




格式:pdf
大小:2.1MB
頁數: 22頁
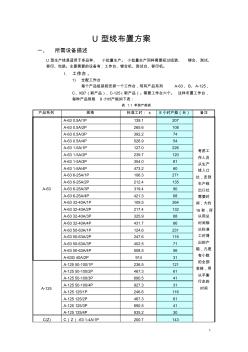
1 U 型線布置方案 一、 所需設備描述 U 型生產線是適用于多品種、 小批量生產。 小批量生產同樣需要經過組裝、 鉚合、測試、 移印、包裝。主要需要的設備有:工作臺、鉚合機、測試臺、移印機。 1. 工作臺 。 1) 全配工作臺 每個產品組裝段安排一個工作臺,現有產品系列 A-63、B、A-125、 C、XB7(新產品)、C-125(新產品)。需要工作臺六個。 這樣布置工作臺, 每種產品規格 8 小時產能如下表: 表 1.1 單裝產能表 產品系列 規格 標準工時: s 8 小時產能(臺) 備注 A-63 A-63 0.5A/1P 139.1 207 考慮工 作人員 從生產 線入口 處,走到 生產線 出口處 需要時 間,大約 16秒,所 以用總 時間除 以標準 工時得 出的產 能,凡是 有小數 的全部 舍掉,用 以平衡 行走的 時間 A-63 0.5A/2P 265.6 108 A-
格式:pdf
大小:4.5MB
頁數: 15頁
銅及銅合金 管棒型線材產品缺陷 1 范圍 本標準規定了銅及銅合金管棒型線材中常見缺陷的定義及特征,分析了產生的主要原因,并給 出部分典型圖片。 本標準適用于銅及銅合金管棒型線材缺陷的分析與判定。 2 缺陷定義、特征、產生原因、典型圖片。 2.1過熱與過燒 2.1.1 定義及特征 金屬在加熱或加工過程中, 由于溫度高、 時間長,導致組織及晶粒粗大現象稱為過熱; 嚴重過熱, 晶間局部低熔點組元熔化或晶界弱化現象稱為過燒。 過熱后管棒材表面出現麻點、桔皮、晶粒粗大、塑性下降;過燒管棒材表面粗糙,擠制后出現 晶界裂紋,頭部開花、張口裂或裂成碎塊。開裂部位能看到粗大枝晶和熔化的痕跡,顯微組織中出 現晶界加粗,熔化空洞或共晶球,熔化的液相網等。 2.1.2 產生原因 ①加熱溫度高、時間長或者局部長時間處于高溫源處 ②熱擠終了溫度過高或者在高溫區停留時間長。 ③合金中存在低熔點組元或低熔點夾雜較多。
熱門知識
型線-
話題: 裝修工程simonronaldo
-
話題: 造價軟件ZENGXIFU007
精華知識
型線-
話題: 裝修工程xinshi1218
-
話題: 地產家居shenjian119
-
話題: 工程造價victor866290
-
話題: 路橋市政tanghanjian
最新知識
型線-
話題: 室內設計assure2012
相關問答
型線-
話題: 地產家居sunnyppskd
-
話題: 造價軟件sjbag627815
型線相關專題
- 開關燈電線怎么裝圖
- 開關插座如何合理布線
- 開關插座一體線怎么算
- 開關的線是三根2.5的線
- 開關面板怎么接線
- 開關和電線管問題
- 開關是控制火線還是零線的
- 開關為什么要接在火線上
- 開關怎么連接電線
- 開關引下線問題
- 新型透水襯砌在南臺子一級水電站尾水渠中的嘗試
- 新型基于熱力學法的水泵效率數學模型及應用
- 基于超磁致伸縮效應的新型液壓高速開關閥
- 云南郝家河砂巖型銅礦床地質特征與接替資源勘查成果
- 新型的低壓成套開關設備GGD型低壓配電柜
- 應用型人才培養模式下高校機電工程綜合實踐改革探索
- 定征復合板材粘接層性質的非線性超聲蘭姆波方法
- 滲透型建筑物硅橡膠防水涂料的制備工藝及其制品
- 新型貼片式戶外全彩LED顯示屏用途的顯示器件
- 圓形隧道反向曲線隧道中心線兩種偏移計算方法的比較
- 影響免蒸養(壓)粉煤灰小型空心砌塊強度指標的因素
- 張家口市中心城區污水排水管網在線監測系統設計
- 中國2010年上海世博會園區管線綜合管溝管理辦法
- 基于閉環反饋優化的IDC基礎設施造價評估模型
- 以杉木積成材為芯板的新型細木工板的動態熱機械分析
- 中國鋁業山東分公司新建20萬噸4A沸石生產線開工
- 醫院弱電系統線纜敷設及柜箱安裝施工方案與技術措施