





格式:pdf
大小:178KB
頁數: 2頁
我廠500噸銅系催化劑生產線的關鍵設備25型壓片機沖釘沖模在使用初期故障頻繁,消耗高,平均每32小時就要更換一套沖釘沖模,運轉率僅為55%,不僅嚴重影響產品的產量和質量,而且提高了產品成本。改造沖釘沖模,延長其使用壽命,是迫切需要解決的問題。由于影響沖釘沖模可靠性的因素較多,難以入手,故應用價值工程來指導此項改造。一、功能分析首先列出沖釘沖模的全部功能,然后逐個明確功能之間的相互關系,畫出功能系統圖。
格式:pdf
大小:49KB
頁數: 2頁
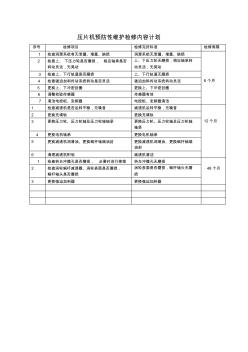
壓片機預防性維護檢修內容計劃 序號 檢修項目 檢修完好標準 檢修周期 1 檢查潤滑系統有無泄漏、堵塞、缺損 潤滑系統無泄漏、堵塞、缺損 6 個月 2 檢查上、 下壓力輪是否磨損, 相應軸承是否 轉動靈活,無晃動 上、下壓力輪無磨損,相應軸承轉 動靈活,無晃動 3 檢查上、下行軌道是否磨損 上、下行軌道無磨損 4 檢查強迫加料傳動系統轉動是否靈活 強迫加料傳動系統轉動靈活 5 更換上、下沖密封圈 更換上、下沖密封圈 6 調整校驗傳感器 傳感器有效 7 清潔電控柜、變頻器 電控柜、變頻器清潔 1 檢查減速機是否運轉平穩,無噪音 減速機運轉平穩,無噪音 12個月 2 更換充填軌 更換充填軌 3 更換壓力輪、壓力輪軸及壓力輪軸軸承 更換壓力輪、壓力輪軸及壓力輪軸 軸承 4 更換電機軸承 更換電機軸承 5 更換減速機潤滑油、更換蝸桿軸端油封 更換減速機潤滑油、更換蝸桿軸端 油封 6 清理減速機積垢
熱門知識
壓片機-
話題: 工程造價zooks85373
精華知識
壓片機-
話題: 工程造價0078lcchen
-
話題: 工程造價zpl1990124
最新知識
壓片機相關問答
壓片機壓片機相關專題
- 玉米壓片機占地面積多大
- 制藥壓片機
- 壓片機招標文件
- 旋轉壓片機
- 壓片工藝
- 壓片機
- 廣告板壓片機
- 花籃式壓片機價格
- 花籃式壓片機
- 花籃式壓片機廠家
- 價值工程在壓片機沖釘沖模改造中的應用
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 電氣工程及其自動化特色專業建設探索
- 分形DGS單元結構設計及其在微帶電路中的應用
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 預制砌塊(磚、石)擋土墻工程砌體施工安全技術交底
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 引嫩工程擴建區土壤水鹽動態與防治土壤鹽堿措施
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 中國工程圖學學會成立工程與制造系統集成化分會
- 中國吹制玻璃行業市場前景分析預測年度報告(目錄)
- 可替代現有隔熱保溫材料的新型材料
- 醫院病房樓工程施工裝飾裝修工程施工控制
- 在生活中構筑自然——河南天旺園林工程有限公司剪影
- 中國機械工程學會授予材料熱處理工程師資格人員名單