
- 首頁 >
- > 輸送流體用無縫鋼管的用途
更新時間:2025.06.29




格式:pdf
大小:42KB
頁數: 3頁
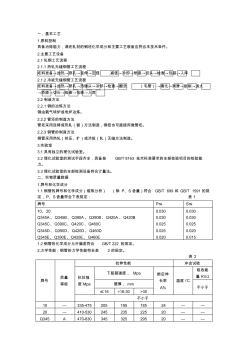
一、基本工藝 1.原料控制 具備冶煉能力,調坯軋材的鋼坯化學成分和主要工藝裝備應符合本技術條件。 2.主要工藝設備 2.1軋鋼工藝流程 2.1.1 熱軋無縫鋼管工藝流程 坯料準備→加熱→穿孔→延伸→定徑 .減徑→冷卻→矯直→切頭→檢查→包裝→入庫 2.1.2 冷拔無縫鋼管工藝流程 坯料準備→加熱→穿孔→熱錘頭→冷卻→檢查→酸洗 (毛管)→磷化→潤滑→拔制→退火 →矯直→切頭→檢查→包裝→入庫 2.2制造方法 2.2.1 鋼的冶煉方法 鋼由氧氣轉爐或電爐冶煉。 2.2.2 管坯的制造方法 管坯采用連鑄或熱軋(鍛)方法制造,鋼錠也可直接用做管坯。 2.2.3 鋼管的制造方法 鋼管采用熱軋(擠壓、擴)或冷拔(軋)無縫方法制造。 3.實驗室 3.1具有獨立的理化試驗室。 3.2理化試驗室的測試手段齊全,具備按 GB/T 8163 技術標準要求的全部檢驗項目的檢驗能 力。 3.3理化試驗室的全部檢測
格式:pdf
大小:15KB
頁數: 2頁
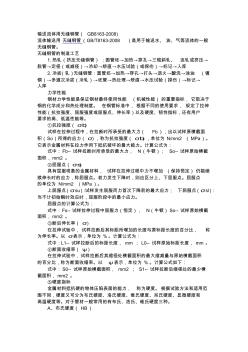
輸送流體用無縫鋼管( GB8163-2008) 流體輸送用 無縫鋼管(GB/T8163-2008 )是用于輸送水、 油、氣等流體的一般 無縫鋼管。 無縫鋼管的制造工藝 1.熱軋(擠壓無縫鋼管) :圓管坯→加熱→穿孔→三輥斜軋、 連軋或擠壓→ 脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 2.冷拔(軋)無縫鋼管:圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油 (鍍 銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(探傷)→標記→ 入庫 力學性能 鋼材力學性能是保證鋼材最終使用性能 (機械性能) 的重要指標, 它取決于 鋼的化學成分和熱處理制度。 在鋼管標準中, 根據不同的使用要求, 規定了拉伸 性能(抗拉強度、屈服強度或屈服點、伸長率)以及硬度、韌性指標,還有用戶 要求的高、低溫性能等。 ①抗拉強度( σb) 試樣在拉伸過程中,在拉斷時所承受的最大力( Fb),出以試
熱門知識
輸送流體用無縫鋼管的用途-
話題: 暖通空調lxtangchao
精華知識
輸送流體用無縫鋼管的用途-
話題: 地產家居jingbiao520
最新知識
輸送流體用無縫鋼管的用途-
話題: 工程造價zheng.gong
相關問答
輸送流體用無縫鋼管的用途-
話題: 工程造價zijuan0810
專題概述
輸送流體用無縫鋼管的用途知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關輸送流體用無縫鋼管的用途最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:輸送流體用無縫鋼管的用途
相關話題
資料下載
相關資訊
輸送流體用無縫鋼管的用途相關專題
- 鏈板輸送機怎樣正確選型
- 流體輸送(化工管道)
- 硫化橡膠輸送帶多久能使用
- 中國輸送帶網是多少
- 裝塑鋼用傳送帶輸送機
- 怎么操作混凝土輸送泵
- 絞龍螺旋輸送機工作原理
- 聚四氟乙烯管能輸送氫氣嗎
- 移動螺旋輸送機多少錢
- 移動皮帶輸送機多少錢一臺
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 以MSP430FW427為核心的遠程數字水表設計
- 園林綠化養護精細化管理對河源市園林景觀的影響分析