
- 首頁 >
- > 釹鐵硼磁材的制作工藝
更新時間:2025.05.11




格式:pdf
大小:31KB
頁數: 5頁
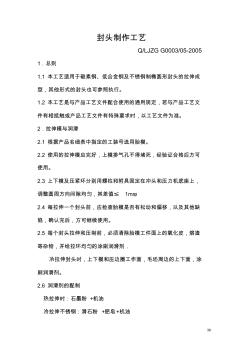
39 封頭制作工藝 Q/LJZG G0003/05-2005 1.總則 1.1 本工藝適用于碳素鋼、低合金鋼及不銹鋼制橢圓形封頭的拉伸成 型,其他形式的封頭也可參照執行。 1.2 本工藝是與產品工藝文件配合使用的通用規定,若與產品工藝文 件有相抵觸或產品工藝文件有特殊要求時,以工藝文件為準。 2.拉伸模與潤滑 2.1 根據產品名細表中指定的工裝號選用胎模。 2.2 使用的拉伸模應完好,上模排氣孔不得堵死,經驗證合格后方可 使用。 2.3 上下模及壓緊環分別用螺柱和附具固定在沖頭和壓力機底座上, 調整圓周方向間隙均勻,其差值≤ 1mm。 2.4 每拉伸一個封頭前,應檢查胎模是否有松動和偏移,以及其他缺 陷,確認完后,方可繼續使用。 2.5 每個封頭拉伸和壓制前,必須清除胎模工件面上的氧化皮,熔渣 等雜物,并給拉環均勻的涂刷潤滑劑. 冷拉伸封頭時,上下模和壓邊圈工作面,毛坯周邊的上下面,涂
熱門知識
釹鐵硼磁材的制作工藝-
話題: 工程造價1165905606
-
話題: 工程造價guojun0503
精華知識
釹鐵硼磁材的制作工藝-
話題: 地產家居zhaobochen
最新知識
釹鐵硼磁材的制作工藝-
話題: 室內設計yangtian11
相關問答
釹鐵硼磁材的制作工藝
專題概述
釹鐵硼磁材的制作工藝知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關釹鐵硼磁材的制作工藝最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:釹鐵硼磁材的制作工藝
相關話題
資料下載
相關資訊
釹鐵硼磁材的制作工藝相關專題
- 庫格鐵路一共有幾個隧道
- 拉林鐵路建設進展如何
- 蘭格鋼鐵網的簡介
- 蘭格鋼鐵網的核心業務
- 蘭格鋼鐵網最新價格
- 蘭花鐵骨素多少錢一苗
- 蘭州現在廢鐵價格多少
- 烙鐵焊鍍鋅鐵皮
- 烙鐵多少錢一噸
- 烙鐵焊錫多少錢一點焊
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 以MSP430FW427為核心的遠程數字水表設計
- 園林綠化養護精細化管理對河源市園林景觀的影響分析
- 釹鐵硼磁鐵的價格貴
- 釹鐵硼磁鐵的價格怎么計算
- 釹鐵硼磁鐵零售價格
- 釹鐵硼的價格核算
- 釹鐵硼多少錢一噸
- 釹鐵硼強磁出售現在多少錢
- 釹鐵硼如何報價
- 甌北鎮的建設成就
- 歐堡散熱器質量怎么樣
- 歐奔墻壁開關插座
- 歐奔一開五孔插座接線圖
- 歐標插座和國標插座的區別
- 歐標木托盤價格
- 歐標托盤載重多少
- 歐泊石原石是什么樣子的
- 歐泊石值錢
- 歐鉑尼木門材質切面介紹
- 歐登多推臺鋸f45多少錢
- 歐登多推臺鋸價格
- 歐迪克門窗
- 歐迪克門窗14mm的價格
- 歐迪克門窗好不好用
- 歐迪克推拉門在全國排名
- 歐帝羅熱水器防電墻安全嗎
- 歐帝亞納米多彩集成墻面
- 歐菲德尼墻壁板有什么缺點
- 歐惠浦凈水器是真的
- 歐鍇風機盤管價格是多少
- 歐克瑪墻板價格怎么樣
- 歐拉梁和簡支梁區別