




格式:pdf
大小:508KB
頁數: 16頁
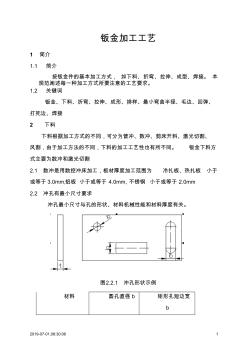
2019-07-01,08:30:06 1 鈑金加工工藝 1 簡介 1.1 簡介 按鈑金件的基本加工方式, 如下料、折彎、拉伸、成型、焊接。 本 規范闡述每一種加工方式所要注意的工藝要求。 1.2 關鍵詞 鈑金、下料、折彎、拉伸、成形、排樣、最小彎曲半徑、毛邊、回彈、 打死邊、焊接 2 下料 下料根據加工方式的不同,可分為普沖、數沖、剪床開料、激光切割、 風割,由于加工方法的不同,下料的加工工藝性也有所不同。 鈑金下料方 式主要為數沖和激光切割 2.1 數沖是用數控沖床加工,板材厚度加工范圍為 冷扎板、熱扎板 小于 或等于 3.0mm,鋁板 小于或等于 4.0mm,不銹鋼 小于或等于 2.0mm 2.2 沖孔有最小尺寸要求 沖孔最小尺寸與孔的形狀、材料機械性能和材料厚度有關。 圖2.2.1 沖孔形狀示例 材料 圓孔直徑 b 矩形孔短邊寬 b 2019-07-01,08:30:06 2

格式:pdf
大小:36KB
頁數: 4頁
4. 原材料檢驗標準 4.1 金屬材料 4.1.1 鈑材厚度及質量應符合國標,采用的鈑材需出示性能測試報告及廠商證明。 4.1.2 材料外觀:平整無銹跡,無開裂與變形。 4.1.3 尺寸:按圖紙或技術要求執行,本司未有的按現行國標執行。 4.2 通用五金件、緊固件 4.3.1 外觀:表面無繡跡、無毛刺批鋒,整批來料外觀一致性良好。 4.3.2 尺寸:按圖紙與國標要求,重要尺寸零缺陷。 4.3.2 性能:試裝配與使用性能符合產品要求。 5. 工序質量檢驗標準 5.1 沖裁檢驗標準 l 對有可能造成傷害的尖角、棱邊、粗糙要做去除毛刺處理。 l 圖紙中未明確標明之尖角(除特別注明外)均為 R1.5。 l 沖壓加工所產生的毛刺,對于門板、面板等外露可見面應無明顯凸起、凹陷、粗糙不平、 劃傷、銹蝕等缺陷。 l 毛刺:沖裁后毛刺高 L≤5%t( t 為板厚)。 l 劃傷
小鈑金加工相關專題
- 開發樓多小錢一平方
- 卡特320C一小時多少升油
- 開個小型涂料廠需要什么
- 開什么小型加工廠賺錢
- 開小型砂紙廠都需要什么
- 開小盆栽綠植店掙錢
- 開小旅店成本預算
- 開小型制釘廠要多少成本
- 開小型制磚機場掙錢
- 開一家小型螺栓加工廠
- 在書香中沉睡——“川大河畔”高尚住宅小區景觀設計
- 智能小區以太接入交換機SNMP代理設計與實現
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 影響免蒸養(壓)粉煤灰小型空心砌塊強度指標的因素
- 制定機械加工勞動定額切削用量時間標準若干問題
- 中、小跨徑鋼筋混凝土拱橋現澆支架(拱架)設計指南
- 有關水電站小開度甩負荷工況水擊壓力驟升問題
- 一體化預制泵站在小區污水泵站遷建工程中的應用
- 大跨度小橫梁、小縱梁及橋面板現澆施工移動吊架
- 有關住宅小區內道設計和施工出現的問題和原因
- 云南省年內籌資24億元確保中小學校舍安全工程建設
- 應力釋放率對超大斷面小凈距淺埋隧道的開挖影響
- 增建二線鐵路線間距偏小地段石方爆破施工工藝
- 燃燒室高度加工中在線測量系統精確性的方法
- 有關小型水庫溢洪道設計的一些問題與解決對策的思考
- 原供應處倉庫改造項目住宅小區巖土工程勘察投標文件
- 印尼/中國/聯合國工發組織將聯合舉辦小水電研討會