





格式:pdf
大小:21KB
頁數: 2頁
鋼鐵熱鍍鋅基本生產工藝規格及檢測標準 前提 待鍍件表面必須無雜質,如油漆、油膩、焊渣等都無法酸洗,去除之物,如有發現,應 在酸洗之前去除。 酸洗 (1)待鍍件在酸洗液中浸泡數水時之后,待表面無氧化層之后,從酸洗液中取出。酸液的濃度 和酸洗的時間由責任人控制。 (2)待鍍件從酸液中取出后,再在清水中浸泡 2-3 分鐘,進行清洗處理,使待鍍件表面無初酸 洗液,無任何雜質粘附手上,經責任人認定后發往涂溶劑池,如發現有氧化層還沒酸洗掉, 應立 即返酸。 涂溶劑 (1)涂溶劑為氧化鋅 -- 氯化銨合液,待鍍件經酸洗、清洗后,經有關責任人認定合格,再在涂 溶劑中浸泡 2-3 分鐘(如涂溶劑池小,使待鍍件無法浸泡的,可采用潑澆處理,但必須細致)。 (2)涂溶劑必須每個班次進行檢測,經有關責任人認定后,方可使用。 烘干: (1)烘臺上每個班下班之前必須進行清理,每個班的烘缸人員在對待鍍件上進行烘干操作前,
格式:pdf
大小:586KB
頁數: 10頁
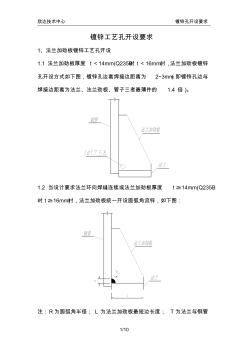
欣達技術中心 鍍鋅孔開設要求 1/10 鍍鋅工藝孔開設要求 1、法蘭加勁板鍍鋅工藝孔開設 1.1 法蘭加勁板厚度 t<14mm(Q235B時 t<16mm)時,法蘭加勁板鍍鋅 孔開設方式如下圖,鍍鋅孔邊離焊接邊距離為 2~3mm(即鍍鋅孔邊與 焊接邊距離為法蘭、法蘭勁板、管子三者最薄件的 1.4 倍)。 1.2 當設計要求法蘭環向焊縫連續或法蘭加勁板厚度 t≥14mm(Q235B 時 t≥16mm)時,法蘭加勁板統一開設圓弧角流鋅,如下圖: 注:R為圓弧角半徑; L 為法蘭加勁板最短邊長度; T為法蘭與鋼管 欣達技術中心 鍍鋅孔開設要求 2/10 的焊縫高度; t 為法蘭加勁板厚度; h 為當管壁與法蘭板兩者薄件厚 度。 當管壁與法蘭板兩者薄件厚度 h< 14mm(Q235B時 h< 16mm)時, R=25mm,其中當 R大于 L/3 時,R的取值范圍為 (T+8)≤R≤L/3。 當
熱門知識
五金鍍鋅工藝-
話題: 建筑設計dhjxfdj2006
精華知識
五金鍍鋅工藝-
話題: 地產家居linzhi3166
-
話題: 地產家居leoaikelly
最新知識
五金鍍鋅工藝-
話題: 工程造價wzjulyvalves
-
話題: 室內設計f252075237
-
話題: 地產家居lbxillidan
-
話題: 室內設計wangkunyang1
相關問答
五金鍍鋅工藝五金鍍鋅工藝相關專題
- 裝飾五金利潤多少
- 舊木箱如何裝飾五金件
- 國產門窗五金品牌有哪些
- 國內裝飾五金十大品牌
- 家裝門窗五金件品牌哪個好
- 堅朗門窗五金配件哪里有賣
- 高端門窗五金品牌有哪些
- 實木裝飾門五金
- 上懸窗五金件哪個牌子好
- 德國格烏門窗五金配件
- 應用亞溫淬火工藝解決45鋼槽型螺母淬裂問題的探索
- 中國石化北京設計院標準工藝裝置管道墊片選用規定
- 滲透型建筑物硅橡膠防水涂料的制備工藝及其制品
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 橢圓截面螺旋等通道擠壓制備超細晶材料的新工藝
- 基于CMOS工藝的二維風速傳感器的設計和測試
- 岳城水庫大副壩防滲墻塑性混凝土施工工藝及質量控制
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 無機材料工藝學課程改革探索
- 整體式拋填側向爆破施工工藝在爆破擠淤施工中的應用
- 整理裝飾裝修施工工藝與質量通病與防治措施(全套)
- 增強水泥(GRC)聚苯復合板外墻保溫施工工藝標準
- 振動冷卻斜管處理工藝對A357合金凝固組織的影響
- 中國工藝美術學會玻璃藝術專業委員會理事會
- 中朝鴨綠江界河公路大橋鋼錨梁、鋼牛腿制造工藝
- 中國陽江(五金刀剪)知識產權快速維權中心正式運行
- 增建二線鐵路線間距偏小地段石方爆破施工工藝