

20MM的鋼板不開坡口埋弧焊工藝研究
格式:pdf
大小:7KB
頁數(shù):2P
人氣 :51
 4.4
4.4
摘要:通過埋弧焊焊接中厚板開坡口與不開坡口焊接的工藝比較,了解到在中厚板埋弧焊不 開坡口焊接不僅給我們節(jié)省很多加工工序, 還能讓企業(yè)節(jié)省成本。 研究不開坡口埋弧焊工藝, 提高焊接質量和焊接效率, 推廣此種技術在中厚板領域的應用。 20mm的鋼板在不開坡口的情 況下進行埋弧焊焊接,電流對焊縫質量的影響;對與不同厚度的板材的焊接工藝參數(shù)也是不 一樣的,在焊接 20mm的碳鋼,在選擇第一層焊接電流上時為 690-710a ,第二層時焊接電流 為 740-760a 。 關鍵詞:埋弧焊;不開坡口;焊接工藝;最優(yōu)參數(shù) 中圖分類號: tg44 文獻標識碼: a 文章編號: 1006-4311(2016)07-0152-03 0 引言 在埋弧焊運用過程中,埋弧焊開破口焊接現(xiàn)在主要存在的不足之處是埋弧焊在焊接過程 中使用的焊劑比較多,帶來的焊接成本就高很多,在焊接效率上不是太高。埋弧焊不開坡口 焊接可以



20g鋼板厚20mm埋弧自動焊焊接工藝評定
格式:pdf
大小:179KB
頁數(shù):8P
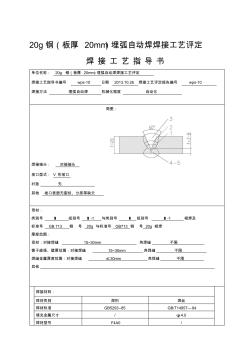
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書 單位名稱:20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書編號wps-10日期2013.10.26焊接工藝評定報告編號wps-10 焊接方法埋弧自動焊機械化程度自動化 簡圖: 焊接接頭:對接接頭 坡口型式:v形坡口 襯墊無 其他坡口表面無裂紋、分層等缺欠 母材: 類別號ⅰ組別號ⅰ-1與類別號ⅰ組別號ⅰ-1相焊及 標準號gb713鋼號20g與標準號gb713鋼號20g相焊 厚度范圍: 母材:對接焊縫15~30mm角焊縫不限 管子直徑、壁厚范圍:對接焊縫15~30mm角焊縫不限 焊縫金屬厚度范圍:對接焊縫≤30mm角焊縫不限 其他 焊接材料: 焊材類別焊劑焊絲 焊材標準gb5293--85gb/t1
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定
格式:pdf
大小:179KB
頁數(shù):8P
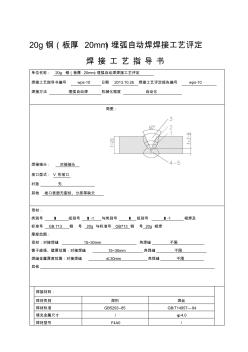
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書 單位名稱:20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書編號wps-10日期2013.10.26焊接工藝評定報告編號wps-10 焊接方法埋弧自動焊機械化程度自動化 簡圖: 焊接接頭:對接接頭 坡口型式:v形坡口 襯墊無 其他坡口表面無裂紋、分層等缺欠 母材: 類別號ⅰ組別號ⅰ-1與類別號ⅰ組別號ⅰ-1相焊及 標準號gb713鋼號20g與標準號gb713鋼號20g相焊 厚度范圍: 母材:對接焊縫15~30mm角焊縫不限 管子直徑、壁厚范圍:對接焊縫15~30mm角焊縫不限 焊縫金屬厚度范圍:對接焊縫≤30mm角焊縫不限 其他 焊接材料: 焊材類別焊劑焊絲 焊材標準gb5293--85gb/t1
編輯推薦下載
20鋼(板厚20mm)埋弧自動焊焊接工藝評定 (2)
格式:pdf
大小:179KB
頁數(shù):8P
4.3
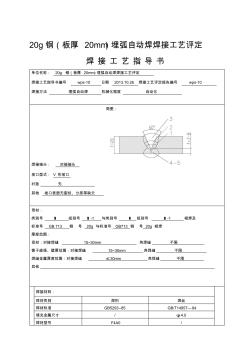
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書 單位名稱:20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書編號wps-10日期2013.10.26焊接工藝評定報告編號wps-10 焊接方法埋弧自動焊機械化程度自動化 簡圖: 焊接接頭:對接接頭 坡口型式:v形坡口 襯墊無 其他坡口表面無裂紋、分層等缺欠 母材: 類別號ⅰ組別號ⅰ-1與類別號ⅰ組別號ⅰ-1相焊及 標準號gb713鋼號20g與標準號gb713鋼號20g相焊 厚度范圍: 母材:對接焊縫15~30mm角焊縫不限 管子直徑、壁厚范圍:對接焊縫15~30mm角焊縫不限 焊縫金屬厚度范圍:對接焊縫≤30mm角焊縫不限 其他 焊接材料: 焊材類別焊劑焊絲 焊材標準gb5293--85gb/t1

20鋼(板厚20mm)埋弧自動焊焊接工藝評定
格式:pdf
大小:179KB
頁數(shù):8P
4.3
20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書 單位名稱:20g鋼(板厚20mm)埋弧自動焊焊接工藝評定 焊接工藝指導書編號wps-10日期2013.10.26焊接工藝評定報告編號wps-10 焊接方法埋弧自動焊機械化程度自動化 簡圖: 焊接接頭:對接接頭 坡口型式:v形坡口 襯墊無 其他坡口表面無裂紋、分層等缺欠 母材: 類別號ⅰ組別號ⅰ-1與類別號ⅰ組別號ⅰ-1相焊及 標準號gb713鋼號20g與標準號gb713鋼號20g相焊 厚度范圍: 母材:對接焊縫15~30mm角焊縫不限 管子直徑、壁厚范圍:對接焊縫15~30mm角焊縫不限 焊縫金屬厚度范圍:對接焊縫≤30mm角焊縫不限 其他 焊接材料: 焊材類別焊劑焊絲 焊材標準gb5293--85gb/t1
20MM鋼板不開坡口埋弧焊工藝熱門文檔

鋼板無坡口雙面自動埋弧焊對接焊接工藝
格式:pdf
大小:98KB
頁數(shù):5P
4.5
鋼板無坡口雙面自動埋弧焊對接 試驗計劃書 編制: 審核: 批準: 2 內容 焊接工藝認可試驗計劃書.........................................................................................................1 1.范圍...........................................................................................................................................3 1.1焊接方法..................................................................................

Q235B鋼板20mm四切原平板
格式:pdf
大小:18KB
頁數(shù):1P
4.8
q235b鋼板四切原平板中厚板 碳鋼:20#、35#、45#、20mn、30mn、35mn、40mn、45mn、50mn、q235b/c/d 低合金:q345b/c/d/e 合金鋼:20mn2、30mn2、35mn2、40mn2、45mn2、50mn、20cr、40cr、15crmo、20crmo、 30crmo、35crmo、42crmo 高強板:q390b/c/d/e、q420b/c/d/e、q460b/c/d/e、q550b/c/d/e、q620c/d/e、q690c/d/e、 q890c/d/e 耐磨板:nm360、nm400、nm500 耐候鋼板:q235nh、q345nh、q295nh、q295gnh、q355gnh 【山東寶雷鋼鐵】0635-8887186135_6129_1801 【寶雷鋼鐵45#鋼板規(guī)格】 材質規(guī)格理論重量產(chǎn)地
NM360耐磨鋼板20mm
格式:pdf
大小:17KB
頁數(shù):1P
4.7
nm360耐磨鋼板 熱軋鋼板材質:20#、35#、45#、q235b/c/d、q345b/c/d/e、20cr、40cr、15crmo、20crmo 35crmo、42crmo、27simn、65mn、20mn、30mn、35mn、40mn、45mn、50mn 分類:熱軋卷板、熱軋原平板、冷軋卷板、冷軋盒板 【山東寶雷鋼鐵】0635-8887186135_6129_1801 【寶雷鋼鐵nm360鋼板規(guī)格】 材質規(guī)格理論重量產(chǎn)地 nm3606*2200*7900-11900厚度*寬度*長度*7.85安鋼四切 nm3608*2200*9900-11850厚度*寬度*長度*7.85安鋼四切 nm36010*2200*9100-12100厚度*寬度*長度*7.85安鋼四切 nm36012*2200*9800-11500厚度*寬度*
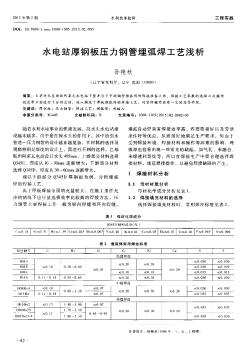
水電站厚鋼板壓力鋼管埋弧焊工藝淺析
格式:pdf
大小:188KB
頁數(shù):3P
4.8
文章對巴基斯坦阿萊瓦水電站下豎井與下平洞鋼管埋弧焊的焊接準備工作、焊接工藝參數(shù)的選擇以及操作規(guī)范等方面進行了分析總結,深入闡述了厚板埋弧焊的焊接工藝,對實際操作具有一定的指導作用。
 拱形箱型鋼結構埋弧焊工藝研究
拱形箱型鋼結構埋弧焊工藝研究 拱形箱型鋼結構埋弧焊工藝研究
格式:pdf
大小:1.1MB
頁數(shù):4P
4.6
為實現(xiàn)大型拱形箱型鋼結構的裝配焊接,開發(fā)了一種工裝。采用該工裝進行埋弧焊接,并研究焊接工藝及焊接變形情況。結果顯示:當焊槍傾斜角θ為7°~10°時,可減小焊縫根部出現(xiàn)未焊透的幾率。另外,對箱型結構一側的兩條焊縫沿同一方向同時焊接,焊后翻轉,再對另一側的兩條焊縫沿相同方向同時焊接,測量發(fā)現(xiàn),上、下兩側的焊縫在橫向同時發(fā)生了收縮,收縮量2~4mm,在豎直方向幾乎沒有變化,兩條對角線尺寸相差不超過2mm。在上述工裝及工藝下施焊,焊接變形可得到控制,滿足工程使用要求。
20MM鋼板不開坡口埋弧焊工藝精華文檔

板厚為20mm,接頭為對接的16MnR鋼的焊接工藝
格式:pdf
大小:141KB
頁數(shù):6P
4.7
板厚為20mm,接頭為對接的16mnr鋼的埋弧焊焊接工藝 班級:xxxxx 姓名:xxxx 學號:xxxx 一、16mnr的化學成分及性能 二、16mnr的焊接性 三、焊接方法的選擇 四、焊前準備 五、焊接材料 六、工藝參數(shù)的制訂 七、焊機的選擇 八、焊縫檢查 16mnr的化學成分及性能 σs∕mpaσb∕mpaδ(%)akv∕j/cm 340450-65519-21≥31 16mnr的化學成分及性能 csimnps ≤0.200.20-0.551.2-1.6 ≤0.30≤0.20 16mnr的焊接性 16mnr鋼是q345級的低合金高強度結構用鋼,是生產(chǎn)中應用最廣的鋼材料。它只比q235 號鋼多加入約1%的mn,屈服強度卻提高了40%~50%,而且冶煉、加工性能和焊接性能都 較好,常見交貨狀態(tài)為熱軋或正火,
Q345鋼的埋弧焊工藝及性能研究 Q345鋼的埋弧焊工藝及性能研究
格式:pdf
大小:396KB
頁數(shù):2P
4.4
以大型工字鋼為例,探討了q345鋼采用埋弧焊焊接時的工藝問題。結果表明,當采用合理的工藝參數(shù)和焊接順序時,可有效防止焊件變形和裂紋產(chǎn)生;通過力學性能試驗和顯微組織分析,得知焊接接頭的強度高于母材,塑性、韌性低于母材。
鋼結構埋弧焊通用工藝
格式:pdf
大小:598KB
頁數(shù):21P
4.4
第1頁共21頁 鋼結構作業(yè)文件 文件編號: 版本號/修改次數(shù): 埋弧焊焊接通用工藝 受控狀態(tài): 發(fā)放序號: 發(fā)布日期:2017.05.27實施日期:2017.05.29 工藝編寫 編寫 審核 批準 第2頁共21頁 本標準所引用的技術規(guī)范與標準分為“執(zhí)行技術規(guī)范與標準”和“參考技術規(guī)范與標準” 兩部分。 2.1執(zhí)行技術規(guī)范與標準 2.1.1gb50205-2002《鋼結構工程施工及驗收規(guī)范》 2.1.2gb986-88《埋弧焊焊縫坡口的基本形式和尺寸》 2.1.3jgj81-2002《建筑鋼結構焊接技術規(guī)程》 2.1.4gb50205-2001《鋼結構工程施工質量驗收規(guī)范》 2.1.5gb5293《碳素鋼埋弧焊用焊劑》
不銹鋼復合鋼板基層采用埋弧焊的焊接坡口設計 不銹鋼復合鋼板基層采用埋弧焊的焊接坡口設計
格式:pdf
大小:98KB
頁數(shù):2P
4.5
不銹鋼復合鋼板焊接坡口不同于普通碳鋼或低合金鋼,設計科學實用、經(jīng)濟合理的焊接坡口對不銹鋼復合鋼板焊接尤為重要。以往不銹鋼復合鋼板焊接坡口形式主要是為采用手工電弧焊焊接基層而設計的。采用埋弧自動焊焊接基層,應專門設計焊接坡口形式。
20MM鋼板不開坡口埋弧焊工藝最新文檔
 雙絲埋弧焊工藝及焊接接頭性能研究
雙絲埋弧焊工藝及焊接接頭性能研究 雙絲埋弧焊工藝及焊接接頭性能研究
格式:pdf
大小:709KB
頁數(shù):5P
4.6
采用雙絲和單絲埋弧焊方法進行焊接試驗,比較了雙絲和單絲埋弧焊條件下焊絲金屬的熔敷率,從焊接接頭斷面、接頭金相組織以及接頭力學性能等方面進行了分析。結果表明,采用雙絲埋弧焊工藝使焊接效率提高,焊縫熔深增加、熔寬增大,熱影響區(qū)金屬的成分偏析現(xiàn)象減弱,接頭性能滿足技術要求,但焊縫區(qū)有時會產(chǎn)生魏氏組織,使焊縫區(qū)金屬的沖擊韌度降低。
410S鋼板焊劑帶約束電弧對接焊工藝試驗 410S鋼板焊劑帶約束電弧對接焊工藝試驗
格式:pdf
大小:325KB
頁數(shù):4P
4.5
410s不銹鋼對焊接熱輸入敏感,會出現(xiàn)接頭脆化現(xiàn)象。本文采用焊劑帶約束電弧焊接方法,對410s熱軋板進行自動化焊接試驗,實現(xiàn)單面焊雙面成形,并通過試驗得出焊接工藝參數(shù);haz粗晶區(qū)晶粒長大明顯,硬度低,但是這種焊接方法熱輸入小,約為0.5kj/mm,熱影響區(qū)寬度窄,約為1.0mm,接頭抗拉強度不低于母材;haz組織為鐵素體+馬氏體,焊縫組織為鐵素體+奧氏體,晶粒度為6~7級,強度高。
埋弧焊通用工藝
格式:pdf
大小:526KB
頁數(shù):15P
4.3
埋弧自動焊 通 用 焊 接 工 藝 目錄 1、埋弧焊工藝的內容和編制 2、焊接工藝參數(shù)的影響及選擇 3、埋弧焊技術 4、埋弧焊的常見缺陷及防止方法 5、焊接及注意事項 6、埋弧焊機安全規(guī)程 7、焊接危險點危險源辯識、評價及控制對策表 一、埋弧焊工藝的內容和編制 1、埋弧焊工藝的主要內容 焊接工藝方法的選擇、焊接工藝裝備的選用、焊接坡口的設計、焊接材料的 選定、焊接工藝參數(shù)的制定、焊件組裝工藝編制、操作技術參數(shù)及焊接過程控制 技術參數(shù)的制定、焊縫缺陷的檢查方法及修補技術的制定、焊前預處理與焊后熱 處理技術的制定等內容。 2、編制焊接工藝的原則和依據(jù) 原則:符合焊件技術條件或標準的規(guī)定、最大限度地降低生產(chǎn)成本。 依據(jù)是焊件材料的牌號和規(guī)格,焊件的形狀和結構,焊接位置以及對焊接接 頭性能的技術要求等。 二、焊接工藝參數(shù)的影響及選擇 1、焊接工藝參數(shù)對焊縫質量的影響 表
316L不銹鋼薄板埋弧焊工藝 316L不銹鋼薄板埋弧焊工藝
格式:pdf
大小:392KB
頁數(shù):3P
4.6
論述了316l不銹鋼的焊接性。選用er316l焊絲配用sj601焊劑,進行了316l薄板埋弧焊的焊接工藝評定試驗。用經(jīng)過評定合格的saw工藝,對厚度分別為6mm和5mm的316lma水解塔的縱焊縫和環(huán)焊縫進行施焊。焊后依據(jù)jb/t4730.2—2005標準進行了rt檢驗,其一次合格率為100%。
薄壁不銹鋼容器不開坡口雙槍氬弧焊工藝 薄壁不銹鋼容器不開坡口雙槍氬弧焊工藝
格式:pdf
大小:96KB
頁數(shù):2P
4.6
大型薄壁不銹鋼容器的焊接若采用開坡口單面氬弧焊,不僅焊接變形較大,且需專門的背氣保護;若采用手工電弧焊,背面還需清根,不僅變形較大,還費時費力。不開坡口的雙槍氬弧焊技術不僅能夠減小焊接變形,提高生產(chǎn)效率,且容易上手。該技術焊接效率高、質量穩(wěn)定,因此在生產(chǎn)中得到廣泛應用。
鋁板的不開坡口雙面焊 鋁板的不開坡口雙面焊
格式:pdf
大小:412KB
頁數(shù):未知
4.5
我廠引進法國mg公司fa4系列高壓開關,它的外殼是以鋁代鐵,由于鋁的焊接在我廠僅剛開始,特別對于中厚板14mm~60mm板的焊接,又缺乏自動與半自動氬弧焊機。我們根據(jù)工廠現(xiàn)有設備,利用二臺手工鎢極氬弧焊機,創(chuàng)造了一種新的鋁焊接方法,即“不開坡口的雙人雙面焊接法”。適用于6mm~16mm鋁及鋁合金的立焊。此法用于圓罐的環(huán)縫焊接,也適用球罐的制造。本文主要敘述lf_(11)鋁合金板雙人立焊工藝。
X80鋼級φ1016 mm×18.4 mm直縫埋弧焊管研制 X80鋼級φ1016 mm×18.4 mm直縫埋弧焊管研制
格式:pdf
大小:1.0MB
頁數(shù):6P
4.7
介紹了x80鋼級φ1016mm×18.4mm直縫埋孤焊管的研制過程,鋼板和鋼管的外觀、幾何尺寸、理化性能和無損探傷實物質量,鋼板、鋼管擴徑前后幾何尺寸和理化性能的變化。與歐洲鋼管公司類似產(chǎn)品實物質量指標進行了對比,對相應鋼板和鋼管標準提出了改進建議。產(chǎn)品已通過中國石油天然氣集團公司和中國鋼鐵協(xié)會的鑒定,具備工業(yè)生產(chǎn)能力。

埋弧焊焊接工藝
格式:pdf
大小:3.5MB
頁數(shù):33P
4.5
1.3埋弧焊工藝參數(shù)及焊接技術 影響焊縫形狀、性能的因素 弧焊主要適用于平焊位置焊接,如果采用一定工裝輔具也可以實現(xiàn)角焊和橫焊位置的焊接。埋弧焊時影響焊 和性能的因素主要是焊接工藝參數(shù)、工藝條件等。本節(jié)主要討論平焊位置的情況。 焊接工藝參數(shù)的影響影響埋弧焊焊縫形狀和尺寸的焊接工藝參數(shù)有焊接電流、電弧電壓、焊接速度和焊 等。 )焊接電流當其他條件不變時,增加焊接電流對焊縫熔深的影響(如圖1所示),無論是y形坡口還是i形 正常焊接條件下,熔深與焊接電流變化成正比,即狀的影響,如圖2所示。電流小,熔深淺,余高和寬度不 流過大,熔深大,余高過大,易產(chǎn)生高溫裂紋。 圖1焊接電流與熔深的關系(φ4.8mm) 圖2焊接電流對焊縫斷面形狀的影響 a)i形接頭b)y形接頭 )電弧電壓電弧電壓和電弧長度成正比,在相同的電弧電壓和焊接電流時,如果選用的焊劑不
三絲埋弧焊工藝在薄壁小口徑直縫鋼管焊接中的應用 三絲埋弧焊工藝在薄壁小口徑直縫鋼管焊接中的應用
格式:pdf
大小:154KB
頁數(shù):3P
4.5
基于薄壁小口徑直縫焊管生產(chǎn)的需要,分析了三絲埋弧焊的原理及特點,確定了焊接電流配置方式,焊絲空間排布方式,各焊絲直徑大小的組合,焊劑品種的選用以及焊接電流、電弧電壓、焊接速度等工藝參數(shù)。
20MM鋼板不開坡口埋弧焊工藝相關
文輯推薦
知識推薦
百科推薦


職位:甲級環(huán)境影響評價師
擅長專業(yè):土建 安裝 裝飾 市政 園林


