




格式:pdf
大小:6KB
頁數: 2頁
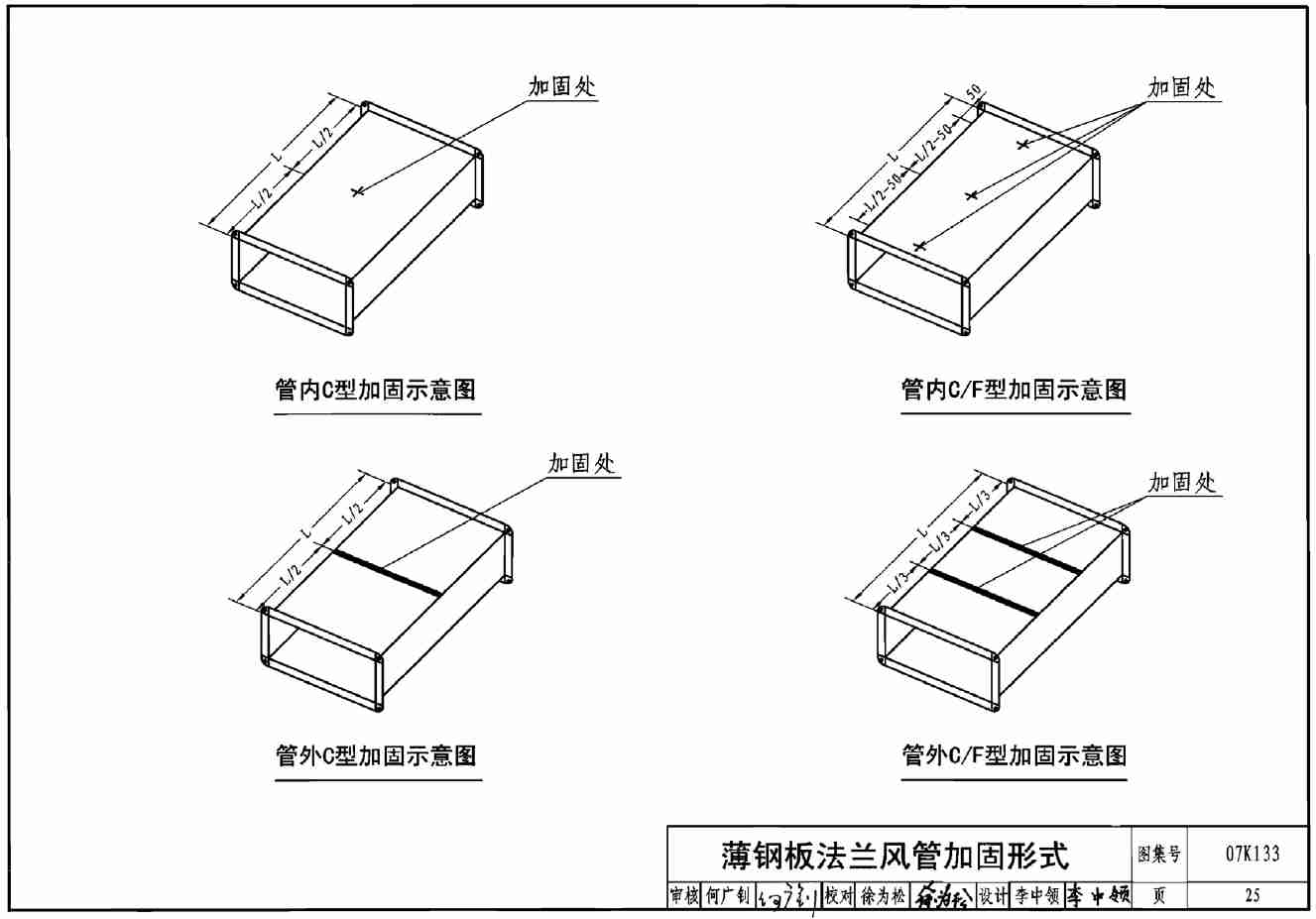
碳鋼通風管制作安裝 1、風管制作 1)對于鍍鋅板風管的制作,其規格多、工程量大,為了節約成本,提高工作效率, 不僅要對圖紙進行仔細完全的消化,而且在購料前還考慮到材料的合理利用,為此,采 用定尺購料,減少邊角余料。 2)定尺板料完成后,便可進行風管的成型制作,先將板料在咬口機上折邊,然后 再劃線進行折方,最后合縫成型。風管壁厚小于 1.2mm、截面大邊尺寸小于 1.5米的, 均采用一條合縫,聯合角咬口。單節風管在上法蘭之前,必須檢查截面尺寸,防止風管 的扭曲,以及組對后風管的整體扭曲。風管法蘭之間的聯接,對于鍍鋅板風管,采用翻 邊鉚接。 3)風管的翻邊寬度應為 6~9mm,不允許超過聯接螺栓孔,鉚釘必須用鍍鋅鉚釘, 鉚釘間距 100~150mm,風管法蘭應保證平行,且垂直風管的軸線,風管翻邊應平整, 有裂縫的地方應涂密封膠。 4)為避免矩形風管變形和減少系統運行時管壁振動而產生噪聲需進行風
格式:pdf
大小:6KB
頁數: 2頁
碳鋼通風管制作安裝 1、風管制作 1)對于鍍鋅板風管的制作,其規格多、工程量大,為了節約成本,提高工作效率, 不僅要對圖紙進行仔細完全的消化,而且在購料前還考慮到材料的合理利用,為此,采 用定尺購料,減少邊角余料。 2)定尺板料完成后,便可進行風管的成型制作,先將板料在咬口機上折邊,然后 再劃線進行折方,最后合縫成型。風管壁厚小于 1.2mm、截面大邊尺寸小于 1.5米的, 均采用一條合縫,聯合角咬口。單節風管在上法蘭之前,必須檢查截面尺寸,防止風管 的扭曲,以及組對后風管的整體扭曲。風管法蘭之間的聯接,對于鍍鋅板風管,采用翻 邊鉚接。 3)風管的翻邊寬度應為 6~9mm,不允許超過聯接螺栓孔,鉚釘必須用鍍鋅鉚釘, 鉚釘間距 100~150mm,風管法蘭應保證平行,且垂直風管的軸線,風管翻邊應平整, 有裂縫的地方應涂密封膠。 4)為避免矩形風管變形和減少系統運行時管壁振動而產生噪聲需進行風
熱門知識
碳鋼通風管-
話題: 工程造價zhywly.com
精華知識
碳鋼通風管-
話題: 造價軟件yu19851129
最新知識
碳鋼通風管-
話題: 工程造價miaochangwu
相關問答
碳鋼通風管-
話題: 工程造價gaochun7609
碳鋼通風管相關專題
- 冷拔低碳鋼絲是什么鋼筋
- 冷拔低碳鋼絲網是什么鋼筋
- 冷撥低碳鋼絲代號是什么
- 冷軋板是碳鋼么
- 中碳鋼的碳含量是多少
- 軸承鋼與碳鋼的區分
- 鑄鋼(碳鋼)和鍛鋼的區別
- 鑄鋼和低碳鋼哪個適宜鑄造
- 鑄鋼和碳鋼材質有什么不同
- 鑄鐵和碳鋼材質能焊接嗎
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 電氣工程及其自動化特色專業建設探索
- 分形DGS單元結構設計及其在微帶電路中的應用
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 預制砌塊(磚、石)擋土墻工程砌體施工安全技術交底
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 引嫩工程擴建區土壤水鹽動態與防治土壤鹽堿措施
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 中國工程圖學學會成立工程與制造系統集成化分會
- 中國吹制玻璃行業市場前景分析預測年度報告(目錄)
- 可替代現有隔熱保溫材料的新型材料
- 醫院病房樓工程施工裝飾裝修工程施工控制
- 在生活中構筑自然——河南天旺園林工程有限公司剪影
- 中國機械工程學會授予材料熱處理工程師資格人員名單
- 中國電力井蓋行業市場前景分析預測年度報告(目錄)