




格式:pdf
大小:23KB
頁數(shù): 3頁
一、工藝要求 鍍鋅無縫鋼管的焊前準(zhǔn)備與一般的低碳鋼是相同的,需 要注意的是要認(rèn)真處理好坡口尺寸和附近的鍍鋅層。為了焊 透,坡口尺寸要適當(dāng),一般 60~65°,要留有一定的間隙, 一般為 ~;為了減少鋅對焊縫的滲透,在焊之前,可將坡口內(nèi) 的鍍鋅層清除以后再焊。 在實際工作中, 采用了集中打坡口, 不留鈍邊工藝進(jìn)行集中控制,兩層焊接工藝,減少了未焊透 的可能性。 焊條應(yīng)根據(jù)鍍鋅管的基體材質(zhì)選用,一般低碳 鋼由于考慮易操作性,選用 J422 較為普遍。當(dāng)使用其他低 氫焊條時效果更佳,如 J506 等。 二、焊接手法 在焊多層焊的第一層焊縫時,盡量使鋅層熔化并使之汽 化、蒸發(fā)而逸出焊縫,可大大減少液體鋅留在焊縫中。在焊 角焊縫時,同樣在第一層盡量使鋅層熔化并使之汽化、蒸發(fā) 而逸出焊縫,其方法是先將焊條端部向前移出約 5~7mm左右, 當(dāng)使鋅層熔化后再回到原來位置繼續(xù)向前施焊。再橫焊和立 焊時,如選
格式:pdf
大小:56KB
頁數(shù): 2頁
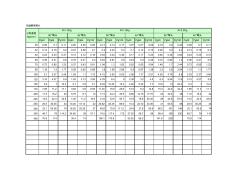
無縫鋼制彎頭 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 Pg40 Pg64 Pg100 25 0.09 0.1 0.11 0.05 0.05 0.06 0.13 0.14 0.17 0.07 0.07 0.09 0.18 0.2 0.22 0.09 0.1 0.11 32 0.13 0.15 0.2 0.07 0.08 0.1 0.2 0.23 0.3 0.1 0.12 0.15 0.26 0.3 0.4 0.13 0.15 0.2 40 0.23 0.23 0.31 0.12 0.12 0.16 0.34 0.34 0.46 0.17 0.17 0.23 0.46 0.46 0.62 0.23 0.23 0.31 50 0.36 0.41 0.6 0.18 0.21 0.
熱門知識
無縫鋼管焊接彎頭-
話題: 地產(chǎn)家居hlshhs6010
-
-
-
話題: 地產(chǎn)家居songyishun
-
話題: 工程造價ljxinstant
精華知識
無縫鋼管焊接彎頭-
-
話題: 地產(chǎn)家居jindianjun
-
話題: 地產(chǎn)家居lianmeimei
-
話題: 暖通空調(diào)lxtangchao
最新知識
無縫鋼管焊接彎頭相關(guān)問答
無縫鋼管焊接彎頭-
-
-
-
-
話題: 工程造價zheng.gong
無縫鋼管焊接彎頭相關(guān)專題
- 蘭爵無縫墻布環(huán)保
- 冷拔無縫鋼管生產(chǎn)工藝流程
- 冷軋無縫鋼管的定義
- 流體管都是無縫的
- 怎樣區(qū)分無縫管和焊管
- 直徑273無縫鋼管是dn多少
- 直徑45無縫鋼管多少
- 直埋預(yù)制保溫?zé)o縫鋼管
- 精密無縫鋼管內(nèi)徑0.6毫米
- 精密鋼管和無縫鋼管的區(qū)別
- 中國對歐盟日本進(jìn)口高性能不銹鋼無縫鋼管
- 國標(biāo)無縫鋼管規(guī)格表(D外徑壁厚-國標(biāo)無縫鋼管壁厚表
- 國產(chǎn)無縫鋼管和鍍鋅鈍化技術(shù)在汽車制動管上應(yīng)用試驗
- 抗磨耐熱球墨鑄鐵試驗及熱軋無縫鋼管頂頭研制
- 利用空心連鑄管坯減徑軋制生產(chǎn)中小直徑無縫鋼管方法
- 技術(shù)規(guī)范無縫鋼管3PE級防腐招標(biāo)貨物及技術(shù)規(guī)范
- 無縫鋼管、中板、焊管、普通鋼材結(jié)算價格調(diào)整表
- 中國金屬學(xué)會軋鋼學(xué)會熱軋無縫鋼管技術(shù)討論會
- GBT5312-1999船舶用碳鋼和碳錳鋼無縫鋼管參數(shù)
- 江西洪都鋼廠擬建年產(chǎn)7萬噸不銹鋼、合金鋼無縫鋼管項目
- 擬建Ф168mm CPE熱軋無縫鋼管生產(chǎn)線的工藝方案
- 擬建Φ168mm CPE熱軋無縫鋼管生產(chǎn)線的工藝方案
- GBT14976_1994流體輸送用不銹鋼無縫鋼管參數(shù)
- GBT14976-1994流體輸送用不銹鋼無縫鋼管參數(shù)
- Φ273mm_Accu-roll無縫鋼管機(jī)組工藝與設(shè)備
- 包鋼無縫鋼管廠熱處理部油管管端加厚生產(chǎn)線培訓(xùn)試題
- Q355GNH耐候無縫鋼管
- 無縫鋼管焊接技術(shù)
- 無縫鋼管理論重量
- 無縫鋼管理論重量表
- 無縫鋼管生產(chǎn)設(shè)備
- 無縫鋼管監(jiān)理質(zhì)量控制
- 無縫鋼管直埋管
- 無縫鋼管空氣管直線多少米加裝伸縮節(jié)
- 無縫鋼管管
- 無縫鋼管管道多少米一個伸縮節(jié)
- 無縫鋼管管道工程施工監(jiān)理細(xì)則
- 無縫鋼管結(jié)構(gòu)管
- 無縫鋼管綜合
- 無縫鋼管規(guī)格
- 無縫鋼管規(guī)格表
- 無縫鋼管設(shè)計規(guī)范
- 無縫鋼管質(zhì)優(yōu)價廉
- 無縫鋼管質(zhì)保書模板
- 無縫鋼管連接方式
- 無縫鋼管重量
- 無縫鋼管重量表
- 無縫鋼管鋪設(shè)驗收批表格
- 無縫鋼管鋸片
- 無縫鋼管防腐做法
- 無縫鋼管防腐加工
- 無縫鋼管防腐處理
- 無縫鋼管防腐方法
- 無縫鋼管防腐涂料
- 無縫鋼軌
- 無縫鐵軌熱脹冷縮
- 無縫鋁合金管