

擬建Ф168mm CPE熱軋無縫鋼管生產線的工藝方案
格式:pdf
大小:297KB
頁數:5P
人氣 :72
 4.4
4.4
詳細介紹了一條擬建的Ф168 mm CPE熱軋無縫鋼管生產線的情況,包括軋管工藝,生產線主要設備組成及其參數,生產車間平面布置及起重運輸情況,項目投資估算情況等.該生產線設計年產量20萬t,投資約5.5億元,計劃在2014年8月建成投產.



 擬建Φ168mm CPE熱軋無縫鋼管生產線的工藝方案
擬建Φ168mm CPE熱軋無縫鋼管生產線的工藝方案 擬建Φ168mm CPE熱軋無縫鋼管生產線的工藝方案
格式:pdf
大小:296KB
頁數:5P
詳細介紹了一條擬建的ф168mmcpe熱軋無縫鋼管生產線的情況,包括軋管工藝,生產線主要設備組成及其參數,生產車間平面布置及起重運輸情況,項目投資估算情況等。該生產線設計年產量20萬t,投資約5.5億元,計劃在2014年8月建成投產。
φ140mm熱軋無縫鋼管生產線簡介 編輯推薦下載
熱軋無縫鋼管 (2)
格式:pdf
大小:113KB
頁數:3P
4.5
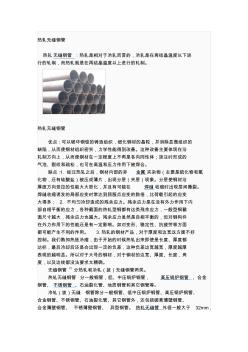
熱軋無縫鋼管 熱軋無縫鋼管:熱軋是相對于冷軋而言的,冷軋是在再結晶溫度以下進 行的軋制,而熱軋就是在再結晶溫度以上進行的軋制。 熱軋無縫鋼管 優點:可以破壞鋼錠的鑄造組織,細化鋼材的晶粒,并消除顯微組織的 缺陷,從而使鋼材組織密實,力學性能得到改善。這種改善主要體現在沿 軋制方向上,從而使鋼材在一定程度上不再是各向同性體;澆注時形成的 氣泡、裂紋和疏松,也可在高溫和壓力作用下被焊合。 缺點:1.經過熱軋之后,鋼材內部的非金屬夾雜物(主要是硫化物和氧 化物,還有硅酸鹽)被壓成薄片,出現分層(夾層)現象。分層使鋼材沿 厚度方向受拉的性能大大惡化,并且有可能在焊縫收縮時出現層間撕裂。 焊縫收縮誘發的局部應變時常達到屈服點應變的數倍,比荷載引起的應變 大得多;2.不均勻冷卻造成的殘余應力。殘余應力是在沒有外力作用下內 部自相平衡的應力,各種截面的熱軋型鋼都有這類殘余應力,一般
擬建Φ168mm CPE熱軋無縫鋼管生產線的工藝方案熱門文檔
熱軋無縫鋼管
格式:pdf
大小:14KB
頁數:2P
4.5
熱軋無縫鋼管總結 熱軋無縫鋼管工藝流程主要包括:扎前坯料準備,管坯定心,管坯加熱,穿 孔,軋制,定減徑,冷卻與精整,切斷,檢查。 在這次課堂討論過程中,我主要負責的是扎前坯料準備,管坯定心,管坯加 熱的相關工作,主要查找一些資料,隨后向同學匯報成果,介紹這些流程的主要 內容和方法,使組員們更加了解有關這三個步驟的細節,為他們解答其中的難點 重點問題。其他的問題主要聽其他組員的講解,從中學到了很多知識,獲益匪淺。 要懂得熱軋無縫鋼管的主要流程,首先要知道什么事熱軋無縫鋼管,它是一 種壓力加工的方法,使金屬坯料通過一對回轉軋輥間的間隙而產生連續變形。這 個“軋”字至關重要。 坯料準備很簡單,包括坯料的選擇,檢查,切斷,表面清理。這里就不再贅 述了。 比較主要的步驟是管坯定心,什么是管坯定心以及為什么要定心是這個工藝 流程主要問題。弄懂了這兩個問題,實質問題就解決了。


 熱軋無縫鋼管在線常化工藝
熱軋無縫鋼管在線常化工藝 熱軋無縫鋼管在線常化工藝
格式:pdf
大小:242KB
頁數:3P
4.5
介紹了熱軋無縫鋼管在線常化工藝的特點及應用要求。與傳統常化工藝相比,在線常化工藝具有工藝簡單、設備投資少、能耗低等優點。該工藝適用于連續軋管,自動軋管等工藝。
擬建Φ168mm CPE熱軋無縫鋼管生產線的工藝方案精華文檔
![熱軋無縫鋼管-[熱軋無縫鋼管價格]](https://files.zjtcn.com/group1/M00/A5/76/CgoBZ2BdTBqAM-4fAABCB22ebv0959.jpg)
熱軋無縫鋼管-[熱軋無縫鋼管價格]
格式:pdf
大小:1.4MB
頁數:9P
4.4
熱軋無縫鋼管-聊城市舜冶金屬制品有限公司現貨供應、規格齊全 熱軋無縫鋼管:熱軋是相對于冷軋而言的,冷軋是在再結晶溫度以下 進行的軋制,而熱軋就是在再結晶溫度以上進行的軋制。 熱軋無縫鋼管規格表-聊城市舜冶金屬制品有限公司現貨供應 規格 數 量 規格數量規格 數 量 廠家 12×1.51873×4-4.5-5-6-7-8-9-10-12-1550219×30-4065舜冶金屬 14×1.5-2.5-32076×4-4.5-5-6-7-8-9-10-12-1460245×8-10-14-17-20-22105舜冶金屬 16×1.5-2.5-43083×4.5-5-10/121416182030245×25-28-30-34-4084舜冶金屬 18×2.3-4-52089×4.5-8-10/12-1416-182040273
熱軋無縫鋼管知識大全包括熱軋無縫鋼管缺陷
格式:pdf
大小:996KB
頁數:26P
4.6
精選文檔 . 2、熱軋鋼管生產工藝流程 2.1一般工藝流程 熱軋無縫鋼管的生產工藝流程包括坯料軋前準備、管坯加熱、穿孔、軋制、 定減徑和鋼管冷卻、精整等幾個基本工序。 當今熱軋無縫鋼管生產的一般主要變形工序有三個:穿孔、軋管和定減徑; 其各自的工藝目的和要求為: 2.1.1穿孔:將實心的管坯變為空心的毛管;我們可以理解為定型,既將軋件斷面 定為圓環狀;其設備被稱為穿孔機。對穿孔工藝的要求是:首先要保證穿出的毛 管壁厚均勻,橢圓度小,幾何尺寸精度高;其次是毛管的內外表面要較光滑,不 得有結疤、折疊、裂紋等缺陷;第三是要有相應的穿孔速度和軋制周期,以適應 整個機組的生產節奏,使毛管的終軋溫度能滿足軋管機的要求。 2.1.2軋管:將厚壁的毛管變為薄壁(接近成品壁厚)的荒管;我們可以視其為定 壁,即根據后續的工序減徑量和經驗公式確定本工序荒管的壁厚值;該設備被稱 為軋管機。對軋管工藝
熱軋無縫鋼管在線測厚的研究 熱軋無縫鋼管在線測厚的研究
格式:pdf
大小:488KB
頁數:3P
4.5
熱軋無縫鋼管在線精度測量是近年來為了提高無縫鋼管質量采取的一項新技術。但是,由于熱軋環境十分惡劣,難以應用現有的精度測量裝置。敘述了熱軋無縫鋼管在線測厚裝置的進展情況及近期作者研究開發的方案。
熱軋無縫鋼管時的工藝潤滑 熱軋無縫鋼管時的工藝潤滑
格式:pdf
大小:458KB
頁數:6P
4.6
1.前言近年來,隨著能源開發的飛速發展,以油井管為主的無縫鋼管的需求量大幅度增加。為此,各企業都在大力強化設備制造體制,以期增強設備的制造能力。無縫鋼管按其規格和材質的不同,可以采用多種方法生產;因而,軋制時所采用的潤滑劑也是多種多樣的,由于這些潤滑劑對鋼管尺寸精度、表面質量以及工具壽命均有很大影響,故應認真加以分析研
擬建Φ168mm CPE熱軋無縫鋼管生產線的工藝方案最新文檔
熱軋無縫鋼管生產計劃系統 熱軋無縫鋼管生產計劃系統
格式:pdf
大小:244KB
頁數:4P
4.3
對熱軋無縫鋼管生產的特點進行了分析,在此基礎上,研制開發了熱軋無縫鋼管生產計劃系統。該系統包括數據管理、月計劃編制、生產作業計劃編制和計劃滾動4個模塊。數據管理模塊實現計劃數據與基礎數據的集成以及數據的及時更新;月計劃編制與生產作業計劃編制模塊使計劃工作程序化,實現計劃的快速有效編制;計劃滾動模塊及時響應信息的變更,實現計劃的滾動編制。
熱軋無縫鋼管軋機選型的探討 熱軋無縫鋼管軋機選型的探討
格式:pdf
大小:825KB
頁數:9P
4.7
詳細介紹了各種穿孔機、軋管機、定徑機、微張力戰徑機、張力減徑機的優缺點,并介紹了有關上述設備的技術參數,提出了無縫鋼管軋機選型的建議.
當代熱軋無縫鋼管生產技術評述(Ⅰ) 當代熱軋無縫鋼管生產技術評述(Ⅰ)
格式:pdf
大小:125KB
頁數:未知
4.7
對當前熱軋無縫鋼管生產中連鑄管坯的采用,新型穿孔機,軋管工藝設備的發展和改進,在線熱處理以及多層次在線檢測裝置等重大技術問題進行了評述。
熱軋無縫鋼管生產作業計劃研究 熱軋無縫鋼管生產作業計劃研究
格式:pdf
大小:48KB
頁數:3P
4.4
某鋼管企業現有計劃工作完全由手工完成,計劃不夠及時準確。erp雖然能夠有效改善企業的生產作業性能,但因熱軋無縫鋼管生產具有復雜生產工藝和多品種小批量的特點,使得該企業引進的erp軟件其標準計劃流程又不完全適用于鋼管企業的生產作業計劃和實際。本文對該企業的現有手工計劃流程進行了分析,對生產作業計劃流程進行了重新設計,指出鋼管生產作業計劃實質是組批、劃分爐次和確定各爐次的生產日期(班別),并提出了組批的原則以及劃分爐次和確定各爐次的生產日期(班別)的方法與公式。
世界熱軋無縫鋼管軋機的發展 世界熱軋無縫鋼管軋機的發展
格式:pdf
大小:1016KB
頁數:6P
4.5
介紹了世界熱軋無縫鋼管軋機的發展,并對各種機型進行了評述,從發展的角度,簡要分析了世界無縫鋼管生產技術裝備未來發展趨勢。
φ273mm熱軋無縫鋼管機組技術方案(1)
格式:pdf
大小:153KB
頁數:20P
4.5
φ273a-r熱軋無縫鋼管機組 技術方案 1綜合說明 1.1設計依據 φ273mm熱軋無縫鋼管生產線預詢價書。 1.2項目概況 φ273accu-roll熱軋無縫鋼管機組,設計年產直徑φ168-φ273mm,壁厚 12-40mm無縫鋼管20-25萬噸。主要品種有:石油套管管體、石油套管接箍料、 鉆桿管體管料、流體管、結構管等。 產品執行標準: 石油套管管體apispec5ct 石油套管接箍料apispec5ct 鉆桿管體管料apispce5dp 推薦選擇主軋機機型為accu-roll軋管機。 1.3設計范圍 依據委托方認可的產品方案、工藝路線和設備選型,對熱軋無縫鋼管生產 線進行設計和設備供應。 1.4設計原則及指導思想 1)以市場為導向,經濟效益為中心,確定產品大綱和年生產總量; 2)設備選型技術先
φ273mm熱軋無縫鋼管機組技術方案
格式:pdf
大小:153KB
頁數:20P
4.4
φ273a-r熱軋無縫鋼管機組 技術方案 1綜合說明 1.1設計依據 φ273mm熱軋無縫鋼管生產線預詢價書。 1.2項目概況 φ273accu-roll熱軋無縫鋼管機組,設計年產直徑φ168-φ273mm,壁厚 12-40mm無縫鋼管20-25萬噸。主要品種有:石油套管管體、石油套管接箍料、 鉆桿管體管料、流體管、結構管等。 產品執行標準: 石油套管管體apispec5ct 石油套管接箍料apispec5ct 鉆桿管體管料apispce5dp 推薦選擇主軋機機型為accu-roll軋管機。 1.3設計范圍 依據委托方認可的產品方案、工藝路線和設備選型,對熱軋無縫鋼管生產 線進行設計和設備供應。 1.4設計原則及指導思想 1)以市場為導向,經濟效益為中心,確定產品大綱和年生產總量; 2)設備選型技術先
鋼熱軋無縫鋼管技術標準
格式:pdf
大小:22KB
頁數:2P
4.6
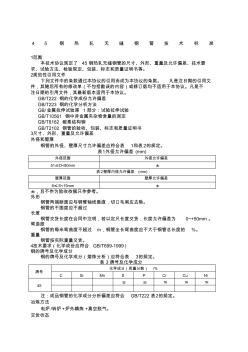
45鋼熱軋無縫鋼管技術標準 1范圍 本技術協議規定了45鋼熱軋無縫鋼管的尺寸、外形、重量及允許偏差、技術要 求、試驗方法、檢驗規定、包裝、標志和質量證明書等。 2規范性引用文件 下列文件中的條款通過本協議的引用而成為本協議的條款。凡是注日期的引用文 件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本協議。凡是不 注日期的引用文件,其最新版本適用于本協議。 gb/t222鋼的化學成份允許偏差 gb/t223鋼的化學分析方法 gb/金屬拉伸試驗第1部分:試驗拉伸試驗 gb/t10561鋼中非金屬夾雜物含量的測定 gb/t8162碳素結構鋼 gb/t2102鋼管的驗收、包裝、標志和質量證明書 3尺寸、外形、重量及允許偏差 外徑和壁厚 鋼管的外徑、壁厚尺寸允許偏差應符合表1和表2的規定。 表1外徑允許偏差(mm) 外徑范圍外徑允許偏差
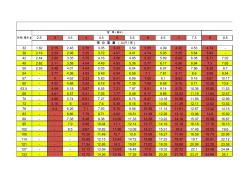
熱軋無縫鋼管每米重量表
格式:pdf
大小:255KB
頁數:15P
4.5
2.533.544.555.566.577.588.5 321.822.152.462.763.053.333.593.854.094.324.534.74- 382.192.592.983.353.724.074.414.745.055.355.645.92- 422.442.893.353.754.164.564.955.335.696.046.386.717.02 452.623.113.584.044.494.935.365.776.176.566.947.37.65 502.933.484.014.545.055.556.046.516.977.427.868.298.7 54-3.774.364.935.496.0

熱軋無縫鋼管每米重量表
格式:pdf
大小:704KB
頁數:10P
4.7
熱軋無縫鋼管每米重量表 熱軋無縫鋼管每米重量表 角鐵ll50*50*5/m=3.77kg ll40*40*4/m=2.422kg ll30*30*3/m=1.377kg 規格高度腿寬腰厚理重廠家 5#50374.55.438天津寶航鋼鐵 6.3#63404.86.634天津寶航鋼鐵 8#80435.08.045天津寶航鋼鐵 10#100485.310.007天津寶航鋼鐵 12#120535.512.059天津寶航鋼鐵 12.6#126535.512.318 14#a140586.014.535天津寶航鋼鐵 14#b14060816.733天津寶航鋼鐵 16#a160636.517.24天津寶航鋼鐵 16#b160658.519.752天津寶航鋼鐵 18#a180687
擬建Φ168mm CPE熱軋無縫鋼管生產線的工藝方案相關
文輯推薦
知識推薦
百科推薦


職位:巖土勘察項目經理
擅長專業:土建 安裝 裝飾 市政 園林


