

GBT11258—1989雙層卷焊鋼管
格式:pdf
大小:21KB
頁數:1P
人氣 :76
 4.5
4.5
鋼管——雙層卷焊鋼管 序 號 材料名稱 牌 號 材料標準編號 品種規格( mm) 品種規格標準編號 有關規定 標記示例 4 雙層卷焊鋼 管 08、08F、 08Al GB/T 11258—1989 外徑×壁厚: 3.17×0.50 3.17×0.70 4.76×0.70 5.00×0.70 6.00×0.70 6.35×0.70 8.00×0.70 GB/T 11258—1989 1、尺寸偏差 外徑和壁厚允許偏差分為普通 級和較高級。 普通級偏差不標出, 較高級偏差 應在相應尺寸后標注“高”字。 2、說明事項 本標準在近期會作廢或被代替。 名稱 牌號—外徑×壁厚及允許 偏差—標準編號 雙層鋼管 08—8.00×0.70高— GB/T 11258—1989 適用的典型零部件:制動油管、硬管、金屬供油管、金屬回油管、金屬燃油管、燃油蒸氣管、金屬蒸汽管等。



 雙層卷焊鋼管的沖切及改進
雙層卷焊鋼管的沖切及改進 雙層卷焊鋼管的沖切及改進
格式:pdf
大小:91KB
頁數:3P
以雙層卷焊鋼管的沖切為例介紹了鋼管的一種高精度剪切方法──沖切以及其改進方法。重點論述了刀具的改進設計,而該裝置重點在于切槽拉刀和沖刀。同時指出了沖切在大規模鋼管生產中,尤其是精細鋼管生產中應用的可能性。
雙層卷焊鋼管知識
格式:pdf
大小:33KB
頁數:2P
雙層卷焊鋼管類小知識 雙層卷焊鋼管(又稱邦迪管,雙層管),是用優質冷軋鋼帶 經雙面鍍銅,縱剪分條、卷制纏繞兩圈(720°)后在還原氣氛 中釬焊而成,它具有高的爆破強度和內表面清潔度,有良好的 耐疲勞抗震性能。其產品加工簡單、性能可靠是銅管的最佳替 代品。與銅管相比具有重量輕、性能好、價格低等特點。 雙層卷焊鋼管廣泛用于汽車和制冷行業,是油管、氣管、 剎車管等壓力管路以及冷凝管、蒸發管的理想材料。 雙層卷焊鋼管在我廠使用較多,主要運用在汽車液壓制動 油管、離合油管、燃油管、出氣管等總成產品上。合格的油管 總成產品除了幾何形狀和尺寸滿足圖樣外,還必須滿足如下技 術要求:1、材料牌號和化學成分;2、材料的力學性能(抗拉 強度/屈服強度/延伸率);3、工藝性能(壓扁/雙層擴口/彎曲/ 耐壓/爆破性能);4、表面質量/內表面清潔度要求;5、表面鍍 層要求。下面就生產油管總成產
編輯推薦下載
雙層卷焊鋼管在汽車上的應用 雙層卷焊鋼管在汽車上的應用
格式:pdf
大小:540KB
頁數:3P
4.3
目前,國產汽車管路系統均采用銅管。如果能用鋼帶卷制的銅焊雙層管壁低碳鋼管(簡稱雙層卷焊鋼管)代替銅管,則將為國家節約大量的銅。我廠用上海金屬軟管廠生產的φ8×0.75毫米雙層卷焊鋼管,在汽車供油系上使用,作了工藝和使用性能試驗,試驗結果表明,雙層卷焊鋼管基本上能滿足要求,用來代替銅管是可行的。一雙層卷焊鋼管的特性雙層卷焊鋼管是用雙面鍍銅的低碳鋼帶,連續搭卷兩圈后,構成雙層管壁,用銅焊合而成。尺寸精確、公差小、壁厚一致、內、外表面清潔光滑,是一種精密的管材。
GBT11258—1989雙層卷焊鋼管熱門文檔
熱鍍鉛錫雙層卷焊鋼管的機理與質量控制 熱鍍鉛錫雙層卷焊鋼管的機理與質量控制
格式:pdf
大小:119KB
頁數:4P
4.6
應用固態金屬中的擴散理論詳細論述了在雙層卷焊鋼管上熱鍍鉛錫的機理;應用鉛錫合金耐蝕性理論對熱鍍鉛錫雙層卷焊鋼管生產中所存在的缺陷進行了分析。
雙層卷焊鋼管熱浸鍍鉛錫合金工藝與設備 雙層卷焊鋼管熱浸鍍鉛錫合金工藝與設備
格式:pdf
大小:153KB
頁數:5P
4.4
詳細敘述了雙層卷焊鋼管熱浸鍍鉛錫合金的工藝過程及其主要設備。該工藝應用在實際生產過程中表明是可靠的,合理的
直縫電焊鋼管(GBT13793-1992)
格式:pdf
大小:196KB
頁數:6P
4.7
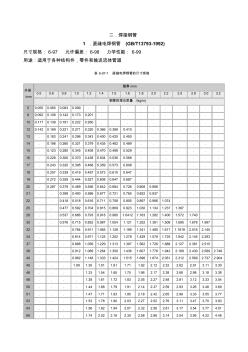
二.焊接鋼管 1.直縫電焊鋼管(gb/t13793-1992) 尺寸規格:6-97允許偏差:6-98力學性能:6-99 用途:適用于各種結構件,零件和輸送流體管道 表6-97-1直縫電焊鋼管的尺寸規格 外徑 /mm 壁厚/mm 0.50.60.81.01.21.41.51.61.82.02.22.52.83.03.2 鋼管的理論質量/(kg/m) 50.0550.0650.0830.099........... 80.0920.1090.1420.1730.201.......... 100.1170.1390.1810.2220.260.......... 120.1420.1690.2210.2710.3200.3660.
![5[1][1].GBT13793—2008直縫電焊鋼管](https://files.zjtcn.com/group1/M00/93/57/CgoBZ2BbSUqAISf9AAAVE7RKYh8896.jpg)
5[1][1].GBT13793—2008直縫電焊鋼管
格式:pdf
大小:28KB
頁數:1P
4.7
鋼管——直縫電焊鋼管 序 號 材料名稱牌號材料標準編號品種規格(mm)品種規格標準編號有關規定標記示例 5 直縫電焊鋼 管 08、15、20、 q215a gb/t13793—2008 (gb/t13793— 1992) 外徑×壁厚: 10.2×1.2 18×2.0 20×2.4 20×2.6 22×1.6 gb/t13793—2008 gb/t21835—2008 1、材料狀態 軟狀態鋼管r; 低硬狀態鋼管dy。 2、制造精度 外徑普通精度pd·a; 外徑較高精度pd·b; 外徑高精度pd·c; 壁厚普通精度pt·a; 壁厚較高精度pt·b; 壁厚高精度pt·c。 3、說明事項 a)制造精度中的普通精度可不作標記,如 選擇較高精度和高精度,應在圖紙技術要求中說 明。 b)選用其他外徑和壁厚的尺寸詳見gb/t 21835—2
GBT11258—1989雙層卷焊鋼管精華文檔
三層卷焊鋼管研制成功 三層卷焊鋼管研制成功
格式:pdf
大小:143KB
頁數:1P
4.7
一種技術先進的三層卷焊鋼管,已由呼和浩特精密制管廠和燕山大學研制成功。最近通過了由內蒙古科委主持召開的鑒定,并投入生產。三層卷焊鋼管的問世與投產,受到國際管材協會執行秘書約翰·c霍格來函贊


GBT13793-2008直縫電焊鋼管
格式:pdf
大小:2.8MB
頁數:16P
4.5
ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m
GBT14980低壓流體輸送用大直徑電焊鋼管
格式:pdf
大小:26KB
頁數:2P
4.7
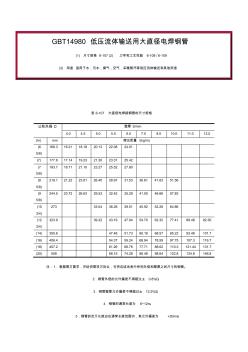
gbt14980低壓流體輸送用大直徑電焊鋼管 (1)尺寸規格6-107(2)力學和工藝性能6-108/6-109 (3)用途適用于水,污水,煤氣,空氣,采暖蒸汽等低壓流體輸送和其他用途 表6-107大直徑電焊接鋼管的尺寸規格 公稱外徑d壁厚s/mm 4.04.55.05.56.07.08.010.011.012.0 (in)mm理論質量/(kg/m) (6 5/8) 168.316.2118.1820.1322.0824.01 (7)177.817.1419.2321.3023.3725.42 (7 5/8) 193.718.7121.1023.2725.5227.80 (8 5/8) 219.121.2223.8126.4028.9731.5336.614
GBT11258—1989雙層卷焊鋼管最新文檔

GBT13793-2008 直縫電焊鋼管
格式:pdf
大小:2.8MB
頁數:16P
4.3
ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m

雙層銅焊鋼管
格式:pdf
大小:121KB
頁數:9P
4.5
ics; h ×× 中華人民共和國黑色冶金行業標準 yb yb/txxxx—2006 雙層銅焊鋼管 doublewallcopper-brazedsteeltubing 征求意見稿(1) 200×-××-××發布200×-××-××實施 國家經濟貿易委員會發布 yb/txxxx—2006 1 前言 本標準修改采用國際標準iso4038和iso13486-1中有關雙層焊管的內容并根據美國標準astm a254-97(2002)《銅焊鋼管》結合原gb/t11258-1989《雙層卷焊鋼管》進行制訂。 本標準鋼管的尺寸與力學性能和外鍍層的鹽霧試驗與雙層擴口試驗的要求與國際標準相當。 本標準的化學成分、工藝性能中的壓扁、彎曲、耐壓,內表面清潔度等指標嚴于美國標準。增加了 氣密性試驗和汽車用鋼管的
 三層卷焊鋼管釬焊接頭的成分和微觀組織
三層卷焊鋼管釬焊接頭的成分和微觀組織 三層卷焊鋼管釬焊接頭的成分和微觀組織
格式:pdf
大小:258KB
頁數:4P
4.4
借助掃描電子顯微分析(sem)、電子探針x射線顯微分析(epma)等手段,觀察分析了三層卷焊鋼管釬焊接頭的化學成分和微觀組織。結果表明:①釬焊接頭由上、下擴散區和中界區組成;②在擴散區的鐵素體晶間,銅重量濃度可達10%左右,在中界區鐵重量濃度約為6%;③在擴散區和中界區中均形成α和ε固溶體混合物;④釬焊接頭性能優良。

GBT4357—1989碳素彈簧鋼絲
格式:pdf
大小:23KB
頁數:1P
4.5
鋼絲(圓、方、六角)、鋼絲繩——碳素彈簧鋼絲 序 號 材料名稱牌號材料標準編號 品種規格 (d、a、s)(mm) 品種規格標準編號有關規定標記示例 1碳素彈簧鋼絲 35、45、60、70、 65mn、t7a、t9a gb/t4357—1989 (代替gb4357—84) 0.10、0.12、0.14、0.16、0.18、 0.20、0.25、0.28、0.30、0.35、 0.40、0.50、0.60、0.70、0.80、 0.90、1.00、1.20、1.40、1.60、 1.80、2.00、2.20、2.50、2.80、 3.00、3.20、3.50、4.00、4.50、 5.00、6.00、7.00、8.00、9.00、 10.00、12.00、13.00 gb/t342—1997 (代替gb342—82、 gb3204—82、 gb3205—82

卷焊鋼管制作分項工程質量檢驗評定表
格式:pdf
大小:104KB
頁數:5P
4.7
卷焊鋼管制作分項工程質量檢驗評定表 單位工程名稱:中天大棒步進加熱爐安裝工程施工單位: 分部工程名稱:管道制作煤氣施工日期:年月日 保 證 項 目 項目質量情況 1管道的規格、幾何尺寸必須符合設計要求。 2所用主材和焊接材料都要有合格證書或復驗報告。 3管道焊縫必須經煤油滲透試驗,并按規定數量進行無損探傷合格。 基 本 項 目 項目 質量情況等 級12345678910 1管道接縫應符合要求。 2卷管校圓應符合規定。 3規范規定預裝的管段,應有預裝記錄。 極 限 偏 差 和 公 差 項 目 項目 極限偏差(公差)實測值 <800800~ 1200 1300~ 1600 1700~ 2400 2500~ 3000 >300012345678910 1周長偏差±5±7±9±11
GBT8918—1996鋼絲繩
格式:pdf
大小:1.2MB
頁數:55P
4.6
鋼絲繩gb/t8918—1996 前言 本標準采用gb8918—88(優質鋼絲繩)標準體系,補充進扁鋼絲繩品種,在主要技術內容上非等效 采用國際標準iso2408:85(一般用途鋼絲繩特性),iso3154:88(礦井提升用鋼絲繩交貨技術條件) 和iso3178:88(一般用途鋼絲繩驗收條件)。 本標準在gb8918—88(優質鋼絲繩)的基礎上,將6×19(b)類和6×37(b)類鋼絲繩直徑范圍適 當擴大;驗收方法修改為由供需雙方協商選定的方法1(測定整繩破斷拉力)和方法2(測定鋼絲破斷拉力 總和);增加了仲裁試驗。 gb8918于1988年2月首次發布。 本標準從實施之日起,同時代替gb1102—74、yb829—79、gb8918—88。 本標準的附錄a是提示的附錄。 本標準由中華人民共和國冶金工業部提

GBT17395-1998GBT8162-1999無縫鋼管參數 (2)
格式:pdf
大小:41KB
頁數:4P
4.5
1.2.無縫鋼管(gb/t17395-1998gb/t8162-1999) (1)外徑和壁厚鋼管尺寸分為普通鋼管尺寸組(見表6-1), 精密鋼管尺寸組(見表6-2)和不銹鋼管尺寸組(見表6-3)。 鋼管的外徑分為三個系列。第一系列:標準化鋼管;第二系列: 非標準化為主的鋼管;第三系列:特殊用途鋼管。 普通鋼管的外徑分為系列1,2,3,精密鋼管的外徑分為系列2,3, 不銹鋼管的外徑分為系列1,2,3。 (2)允許偏差見表6-4~表6-7 (3)長度見表6-8 (4)外形見表6-9~表6-11 (5)質量見表6-12 表6-4標準化外景允許偏差 偏差等級標準化外徑允許偏差 d1±1.5%,最小±0.75mm d2±1.0%,最小±0.50mm d3±0.7
《熱軋H型鋼》GBT11263-1995
格式:pdf
大小:90KB
頁數:4P
4.6
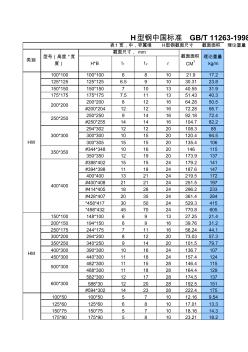
100*100100*100681021.917.2 125*125125*1256.591030.3123.8 150*150150*1507101340.5531.9 175*175175*1757.5111351.4340.3 200*2008121664.2850.5 #200*20412121672.2856.7 250*2509141692.1872.4 #250*255141416104.782.2 294*302121220108.385 300*300101520120.494.5 300*305151520135.4106 #344*348101620146115 350*350121920173.9137 #388*402151
GBT帶頸平焊鋼制管法蘭
格式:pdf
大小:200KB
頁數:10P
4.7
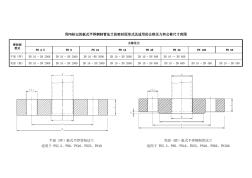
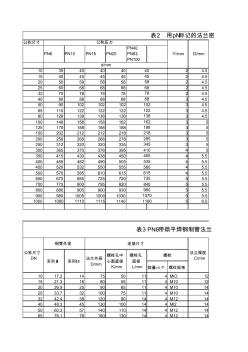
公稱尺寸 pn6pn10pn16pn25 pn40、 pn63、 pn100 103540404024.5 154045454524.5 205059585824.5 256068686824.5 327078787824.5 408088888834.5 509010210210234.5 6511012212212234.5 8012813813813834.5 10014815815816235 12517818818818835 15020221221221835 20025826826827835 25031232032033535 30036537037839545 35041543043
GBT11258—1989雙層卷焊鋼管相關
文輯推薦
知識推薦
百科推薦


職位:裝修工程資料員
擅長專業:土建 安裝 裝飾 市政 園林


