

CSP流程薄板坯及熱軋板卷氧化皮組織演變
格式:pdf
大小:956KB
頁數:4P
人氣 :61
 4.5
4.5
采用SEM和XRD方法對CSP冷軋沖壓用鋼薄板坯和熱軋板氧化皮進行了研究。結果表明,覆蓋在板坯表面的氧化皮對高溫腐蝕有明顯保護作用,均熱前后Fe2O3∶Fe3O4∶FeO質量分數比值為5∶35∶60,新鮮基體腐蝕嚴重些,Fe2O3和Fe3O4質量分數分別增加到28%和64%。卷取后快冷鋼的氧化皮以2層結構為主,Fe2O3∶Fe3O4∶FeO質量分數比值為6∶31∶63,緩冷鋼的氧化皮中析出了彌散或薄片狀的Fe相,Fe2O3∶Fe3O4∶FeO∶Fe質量分數比值為8∶73∶15∶4,二者厚度相差不大。卷取溫度升高,緩冷鋼中殘余FeO明顯減少,不利于酸洗。



 CSP熱軋板卷氧化皮結構
CSP熱軋板卷氧化皮結構 CSP熱軋板卷氧化皮結構
格式:pdf
大小:828KB
頁數:4P
用sem和xrd對csp熱軋板的單張板和冷卷的氧化皮進行了研究。結果表明,軋后冷卻過程對氧化皮的組成有顯著影響,單張板的氧化皮組成為:fe2o3∶fe3o4∶feo為6.8∶33.4∶59.8;冷卻后板卷的表面氧化皮是外層氧化鐵層和內層fe3o4層組成的雙層結構,以fe3o4為主,沒有觀察到feo相,fe2o3∶fe3o4的比例為3.6∶96.4;該冷卷的結果顯著區別于以往實驗室研究的結果。計算得出單張板氧化皮密度為:5.49g/cm3,冷卷的氧化皮密度為5.19g/cm3,在整個板寬上,單張板氧化皮的組成基本一致,冷卷邊部的fe2o3稍多于1/4寬和中心位置。
CSP熱軋板卷邊部裂紋成因 CSP熱軋板卷邊部裂紋成因
格式:pdf
大小:679KB
頁數:5P
用光學顯微鏡、掃描電鏡、透射電鏡和能譜分析等方法研究了漣鋼csp熱軋板卷邊部裂紋的成因.結果表明:連鑄坯表面的深振痕是熱軋板卷邊部裂紋的起源,連鑄坯角部過冷導致奧氏體晶界aln的細小析出,加劇了連鑄坯對裂紋的敏感性.連鑄坯經過精軋機組的軋制后,連鑄坯表面的橫裂紋擴展成為熱軋板卷的鋸齒狀裂紋,嚴重時會造成爛邊或掉塊.
編輯推薦下載
薄板坯工藝生產SS400熱軋板卷的質量缺陷研究 薄板坯工藝生產SS400熱軋板卷的質量缺陷研究
格式:pdf
大小:526KB
頁數:未知
4.3
針對唐鋼ftsc薄板坯工藝生產ss400熱軋板卷存在的縱裂紋、爛邊、翹皮缺陷,對其形成機理進行了系統研究,并提出相應的改善措施。研究結果表明,板坯存在的寬面縱裂紋、窄面或角部橫裂紋和劃痕缺陷,將分別導致熱軋板卷縱裂紋、爛邊和翹皮缺陷的形成。通過提高保護渣堿度,控制結晶器鍍層厚度,降低二次冷卻強度等措施,ss400熱軋板卷的三種缺陷發生率之和從1.0%左右降至0.4%以下。
CSP熱軋板卷邊部裂紋成因及控制 CSP熱軋板卷邊部裂紋成因及控制
格式:pdf
大小:808KB
頁數:5P
4.7
為了抑制csp熱軋板卷邊部裂紋,對csp熱軋板卷邊部裂紋的成因進行了研究。csp熱軋板卷邊部裂紋缺陷主要有3類:邊部橫裂紋、邊部縱裂紋、邊部爛邊或掉塊等。板卷產生邊部裂紋的主要原因是:連鑄坯表面邊部橫裂紋(包括深的振痕)和邊部的細小縱裂紋,在加熱和軋制過程中不斷擴展;鋼液在凝固以及鑄坯在冷卻、均熱、軋制、層流冷卻和卷取等過程中的熱應力、機械應力以及相變應力等作用力超過鋼的塑性變形抗力。抑制csp熱軋板卷產生邊部裂紋的主要措施是:控制好合適的鋼水成分;制定有效的工藝參數,如結晶器熱流密度、結晶器振動參數、二冷冷卻強度等。工業試驗結果表明,csp熱軋板卷邊部裂紋率由7.93%降低到1.81%。
CSP流程薄板坯及熱軋板卷氧化皮組織演變熱門文檔
CSP薄板坯連鑄連軋
格式:pdf
大小:118KB
頁數:4P
4.7
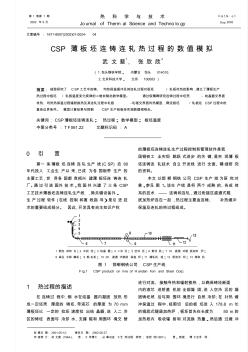
第1卷第1期 2002年9月 熱科學與技術 journalofthermalscienceandtechnology vol.1,no.1 sep.2002 文章編號:1671-8097(2002)01-0024-04 收稿日期:2001-05-12;修回日期:2002-06-27. 作者簡介:武文斐(1964-),男,工學博士,從事冶金工藝熱過程研究;張欣欣(1957-),男,教授,博士生導師. csp薄板坯連鑄連軋熱過程的數值模擬 武文斐 1,張欣欣2 (1.包頭鋼鐵學院,內蒙古包頭014010; 2.北京科技大學,北京100083) 摘要:細致研究了csp工藝中連鑄、均熱保溫緩沖及其連軋過程對板坯
CSP工藝生產熱軋板卷邊裂的分析和控制 CSP工藝生產熱軋板卷邊裂的分析和控制
格式:pdf
大小:668KB
頁數:3P
4.7
經分析得出漣鋼采用csp工藝生產ss400鋼板卷時,因不合理的二冷水量使70mm薄板坯橫向冷卻不均勻和角部過冷,導致奧氏體中aln析出造成晶界脆性,帶鋼在彎曲和矯直時產生邊裂。通過控制鋼中als含量為0.02%~0.03%及減少連鑄過程吸氮和降低板坯邊緣二冷水量等工藝措施,使ss400鋼板卷的優等品率從92.27%提高到98.09%。
熱軋板卷紅色氧化鐵皮的成因及對策 熱軋板卷紅色氧化鐵皮的成因及對策
格式:pdf
大小:4.5MB
頁數:6P
4.7
紅色氧化鐵皮是熱軋板卷比較常見的問題,對于含硅鋼尤為突出。其根源就是fe充分氧化成fe2o3的結果。在高溫狀態下,熱軋板卷表面應該形成feo或者feo與fe3o4的混合體。若除鱗不盡,會導致feo的壓入,并在后續過程中,進一步氧化成fe2o3,最終形成紅色氧化鐵皮。軋輥的剝落也是形成彌散狀氧化鐵皮的原因。對于含硅鋼,在與普通鋼種采取減少在爐時間,增加粗除鱗機壓力,定期檢查水嘴,增加粗軋間除鱗道次,開啟軋輥防剝落水,控制軋制溫度等消除氧化鐵皮措施的前提下,提高出爐溫度,使粗除鱗時表面溫度不低于fesio4的熔點溫度(1173℃),是減少紅色氧化鐵皮的最佳途徑。內容導讀
板坯質量和工藝對熱軋板卷冷彎性能的影響 板坯質量和工藝對熱軋板卷冷彎性能的影響
格式:pdf
大小:193KB
頁數:未知
4.5
導致熱軋板卷冷彎開裂的原因很多。針對梅山熱軋板廠軋機的現狀和特點,對采用的不同鋼廠的板坯進行了對比試驗。得出嚴格控制化學成分及優化軋制和冷卻工藝,可提高熱軋板卷的冷彎性能。
熱軋板卷中心帶狀組織分析 熱軋板卷中心帶狀組織分析
格式:pdf
大小:810KB
頁數:5P
4.6
采用光學顯微鏡及透射電鏡對熱軋板卷的微觀組織進行了觀察,并利用電子探針對微觀化學成分分布進行了分析,結果表明:中心帶狀組織是由鐵索體及珠光體組成的,珠光體層片平均間距約為0.06-0.1μm,而且指出,熱軋碳鋼的帶狀微觀組織和錳及硅在該組織中的偏析有關.基于相變動力學理論的模擬結果表明:奧氏體熱力學穩定性隨著mn的增加而增加,同時鐵素體的生長速率降低.由于mn在鐵素體和珠光體邊界處的富集、析出,使溶質擴散越發困難,導致奧氏體的分解.由于在鋼中加入mn降低了奧氏體的活性,有利于非平衡相的形成,如珠光體的退化.討論了熱軋板卷中帶狀組織的成因.
CSP流程薄板坯及熱軋板卷氧化皮組織演變精華文檔
熱軋生產線生產熱軋板卷的板型改善研究 熱軋生產線生產熱軋板卷的板型改善研究
格式:pdf
大小:74KB
頁數:未知
4.4
文章全面分析當前熱軋生產線生產熱軋板卷的板型構造,深入研究軋后板形和橫向厚差、板形控制等技術上的精準參數,從而更好地實現板形控制技術。
日本熱軋板卷冷軋薄板今年出口亞洲價格鎖定 日本熱軋板卷冷軋薄板今年出口亞洲價格鎖定
格式:pdf
大小:45KB
頁數:1P
4.6
據海外媒體報道,日本聯合鋼廠把今年一季度出口到亞洲其他國家的熱軋板卷的價格鎖定為600美元/噸(fob),談判已于去年12月份最后一周開始,談判細節目前還未做最后決定。
薄板坯連鑄連軋(7)—馬鋼CSP
格式:pdf
大小:329KB
頁數:7P
4.8
薄板坯連鑄連軋(7)—馬鋼csp http://www.***.***2006-12-19 馬鋼的薄板坯連鑄連軋生產線采用了德國sms-demag集團的csp薄板坯連鑄連軋技 術,年設計生產熱軋板卷200萬噸。 馬鋼csp產品品種 馬鋼csp設計的產品大綱:產品規格為:厚度0.8~12.7mm(其中≤2.omm的 占總產量的25%以上);寬度900~1600mm。生產的主要品種有:碳素結構鋼、優質 碳素結構鋼、地合金高強度結構鋼、汽車結構鋼、高耐候結構鋼、管線鋼和超低 碳鋼。其中熱軋產品的70~80%作為冷軋原料。產品中碳素結構鋼(代表鋼號 q195~q235)占總量的約50%以上,優質碳素結構鋼(代表鋼號08、08al、10~35 號鋼)約占20%,低合金高強度結構鋼(代表鋼號q345~q460)約占10%,汽車結 構
薄板坯連鑄連軋(2)—珠鋼CSP
格式:pdf
大小:17KB
頁數:6P
4.4
薄板坯連鑄連軋(2)—珠鋼csp http://www.***.***2006-12-19 珠鋼是國內擁有第1條采用短流程工藝生產熱軋薄板生產線的企業。總的生產規 模為160~180萬t/a熱帶材。分兩期建設,第一期設計能力約為80萬t/a。該 生產線于1999年8月下旬正式投產,一期配備了公稱容量為150t的電弧爐和lf 爐;一臺薄板坯連鑄機;一條直通式輥底爐;一條熱連軋線。該廠的電爐csp流 程生產線具有顯著特點,其工藝技術能特別經濟地生產熱軋帶鋼,經濟效益高,投 資費用比采用普通工藝的設備低得多。eaf-lf-csp生產線的生產周期短,從投料 冶煉開始到最終成品,整個周期時間只需2.5h,這是傳統生產工藝無法比擬的。珠 鋼csp生產線自動化水平高,6機架精軋機組具有高精度的自動化控制系統,板形好 、厚差小、適宜
CSP流程薄板坯及熱軋板卷氧化皮組織演變最新文檔
熱軋板卷不良卷形的控制 熱軋板卷不良卷形的控制
格式:pdf
大小:125KB
頁數:4P
4.6
針對梅山熱軋板卷的各種不良卷形,從設備和操作兩方面分析了原因及對策,通過對設備參數、控制系統、工藝的一系列改進,使得卷形質量得到了很好控制。
CSP熱軋鋼板氧化皮與表面粗糙度的研究 CSP熱軋鋼板氧化皮與表面粗糙度的研究
格式:pdf
大小:1.2MB
頁數:4P
4.6
在實驗室對不同工藝不同厚度的csp熱軋鋼板進行了酸洗速度、表面粗糙度、氧化皮厚度與組成等一系列實驗,與傳統熱軋鋼板進行了對比。研究發現,csp生產的鋼板的氧化皮組成與傳統熱軋板接近,但氧化皮厚度、酸洗后鋼板表面粗糙度均大于傳統熱軋鋼板,酸洗速度快于傳統鋼板。
2003年的熱軋板卷市場 2003年的熱軋板卷市場
格式:pdf
大小:236KB
頁數:1P
4.3
有關人士對2003年熱軋板卷市場發展的有利和不利因素做了預測:1.有利因素:(1)世界經濟繼續趨好,我國的宏觀經濟形勢也將繼續穩定發展。聯合國發布的全球經濟預測報告認為,2003年全球經濟增長率將為2.9%,比2002年高1.2個百分點,美國、日本、歐盟的經濟發展將趨于好轉。我國有關部門也預測,2003年我國的gdp將增長8%以上;(2)“西氣東輸”、“南水北調”、“西電東送”、奧運工程等大型工程的建設,將繼續支撐
熱軋板卷薄規格生產技術研究與應用 熱軋板卷薄規格生產技術研究與應用
格式:pdf
大小:106KB
頁數:未知
4.8
本文主要從制約唐鋼連鑄連軋超薄熱帶生產線生產薄規格板材的因素出發,著重介紹了超薄熱帶生產線近年來穩定薄規格帶鋼生產,提高薄規格產品產量所采取的主要措施及取得的效果。
熱軋生產線生產熱軋板卷的版型改善研究 熱軋生產線生產熱軋板卷的版型改善研究
格式:pdf
大小:172KB
頁數:1P
4.4
近年來,我國已成為熱軋板卷生產量最大的國家,也是熱軋板卷最大的消費國以及出口國。截止到2013年,我國熱軋板卷的實際產量已突破1.91噸,這也為鋼鐵行業的快速發展提供重要的原料支撐。但由于我國熱軋板卷的版型一直難以得到改善,這在一定程度上影響著熱軋生產線的加工效率。因此,本文對熱軋板卷板型的改善策略進行深入探討,旨在為熱軋板卷加工廠提供參考。
熱軋板卷市場價格大幅下跌 熱軋板卷市場價格大幅下跌
格式:pdf
大小:82KB
頁數:未知
4.6
近日國內熱軋板卷市場價格下跌速度進一步加快。鋼之家網站重點監測的市場數據顯示,10月19日,國內28個主要市場2.75mm和5.75mm熱軋板卷市場主流平均成交價分別為4577元/噸和4408元/噸,較9月30日分別下跌216元/噸和256元/噸。
近期熱軋板卷價格走勢預測 近期熱軋板卷價格走勢預測
格式:pdf
大小:16KB
頁數:未知
4.7
<正>目前,國內多數人士認為2010年鐵礦石長期協議至少上漲20%,主因仍是三大礦山的壟斷局面沒有打破,供求關系的主動權仍在供方,力拓等巨頭加緊了對海運市場的操控。必和必拓與力拓在海運市場上大量租船,
CSP流程薄板坯及熱軋板卷氧化皮組織演變相關
文輯推薦
知識推薦
百科推薦


職位:副總監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


