可加工性設計規范
格式:pdf
大小:682KB
頁數:21P
4.6
dkba 華為技術有限公司企業技術規范 dkba4031-2003.06 鈑金結構件可加工性設計規范 2003-06-30發布2003-07-xx實施 華為技術有限公司發布 密級:內部公開/秘密dkbaxxxx.-2002.xx 2013-07-16,06:28:592 目次 前言..............................................................5 1范圍和簡介.........................................................6 1.1范圍.................................................6 1.2簡介......................................

機柜結構件設計規范
格式:pdf
大小:202KB
頁數:18P
4.4
內部公開 -1- 機柜結構件設計規范 內部公開 -2- 目次 前言............................................................5 1.范圍和簡介........................................................6 1.1范圍....................................................6 1.2簡介....................................................6 1.3關鍵詞..................................................6 2.剪板下料 2.1板材的種類及尺寸規格.............
鈑金結構件設計規范熱門文檔
華為企業技術規范-鈑金結構件可加工性設計規范
格式:pdf
大小:680KB
頁數:21P
4.7
dkba 華為技術有限公司企業技術規范 dkba4031-2003.06 鈑金結構件可加工性設計規范 2003-06-30發布2003-07-xx實施 華為技術有限公司發布 密級:內部公開/秘密dkbaxxxx.-2002.xx 2019-07-02,21:48:492 目次 前言..............................................................5 1范圍和簡介.........................................................6 1.1范圍.................................................6 1.2簡介......................................
鈑金結構件檢驗作業指導書
格式:pdf
大小:8KB
頁數:3P
4.6
鈑金結構件檢驗作業指導書 1范圍 本標準適用于xx電器實業有限公司加工的結構件(冷作件、電鍍件、鋁型材等) 的質量檢驗標準。 2引用文件 下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用 文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本標準, 然而,鼓勵根據本標準達成協議的各方研究是否可使用這些文件的最新版本。凡 是不注日期的引用文件,其最新版本適用于本標準。 電鍍鋅技術規范 產品表面外觀缺陷的限定標準 鋁型材表面處理技術規范 冷軋鋼板及鋼帶技術規范 冷軋電鍍鋅鋼板及鋼帶技術規范 耐指紋鋼板及鋼帶技術規范 表面粗糙度參數及其數值 3術語 3.1焊接 指用適當的手段,使兩個分離的金屬物體(同種金屬或異種金屬)產生原子或分 子間結合而連接成一體的連接方式。 3.2a級表面 指零件裝配成完整產品后處于正常視覺范圍內可見的表面。 3.
鈑金設計規范
格式:pdf
大小:546KB
頁數:15P
4.4
鈑金設計規范 一.范圍 本設計規范規定了鈑金件設計的一般要求和ups需注意的要求 本設計規范適用于ups產品中使用的鈑金零件,其它產品可參考使用 二.常用板金材料及加工工藝 1.常用的鈑金材料對照表 代號中文名稱代號中文名稱 secc電鍍鋅板spte馬口鐵 spcc冷軋板sus不銹鋼 sgld覆鋁鋅鋼板al-crs鋁包鐵 al鋁板picu磷青銅 sgcc熱浸鍍鋅sphc黑鐵熱軋板 sup彈簧鋼 2.常用鈑金材料,厚度,規格,表面保護處理。 (1)電鍍鋅鋼板(secc):耐指紋,具有很優越的耐蝕性,及有較佳的烤漆性,而且保持 了冷軋板的加工性。 常用板厚(mm):0.8、1.0、1.2、1.5、2.0 用途:ups機殼、門板、面板及內部結構件。 (2)冷軋板(spcc):無防銹能力,表面需電鍍或烤漆。 常用板厚(mm)

華為鈑金設計規范
格式:pdf
大小:680KB
頁數:21P
4.6
dkba 華為技術有限公司企業技術規范 dkba4031-2003.06 鈑金結構件可加工性設計規范 2003-06-30發布2003-07-xx實施 華為技術有限公司發布 密級:內部公開/秘密dkbaxxxx.-2002.xx 2019-07-22,00:04:272 目次 前言..............................................................5 1范圍和簡介.........................................................6 1.1范圍.................................................6 1.2簡介......................................
鈑金結構件設計規范精華文檔
鈑金設計規范(1)
格式:pdf
大小:547KB
頁數:15P
4.6
鈑金設計規范 一.范圍 本設計規范規定了鈑金件設計的一般要求和ups需注意的要求 本設計規范適用于ups產品中使用的鈑金零件,其它產品可參考使用 二.常用板金材料及加工工藝 1.常用的鈑金材料對照表 代號中文名稱代號中文名稱 secc電鍍鋅板spte馬口鐵 spcc冷軋板sus不銹鋼 sgld覆鋁鋅鋼板al-crs鋁包鐵 al鋁板picu磷青銅 sgcc熱浸鍍鋅sphc黑鐵熱軋板 sup彈簧鋼 2.常用鈑金材料,厚度,規格,表面保護處理。 (1)電鍍鋅鋼板(secc):耐指紋,具有很優越的耐蝕性,及有較佳的烤漆性,而且保持 了冷軋板的加工性。 常用板厚(mm):0.8、1.0、1.2、1.5、2.0 用途:ups機殼、門板、面板及內部結構件。 (2)冷軋板(spcc):無防銹能力,表面需電鍍或烤漆。 常用板厚(mm)
 KBE技術在航空發動機典型結構件設計中的應用
KBE技術在航空發動機典型結構件設計中的應用 KBE技術在航空發動機典型結構件設計中的應用
格式:pdf
大小:182KB
頁數:3P
4.7
敘述了知識工程(kbe)的概念和關鍵技術,介紹了kbe技術的開發工具和系統架構方案,并以綜合應用clips和ug/openapi進行開發航空發動機葉片的設計系統為例,詳細論述了實現方法和過程。
鈑金結構設計規范
格式:pdf
大小:3.2MB
頁數:10P
4.3
第1頁共11頁 鈑金結構設計工藝規范 一、目的: 為了統一公司各產品部設計人員對鈑金工藝知識的認知和運用,推進設計的標準化,保證所設計產品合 理的加工工藝性,特制定本規范,本規范含十項內容。 板材選用規范 孔缺結構設計規范 彎曲結構設計規范 焊接結構設計規范 結構縫隙設計規范 表面涂層種類選用規范 表面鍍層種類選用規范 圖紙工藝性分析和審查規范 圖紙尺寸標準規范 非噴涂不銹鋼結構設計規范 二、范圍: 本原則適用各產品部的板厚6mm的鈑金結構設計工作。 三、內容: 1.板材選用規范: 1)為了保證材料利用率和沖折最少的換模次數,同一結構上4mm的板材厚度規格最多不超過三種, 對于強度要求較高的結構可以采用在薄板上壓筋或焊接加強筋的方式來實現(如圖1,如圖2); 圖1圖

鈑金產品結構設計規范
格式:pdf
大小:333KB
頁數:4P
4.3
德信誠培訓網 更多免費資料下載請進:http://www.***.***好好學習社區 鈑金產品結構設計規范 (iatf16949-2016/iso9001-2015) 1.0目的 為更進一步地規范公司各產品設計人員對鈑金工藝知識的認知和運用,推進設 計的標準化,保證所設計產品合理的加工工藝性,特制定本規范。 2.0范圍 本規范適用于板厚≤6mm的鈑金產品的結構設計。 3.0管理職責 無 4.0內容 4.1鈑金材料的選型: 4.1.1、選用常見的金屬材料,減少材料規格品種; 4.1.2、在同一產品中,盡可能的減少材料的品種和板材厚度規格; 4.1.3、在保證零件的功能的前提下,盡量選用廉價的材料品種,并降低材料 的消耗,降低材料成本; 4.1.4、常用的鈑金材料見下表: 品名 (代號) 機械性能 加工 特性 材料特性 厚度 范圍 價格備注 適用位 置 冷軋
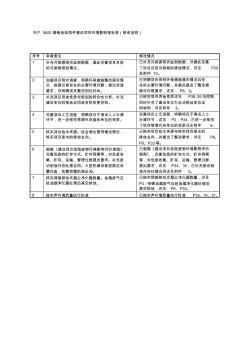
年產5000套鈑金結構件建設項目環境影響報告表(修改說明)
格式:pdf
大小:2.8MB
頁數:41P
4.7
年產5000套鈑金結構件建設項目環境影響報告表(修改說明) 序號審查意見修改情況 1補充污染源現狀監測數據,據此完善項目目前 的污染物排放情況。 已補充污染源現狀監測數據,并據此完善 了項目目前污染物的排放情況,詳見p25 及附件10。 2加強項目現狀調查,明確環保措施整改落實情 況,根據目前存在的主要環境問題,提出改造 要求,并明確項目整改到位時間。 已明確項目現有環保措施落實情況與存 在的主要環境問題,并據此提出了整改措 施與時限要求,詳見p8、9。 3補充項目用地性質與規劃的符合性分析。補充 建設單位的租地合同或名稱變更材料。 已核實項目用地性質詳見p38、39與附圖, 同時補充了建設單位為合法租地單位證 明材料,詳見附件3。 4完善項目工藝流程,明確項目不得設人工補漆 環節,進一步核實噴漆外協接收單位的資質。 完善項目工藝流程,明確項目不得設人工 補漆環節
鈑金結構件設計規范最新文檔
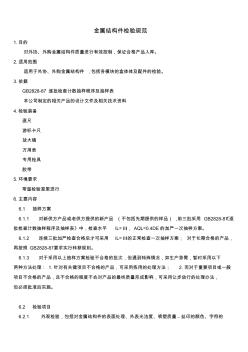
金屬結構件檢驗規范
格式:pdf
大小:7KB
頁數:3P
4.6
金屬結構件檢驗規范 1.目的 對外協、外購金屬結構件質量進行有效控制,保證合格產品入庫。 2.適用范圍 適用于外協、外購金屬結構件,包括各模塊的盒體體及配件的檢驗。 3.依據 gb2828-87逐批檢查計數抽樣程序及抽樣表 本公司制定的相關產品的設計文件及相關技術資料 4.檢驗裝備 直尺 游標卡尺 放大鏡 萬用表 專用檢具 膠帶 5.環境要求 常溫檢驗室里進行 6.主要內容 6.1抽樣方案 6.1.1對新供方產品或老供方提供的新產品(不包括先期提供的樣品),前三批采用gb2828-87《逐 批檢查計數抽樣程序及抽樣表》中,檢查水平il=ⅱ,aql=0.4de的加嚴一次抽樣方案。 6.1.2連續三批加嚴檢查合格后才可采用il=ⅱ的正常檢查一次抽樣方案;對于長期合格的產品, 再按照gb2828-87要求實行轉移規則。 6.1.3
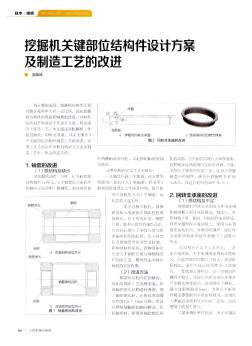
挖掘機關鍵部位結構件設計方案及制造工藝的改進
格式:pdf
大小:968KB
頁數:2P
4.5
統計數據表明,挖掘機結構件質量問題在故障中占有一定比例,因此挖掘機結構件的質量影響整機質量.結構件的質量首先取決于其設計方案,其次取決于制造工藝.本文通過對挖掘機工作裝置軸套、回轉支承座、固定支架等3個關鍵部位結構件制造工藝的改進,說明工藝人員應在審核結構設計方案及制造工藝時,提出改進方法.
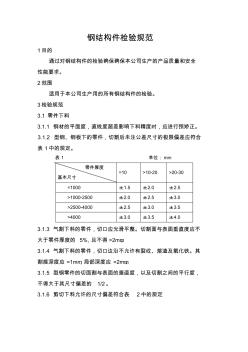
鋼結構件檢驗規范
格式:pdf
大小:64KB
頁數:7P
4.3
鋼結構件檢驗規范 1目的 通過對鋼結構件的檢驗確保確保本公司生產的產品質量和安全 性能要求。 2范圍 適用于本公司生產用的所有鋼結構件的檢驗。 3檢驗規范 3.1零件下料 3.1.1鋼材的平面度,直線度超差影響下料精度時,應進行預矯正。 3.1.2型鋼、鋼板下的零件,切割后未注公差尺寸的極限偏差應符合 表1中的規定。 表1單位:mm 零件厚度 基本尺寸 =10>10-20>20-30 =1000±1.5±2.0±2.5 >1000-2500±2.0±2.5±3.0 >2500-4000±2.5±3.0±3.5 >4000±3.0±3.5±4.0 3.1.3氣割下料的零件,切口應光滑平整。切割面與表面垂直度應不 大于零件厚度的5%,且不得>2mm。 3.1.4氣割下料

結構件焊縫外觀質量檢驗規范
格式:pdf
大小:90KB
頁數:2P
4.6
結構件焊縫外觀質量檢驗規范 no項目項目說明(定義)a級b級c級 特別事 項 1熔合不良 焊縫深度0.3mm以上 沒有 0.3mm以 上焊縫長 的5%以內 0.3mm以 上焊縫長 的10%以 內 深度 0.5mm以 上不允 許 2咬邊 深度0.3mm以上 沒有 焊縫長的 5%以內 焊縫長的 10%以內 深度 0.7mm以 上不允 許 3 焊縫寬不 良 基準長度100mm上的 焊縫寬的誤差 wmax— wmin≤2m m wmax— wmin≤3m m wmax—w min≤3mm凹坑除 外 4焊縫凹坑 基準長度100mm上的 焊縫高度差 h≤2mmh≤3mmh≤4mm 5焊縫彎曲 基準長度100mm上的 焊縫高度差彎曲 h≤6mm無 異常 3mm< h≤6mm 1個/m以 內 3mm< h≤6mm 2
液壓支架結構件通用檢驗規范1
格式:pdf
大小:753KB
頁數:17P
4.7
液壓支架結構件通用檢驗規范 編制: 審核: 批準: 二00八年九月 液壓支架結構件通用檢驗規范 1 液壓支架結構件通用檢驗規范 1范圍 本規范規定了液壓支架焊接結構件通用檢驗要求。 本規范適用于液壓支架焊接結構件在制造和檢驗過程中應達到的基本要 求。 本規范規定了液壓支架結構件等級劃分界定標準。 本規范是在mt/t587—1996的基礎上,根據****公司的具體情況而制定, 未涉及到部分仍按mt/t587—1996《液壓支架結構件制造技術條件》執行。 2規范性引用文件 gb/t324焊縫符號表示法 gb/t8110-1995氣體保護焊用碳鋼、低合金鋼焊絲 gb/t14693焊縫無損檢測符號 gb/t11336直線度誤差檢測 gb/t11337平面度誤差檢測 mt/t587-1996液壓支架結構件制造技術條件 3術語 3.1在0°~25

鋼結構件制造檢驗規范 (2)
格式:pdf
大小:780KB
頁數:29P
4.5
鋼結構件制造檢驗規范 xx公司 xxx部 xxxx年x月 1 鋼結構件制造檢驗規范 1主題內容與適用范圍 本規范規定了鋼結構件產品生產全過程的質量檢驗要求。 本規范適用于各種牽引車、掛車、皮帶運輸機桁架、大漏斗、抓斗、 裝卸橋、起重機扒桿、燈塔以及船閘閘門等鋼結構件的生產制造。 2材料 結構材料 承重結構的鋼材,一般采用q235-a、16mn鋼,其質量標準應符合現行 《碳素結構鋼》、《低合金結構鋼》規定的要求。 鋼材應有出廠合格證,如無合格證或標號不清者應進行復驗,其結果應 符合國家標準規范和設計文件的要求方可采用。 鋼材表面銹蝕,、度點或劃痕的深度不得大于該鋼板負偏差的一半,不應 有裂紋、分層等缺陷。 焊條、焊絲、焊劑 2.2.1用于焊接結構件的焊條、焊絲與焊劑應保證焊后不低于母材的機械 性能。 2.2.2焊條、焊絲與焊劑應有質量證明書,應符合設計文件的要求合國家

鋼結構件制造檢驗規范
格式:pdf
大小:759KB
頁數:29P
4.3
鋼結構件制造檢驗規范 xx公司 xxx部 xxxx年x月 鋼結構件制造檢驗規范 1主題內容與適用范圍 本規范規定了鋼結構件產品生產全過程的質量檢驗要求。 本規范適用于各種牽引車、掛車、皮帶運輸機桁架、大漏斗、抓斗、 裝卸橋、起重機扒桿、燈塔以及船閘閘門等鋼結構件的生產制造。 2材料 結構材料 承重結構的鋼材,一般采用q235-a、16mn鋼,其質量標準應符合現行 《碳素結構鋼》、《低合金結構鋼》規定的要求。 鋼材應有出廠合格證,如無合格證或標號不清者應進行復驗,其結果應 符合國家標準規范和設計文件的要求方可采用。 鋼材表面銹蝕,、度點或劃痕的深度不得大于該鋼板負偏差的一半,不應 有裂紋、分層等缺陷。 焊條、焊絲、焊劑 2.2.1用于焊接結構件的焊條、焊絲與焊劑應保證焊后不低于母材的機械 性能。 2.2.2焊條、焊絲與焊劑應有質量證明書,應符合設計文件的要求合國家 標準
鋼結構件制造檢驗規范共28頁
格式:pdf
大小:752KB
頁數:27P
4.4
鋼結構件制造檢驗規范 港機公司 質檢部 二零零四年三月 鋼結構件制造檢驗規范 1主題內容與適用范圍 本規范規定了鋼結構件產品生產全過程的質量檢驗要求。 本規范適用于各種牽引車、掛車、皮帶運輸機桁架、大漏斗、抓斗、 裝卸橋、起重機扒桿、燈塔以及船閘閘門等鋼結構件的生產制造。 2材料 2.1結構材料 2.1.1承重結構的鋼材,一般采用q235-a、16mn鋼,其質量標準應符合 現行《碳素結構鋼》、《低合金結構鋼》規定的要求。 2.1.2鋼材應有出廠合格證,如無合格證或標號不清者應進行復驗,其結 果應符合國家標準規范和設計文件的要求方可采用。 2.1.3鋼材表面銹蝕,、度點或劃痕的深度不得大于該鋼板負偏差的一半, 不應有裂紋、分層等缺陷。 2.2焊條、焊絲、焊劑 2.2.1用于焊接結構件的焊條、焊絲與焊劑應保證焊后不低于母材的機械 性能。 2.2.2焊條、焊絲與焊劑應

鋼結構件焊接尺寸檢驗規范
格式:pdf
大小:728KB
頁數:22P
4.4
鋼結構件焊接檢驗規范 此文件屬山東力豐重型機床有限公司文件控制中心控制 未經許可,不得復印及取離本公司 文件編號:lfglp-0116版本號:a頁數:9 山東力豐重型機床有限公司 文件編號lfglp-0116 版本a版 文件名稱:焊接件檢驗規范第1頁共9頁 編制:馬永江批核:生效日期2014.12.1 1.0目的: 為加強鋼結構件焊接質量的控制,提高焊接質量,特制定本規范。 2.0范圍: 本規范適用于本公司鋼結構件焊接質量的檢驗。 4.0檢驗依據 4.1技術標準 包括國家的、行業的或企業的有關標準和技術法規。這些標準或法規中規定 了焊接件質量要求和質量評定方法。 4.2技術圖紙 圖紙規定了焊接件加工制造必須達到的材質特性,幾何特性(如:形狀、尺 寸等)以及加工精度(如:公差等)的要求。 4.3工藝文件 如焊接工藝操作規程;機加工藝卡
鈑金結構件設計規范相關
文輯推薦
知識推薦
百科推薦


職位:電氣工程師
擅長專業:土建 安裝 裝飾 市政 園林


