




格式:pdf
大小:43KB
頁數: 8頁
內外涂環氧消防專用管施工 浙江欣正管道制造有限有限公司 二 零 零 一 年 十 一 月 安 裝 技 術 規 程 1 當管道系統工作壓力不大于 1.0MPa時,應采用涂塑焊接鋼管,螺紋連接。 2 當管道系統的工作壓力大于 1.0MPa且小于 1.6MPa時,應采用涂塑螺旋焊管 法蘭連接或溝槽式連接。 3 當管道系統工作壓力大于 1.6MPa且小于 2.5MPa時,應采用涂塑無縫鋼管, 法蘭連接或溝槽式連接。 4 管徑不大于是 100mm時,宜采用螺紋連接;管徑大于 100mm宜采用法蘭或 溝槽連接。水泵房管道宜采用法蘭連接。 1 套絲應采用自動套絲機,并用潤滑油潤滑。 2 圓錐形管螺紋應符合 GB/T7306的要求,并應用標準螺紋規檢驗。 3 管端的清理加工,應采用棉回絲和毛刷清除和管紋內的油, 水和金屬切屑物。 4 管螺紋清理加工后, 應進行防腐密封處理, 宜采用 J566修復劑和聚四氟乙

格式:pdf
大小:67KB
頁數: 4頁
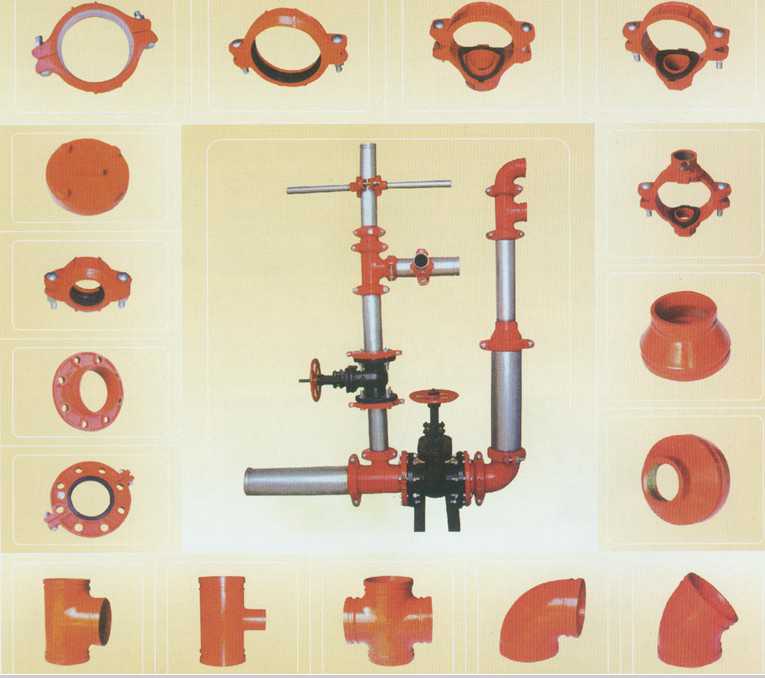
管 件 生 產 工 藝 流 程 無縫鋼制彎頭生產工藝流程(碳鋼、合金鋼) : 無縫不銹鋼冷推彎頭工藝流程: 無縫熱壓彎頭工藝流程(碳鋼、合金鋼) : 鋼制彎管加工工藝流程: 鋼制對焊彎頭生產工藝流程: 無縫熱壓三通生產工藝流程: 原材料復檢 切割下料 平 口 推制成型 整 型 盤 頭熱 處 理加工坡口成品檢驗表面處理 涂漆標識 資料確認 包裝發運 原材料復檢 切割下料 平 口 推制成型 整 型 盤 頭熱 處 理加工坡口成品檢驗表面拋光 標 識 資料確認 包裝發運酸洗鈍化 原材料復檢 切割下料 加熱壓制 整 型 盤 頭 熱 處 理加工坡口成品檢驗表面處理涂漆標識 資料確認 包裝發運 原材料復檢 選 料 上機彎制 尺寸校正 熱 處 理 加工坡口成品檢驗表面處理涂漆標識 資料確認 包裝發運 無損檢驗 原材料復檢 切割下料 壓片成型 合片點焊 焊 接 射線探傷整 型盤 頭熱處理加工坡口 表面處理
熱門知識
消防專用管件生產-
話題: 工程造價surpassing
-
話題: 工程造價liudapeng111
精華知識
消防專用管件生產-
話題: 工程造價baiyuby_0_0
-
話題: 工程造價wakeuptime

最新知識
消防專用管件生產相關問答
消防專用管件生產
消防專用管件生產相關專題
- 消防給水問題
- 消防給排水中符號
- 消防噴淋排水問題
- 消防栓給水圖里面
- 消防栓排水閥為什么會漏水
- 消防水和給排水深度問題
- 給排水、采暖、消防閥門
- 給排水和消防計價問題
- 給排水消防管問題
- 給排水消防管道
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 云南省城鎮照明工程安全生產規程(修訂征求意見稿)
- 新型貼片式戶外全彩LED顯示屏用途的顯示器件
- 招標合同工程建設招標設標合同合同條件(第2部分)
- 主要用固體工業廢渣生產硫鋁酸鹽水泥熟料的方法
- 中國鋁業山東分公司新建20萬噸4A沸石生產線開工
- 在不中斷行車條件下利用靜態爆破劑進行橋改涵的施工
- 浙江深美裝飾工程有限公司生產車間工程安全監理細則
- 彝良縣七里溝煤礦安全生產責任制及各工種崗位責任制
- 余杭某供電營業所生產營業用房工程建筑設計招標文件
- 在建工程評審制度在預拌混凝土生產計劃管理中的應用
- 中國石油天然氣股份有限公司安全生產管理暫行辦法
- 中厚板生產線升級改造設備中心線基準的測量方法
- 中國石化工程建設項目生產準備與試車管理探索與實踐
- 中國建材工程總承包國內噸位最大浮法玻璃生產線投產
- 環境工程專業生產實習環節教學實踐與總結
- 原材料和配件檢驗項目、質量要求和檢驗頻次內控標準