




格式:pdf
大小:83KB
頁數: 9頁
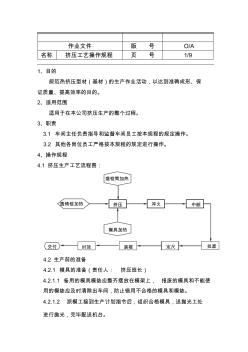
作業文件 版 號 O/A 名稱 擠壓工藝操作規程 頁 號 1/9 1、目的 規范熱擠壓型材(基材)的生產作業活動,以達到準確成形、保 證質量、提高效率的目的。 2、適用范圍 適用于在本公司擠壓生產的整個過程。 3、職責 3.1 車間主任負責指導和監督車間員工按本規程的規定操作。 3.2 其他各崗位員工嚴格按本規程的規定進行操作。 4、操作規程 4.1 擠壓生產工藝流程圖: 4.2 生產前的準備 4.2.1 模具的準備(責任人: 擠壓班長) 4.2.1.1 備用的模具模墊應整齊擺放在模架上, 報廢的模具和不能使 用的模墊應及時清除出車間,防止錯用不合格的模具和模墊。 4.2.1.2 派模工接到生產計劃指令后,組織合格模具,送拋光工處 進行拋光,完畢配送機臺。 盛錠筒加熱 圓鑄錠加熱 擠壓 淬火 中斷 模具加熱 交付 時效 裝框 定尺 拉直 作業文件 版 號 O/A 名稱 擠壓工藝操作規

格式:pdf
大小:2.5MB
頁數: 21頁
0 1. 總則 ...........................................................................................................................1 2. 基本規定 ...................................................................................................................1 2.1 材料要求 ..........................................................................................................1 2.2 驗收規定 ................
熱門知識
砌體操作規程漫畫-
話題: 工程造價momingzhishi
精華知識
砌體操作規程漫畫最新知識
砌體操作規程漫畫相關問答
砌體操作規程漫畫-
話題: 電氣工程whitesnows
-
話題: 工程造價wxj19880124
-
話題: 工程造價cczzgg0808
砌體操作規程漫畫相關專題
- 磚砌體的施工質量要求
- 磚砌體施工方法
- 磚砌體與框架柱施工
- 建筑工程中砌體是什么意思
- 建筑配筋砌體是什么意思
- 基礎砌體為什么用水泥砂漿
- 剪力墻結構磚砌體施工
- 簡述磚砌體的施工過程
- 簡述磚砌體的施工工藝流程
- 簡述磚墻砌體的施工工藝
- 預制砌塊(磚、石)擋土墻工程砌體施工安全技術交底
- 在砌塊配筋砌體中使用的新型鋼筋直螺紋連接套筒
- 醫療器械操作規程
- 影響砌體墻鋼筋混凝土墻組合結構抗震性能的因素
- 中國海洋石油公司之CNG加氣站管理制度及操作規程
- 各級安全生產責任制和安全生產規章制度及安全操作規程
- 工藝工法建筑工程砌體工程施工工藝及質量驗收標準
- 工程建設標準強制性條文(施工質量)導則砌體工程
- 關于建筑工程中多層砌體房屋結構設計要點及問題分析
- 框架、框架剪力墻、剪力墻結構填充墻砌體砌筑工藝標準
- 井架提升機操作工安全技術操作規程施工技術交底通知單
- 框架結構輕質填充砌體與梁柱混凝土交接處施工質量控制
- 密肋復合墻結構與空心磚砌體結構模型抗震試驗對比分析
- 江蘇省安全資料第二冊崗位責任制、管理制度、操作規程
- 建筑施工現場各種管理制度各種安全生產操作規程完整
- 檢驗表11漿砌砌體和混凝土擋土墻現場質量檢驗報告單
- 剪力墻及砌體結構構件洞口預留施工工藝標準(魯班獎)