




格式:pdf
大小:49KB
頁數: 3頁
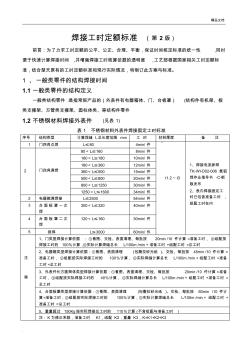
精品文檔 . 焊接工時定額標準 (第 2 版) 前言:為了力求工時定額的公平、公正、合理、平衡,保證時間核定標準的統一性 ,同時 便于快速計算焊接時間 ,并增強焊接工時核算依據的透明度 ,工藝部根據國家相關工時定額標 準,結合楚天原有的工時定額標準和現行實際情況,特制訂此方案與標準。 1 、一般類零件的結構焊接時間 1.1 一般類零件的結構定義 一般類結構零件 :是指常規產品的(外表件有電器箱體、門、臺板罩) (結構件有機架、板 類支撐架、方管類支撐架、圓柱體類、等結構件零件 1.2 不銹鋼材料焊接外表件 (見表 1) 表 1 不銹鋼材料外表件焊接固定工時標準 序號 結構類型 計算焊縫 L總長度范圍 mm 工 時 材料厚度 備 注 1 門四角點焊 L≤80 4min/ 件  ̄ 2 門四角滿焊 80<L≤160 8min/ 件 160< L≤180 10min/ 件 t1.2~ t3

格式:pdf
大小:100KB
頁數: 3頁
1、規范說明: 1.1、本規范工時定額包括:基本時間、輔助時間、布置工作場地時間、休息與生理需要時間、準備與結束時間。 1.2、本規范是以普通碳鋼、 CO2氣體保護焊接為基準。 1.3、布置工作地時間 30 分鐘,休息與生理需要時間 35分鐘,準備終了時間 25分鐘。 2、焊接作業時間 T(根據《船體分段焊接作業工時研究及智能計算方法》 (哈爾濱工程大學學報 2011年 9 月份 研究論文成果) 2.1 焊接基本時間 T j T j = SV LA (min) 其中 A 為焊縫橫截面面積 mm 2 ,L 為焊縫長度 m,V 為焊接速度 (m/min),S 為焊絲橫截面面積 mm2,ω為焊 絲的熔敷率。 注:實芯 CO2氣體保護焊絲熔敷率取 85%。 2.2焊接輔助時間 T f (min) T f = T j× 30% 2.3 T =T j + T f 3、工件重量系數 K 工件重量(
熱門知識
焊接盲板套什么定額-
話題: 造價軟件pingpinghao
-
話題: 工程造價lieren1985
-
話題: 工程造價kuentaitsai
-
話題: 工程造價rankuiming
精華知識
焊接盲板套什么定額最新知識
焊接盲板套什么定額-
話題: 工程造價qianjiangbo
相關問答
焊接盲板套什么定額-
話題: 項目管理tangkun_tepc
-
話題: 項目管理leijunjieq
焊接盲板套什么定額相關專題
- 靠近墻角的焊縫怎么焊接
- 框架梁里面的鋼筋焊接套項
- 框架柱焊接接頭怎么算
- 兩個槽鋼焊接怎么焊接
- 兩個彎頭可以直接焊接嗎
- 種焊焊接螺母用在什么地方
- 柱鋼筋焊接長度是多少
- 柱主筋與圈梁焊接
- 柱主筋與圈梁焊接問題
- 柱子鋼筋有雙面焊接
- 云南某科研大樓及配套工程建筑安裝工程施工組織設計
- 制定機械加工勞動定額切削用量時間標準若干問題
- 園林景觀及配套設施標工程施工組織設計建筑施工
- 智能點型離子感煙探測器和普通感煙探測器有什么區別
- 園林綠化消耗量定額的修編要點及應用
- 余熱鍋爐節能新技術在燕山Ⅱ套催化裂化裝置中的應用
- 整套施工進度計劃網絡圖、橫道圖、平面圖和相關附表
- 乙烯生產裝置配套發電工程EPC項目現場管理
- 永州大道后配配套工程魚塘清淤換填路基專項施工方案
- 整套施工進度計劃網絡圖、橫道圖、平面圖及相關附表
- 智龍電氣成套報價軟件表格元件分類匯總品牌比例表
- 云南綠色建筑評價標準-云南工程建設標準定額管理網
- 醫療垃圾破碎機破碎裝置的結構設計含全套CAD圖紙
- 在磁翻板液位計安裝時為什么要在法蘭接口處加裝閥門
- GIS配套用三相共箱電壓互感器小型化設計改進
- 關于發布上海市建設工程施工工期定額
- 供給側改革年產20萬套集成家居項目可行性報告