





格式:pdf
大小:200KB
頁數:
在圓木開板自動生產線的電氣控制系統中,PLC是生產線的主控器件,為了達到生產線的性能要求,采用通過PLC控制直流電機控制器和旋轉編碼器等設備,來控制各個部件運轉,實現全線的手動、自動運行及高精度數字控制的方案。同時利用圖形操作終端方便操作人員的操作,完善自動生產線的功能。
格式:pdf
大小:777KB
頁數: 6頁
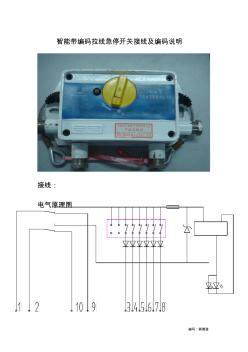
編寫:郭德道 智能帶編碼拉線急停開關接線及編碼說明 接線: 電氣原理圖 拉線 急 停開 關 宜使 用 10 芯或 8 芯電 纜 連 接,建 議 使 用 MHYVRP4*2*0.75 型通訊電纜。 電源 24V 接 1 號線,0V 接 2 號線,3、4、5、6、7、8 號線對應 3、 4、5、6、7、8 撥碼,同時對應拉線編碼 1、拉線編碼 2、拉線編碼 3、拉線編碼 4、拉線編碼(辨識碼) 5、拉線編碼(辨識碼) 6。 9號線輸出 24V,接下一臺的 1 號線, 10 號線輸出 0V,接下一臺的 2號線。 各臺拉線急停開關的 3、4、5、6、7、8 號線并聯,即電纜 3、4、5、 6、7、8號線分別對應每一臺拉線開關的 3、4、5、6、7、8 號端子。 編碼: 編寫:郭德道 ON OF 1 2 3 4 5 6 7 8 編寫:郭德道 編碼須配合 PLC 程序使用,采用 8421 編碼方式
熱門知識
漲停開板-
話題: 造價軟件chutao123456
精華知識
漲停開板-
話題: 地產家居hahaazhuzhu
最新知識
漲停開板-
話題: 工程造價yachong001
-
話題: 造價軟件zyp174194831
相關問答
漲停開板-
話題: 路橋市政zds19860804
漲停開板相關專題
- 卡箍的量是怎么算出來的
- 卡箍工程量問題
- 卡箍件的計算問題
- 卡箍如何計算
- 卡箍與法蘭有何區別
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么檢驗批
- 卡套接頭的選用標準
- 卡箍連接管道
- 卡簧鉗的型號是多少
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 定征復合板材粘接層性質的非線性超聲蘭姆波方法
- 以污泥、建筑垃圾為基料制備高強輕質發泡環保陶瓷板
- 招投標書—轉輪除濕機方案概述技術標商務標標書模板
- 以杉木積成材為芯板的新型細木工板的動態熱機械分析
- 影響方管柱H型鋼梁隔板貫通式節點承載力的參數分析
- 中國水泥溝蓋板市場發展及投資前景報告
- 中國亞克力板行業市場前景分析預測年度報告(目錄)
- 云南紅河3層板式建筑食堂62#-食堂工程造價指標
- 制水泥樓板市場現狀調研及發展前景分析報告(目錄)
- 正火對16Mn熱軋鋼板斷裂韌度J_(ⅠC)的影響
- 影響我國公路橋梁板式橡膠支座質量的因素及應對措施
- 中厚板生產線升級改造設備中心線基準的測量方法
- 中國綠色建材產業發展聯盟綠色板材與工程專委會
- 中國紙面石膏板產業市場現狀及投資分析報告
- 中厚鋼板剪切端面黑線成因分析及其對質量的影響評估
- 中國移動板房行業市場前景分析預測年度報告(目錄)