




格式:pdf
大小:328KB
頁數: 6頁
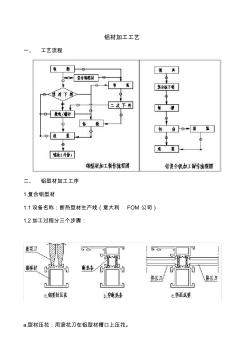
鋁材加工工藝 一、 工藝流程 二、 鋁型材加工工序 1.復合鋁型材 1.1設備名稱:斷熱型材生產線(意大利 FOM 公司) 1.2加工過程分三個步驟: a.型材壓花:用滾花刀在鋁型材槽口上壓花。 b.穿斷熱條:將斷熱條穿在已壓花的鋁型材槽口內。 c.擠壓成型:將鋁型材和斷熱條用擠壓刀復合后在一起。 1.3檢驗 1.3.1檢驗設備:抗剪實驗機 1.3.2取樣:在距型材端頭 200mm以外取樣 L=100mm。 1.3.3標準:剪切力 H(Kg)符合 250≤H≤600 1.4注意事項: 1.4.1鋁型材截面尺寸:寬 240mm,高 180mm。 1.4.2擠壓刀具有效尺寸: 60mm,即鋁型材外端距擠壓部位尺寸 L<60mm。 1.4.3鋁型材不能與刀具干涉,一般擠壓部位應高出 2mm。 2.鋁型材下料 2.1設備:雙頭鋸 型號: DG244 適用范圍:加工長度 335~6000 加工角

格式:pdf
大小:121KB
頁數:
世界上85%以上的原鋁和再生鋁被加工成箔、帶、板、條、線、管、棒、型、自由鍛件、模鍛件、粉、鑄件、壓鑄件、沖壓件等各類半成品或成品才能被人類直接使用。本文從鋁合金熔鑄、擠壓和鍛造三個方面簡述了世界鋁材加工的發展趨勢,并分析了2000年到2012年我國鋁加工材總產量的變化。
熱門知識
鋁材加工-
話題: 裝修工程bluefishxin
精華知識
鋁材加工-
話題: 裝修工程hujinghao1
-
話題: 工程造價baohuaiwen
最新知識
鋁材加工-
話題: 工程造價xiongfeizh
相關問答
鋁材加工-
話題: 裝修工程litaisheng
-
話題: 工程造價李兵19900317
鋁材加工相關專題
- 哪個牌子的門窗鋁材質量好
- 門窗鋁材基準用料
- 門窗鋁材用哪個牌子的好
- 門窗鋁材中旺如何查找標志
- 鋁材衣帽間
- 鋁材推拉窗
- 折疊門鋁材
- 鋁材電動門
- 生態門鋁材
- 推拉門鋁材
- 中國現代化鋼筋加工工藝與傳統鋼筋加工工藝相比優勢
- 制定機械加工勞動定額切削用量時間標準若干問題
- 燃燒室高度加工中在線測量系統精確性的方法
- 工程建設資料檔案記錄管理表格原材料及鋼筋加工檢驗批
- 關于材料加工專業學生創新能力培養實驗教學改革
- 工程陶瓷超精加工工藝參數對表面粗糙度影響實驗
- 改進密封滾輪溝槽形式和加工方法
- 工程力學畢業論文機械加工工藝自動化生產與安全管理
- 關于做好我市建筑施工企業農民工參加工傷保險工作意見
- 杠桿零件機械加工工藝規程及專用夾具設計說明書資料
- 基于PLC鉆削加工裝置鉆頭自動循環控制電路設計
- 國家林業局關于進一步加強木材經營加工監督管理通知
- 呼和浩特抽水蓄能電站人工砂石加工系統改造優化
- 機械畢業論文聯接軸加工工藝分析與設計
- 合成潤滑油在加工和碳氫化合物氣壓機中應用參考資料
- 基于OpenGL金剛石串珠鋸加工石材模擬仿真開發
- 機械加工件表面層物理學性能改變主要成因及處理措施