




格式:pdf
大小:217KB
頁數: 1頁
主要采用滾切、銑削和磨削等切削加工方法,也可采用冷打、冷軋 (見成 )等塑性變形的加工方法。①滾切法:用花鍵滾刀在花鍵軸銑床(見花鍵加工機床) (見齒輪加工) 加工 (圖 1[滾切花鍵軸 ]),這種方法生產率和精度均高, 。②銑削法:在萬能銑床上用專門的成形銑刀直接銑出齒間輪廓, 用分度 2[銑 ]),逐齒銑好后再用一把盤銑刀對底徑稍作修整。 銑削法的生產率和精度都較低, 。③磨削法:用成形 、 。④冷打法:在專門的機床上進行。 冷打花鍵軸的工作原理見 3 [冷打花鍵軸 ]。對稱布置在工件圓周外側的兩個打頭,隨著工件的分度回轉運動和軸 1齒 ,打頭上的成形打輪對工件齒槽部錘擊 1 ,在打輪高速、高能運動連續錘擊下,工件表面產生塑性變形而成花鍵。冷打的精度介 5倍左右,冷打還可提高材料利用率。 主要有插削、拉削和磨削等方法。①插削法:用成形插刀在插床上逐齒 ②拉削法:用花鍵拉刀在拉床上拉削,
格式:pdf
大小:432KB
頁數: 6頁
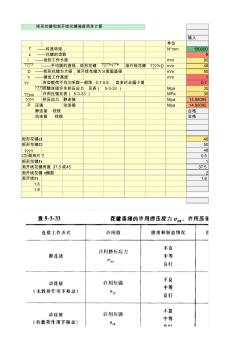
輸入 單位 T ——傳遞轉矩, N*mm 180000 z ——花鍵的齒數 8 l ——齒的工作長度 mm 90 ——平均圓的直徑,矩形花鍵 漸開線花鍵 mm 48 D ——矩形花鍵為大徑,漸開線花鍵為分度圓直徑 mm 50 h ——鍵齒工作高度 mm 1 各齒載荷不均勻系數一般取 0.7-0.8 ,齒多時去偏小值 0.7 花鍵連接許永擠壓應力,見表( 5-3-33) Mpa 35 許用壓強見表( 5-3-33) MPa 30 擠壓應力 靜連接 Mpa 14.88095 P 壓強 動連接 Mpa 14.88095 靜連接 校核 合格 動連接 校核 合格 矩形花鍵d 46 矩形花鍵D 50 48 C為倒角尺寸 0.5 矩形花鍵h 1 漸開線花鍵角度 37.5或45 37.5 漸開線花鍵 m模數
熱門知識
花鍵精華知識
花鍵-
話題: 工程造價hqx359803141
-
話題: 建筑渲染1921896161
最新知識
花鍵
相關問答
花鍵-
話題: 裝修工程FENGWEI1989
-
話題: 裝修工程zzmingxi916
花鍵相關專題
- 卡套接頭的安裝方法
- 開窗簾店要考慮什么因素
- 開窗口是否影響整體消防
- 開窗簾店要自己會做
- 卡特挖掘機室內圖片
- 開敞陽臺裝飾裝修
- 開窗簾店利潤大
- 開窗簾店要什么條件
- 開窗器的介紹
- 開關插座安裝順序
- 傳動軸花鍵軸零件的工藝及夾具設計
- 畢業設計花鍵傳動軸零件設計
- 三角內花鍵弧齒槽寬的測量與棒間距的計算
- 加熱爐出爐懸臂輥和成品軋機花鍵軸的優化
- 傳動軸套管叉矩形花鍵孔綜合塞規設計
- 數控花鍵銑床中滾刀自動竄刀的電氣設計
- 傳動軸套管叉矩形花鍵孔綜合塞規設計
- 小直徑三角內錐花鍵應用及加工工藝
- 內漸開線花鍵計算
- 矩形花鍵銑刀
- 漸開線花鍵設計計算
- 漸開線花鍵強度計算
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 電氣工程及其自動化特色專業建設探索
- 分形DGS單元結構設計及其在微帶電路中的應用
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能