
- 首頁 >
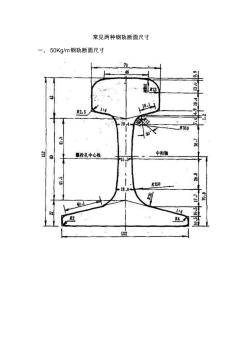
- > P50、P60鋼軌的具體參數
更新時間:2025.06.29





格式:pdf
大小:48KB
頁數: 1頁
批號 圖號 名稱 名稱 名稱 直徑 母材 焊絲 φ1.2 材質 U65Mn 氣體 2.選用備選設備 1 氣體保護焊接焊材不必預熱 ,但要求避風焊接。 焊條 φ3.2 焊條 材質 Q235 φ4.0 預熱 擺動 √ 多絲 多道 不擺動 —— 單絲 單道 焊前清理 焊前預熱 編制: 日期: 批準: 日期: 工藝 編號 T型接 —— 12.焊縫表面要求無裂紋、氣孔、夾渣、未熔合、未焊透等缺 陷;焊角高度 8mm.要求100(100)MM 間斷焊。 4.預熱要求,由于鋼軌焊接性能較差,因此焊接前要求測溫,在 距離焊縫兩邊 100mm長的位置,用焊炬對鋼軌預熱。當鋼軌溫度 達到230~250℃時,可以實施焊接。焊接要間斷進行,盡量減少 焊接部位的熱量,使焊接過程中始終保持軌道溫度 230~250℃。 全部焊接完成后,還要繼續加熱到 250℃,再將鋼軌在空氣中經 過≥0.5h時間緩慢冷卻到室外溫度
熱門知識
P50、P60鋼軌的具體參數-
話題: 工程造價ntsxr585王工
精華知識
P50、P60鋼軌的具體參數-
話題: 地產家居chenli_024
-
話題: 地產家居zj731989818
最新知識
P50、P60鋼軌的具體參數相關問答
P50、P60鋼軌的具體參數
專題概述
P50、P60鋼軌的具體參數知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關P50、P60鋼軌的具體參數最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:P50、P60鋼軌的具體參數
相關話題
資料下載
相關資訊
P50、P60鋼軌的具體參數相關專題
- led全彩p5和p10有什么差別
- P5鋼材多少錢一公斤
- p5全彩
- 三菱a700顯示p5
- led屏p5
- 戶外p5全彩屏
- p5室外全彩屏
- 強者p5加強版刷機包
- 室內p5全彩單元板
- 低壓配電屏P5
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 以MSP430FW427為核心的遠程數字水表設計
- 園林綠化養護精細化管理對河源市園林景觀的影響分析
- P50鋼軌具體尺寸
- P5鋼材多少錢一公斤
- P6抗滲試塊模的規格是多少
- P6抗滲砼C30套定額
- P80配管是什么管了
- P8抗滲混凝土的配合比規范
- P91鋼管生銹
- P91合金鋼有什么用途
- p91合金管價格是多少
- p91是什么材料
- p91是什么材質
- P92鋼的化學成分
- p92無縫鋼管多少錢一噸
- P950鉑金價格多少一克
- PⅤC地板工藝及造價
- pⅤC是什么材料
- PA+PE復合膜是什么意思
- pa12的縮水率是多少
- pa12是什么材料
- PA6、PA66和POM的價格
- PA66的分子量一般是多少
- PA66的縮水率
- pa66和pa66 gf25價格差多少
- pa66價格是多少
- pa66耐溫多少度
- pa66是什么材料
- pa6t是什么材料
- pa6t與pa46哪個高溫時剛性好
- pa6是什么材料價格
- PA6與PA66一般價位在多少