




格式:pdf
大小:201KB
頁數: 5頁
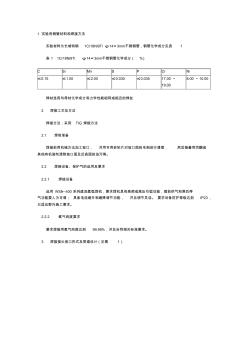
1 實驗用鋼管材料和焊接方法 實驗材料為長城特鋼 1Cr18Ni9Ti φ14×3mm不銹鋼管,鋼管化學成分見表 1 表 1 1Cr18Ni9Ti φ14×3mm不銹鋼管化學成分( %) C Si Mn S P Cr Ni ≤0.15 ≤1.00 ≤2.00 ≤0.030 ≤0.035 17.00 ~ 19.00 8.00 ~10.00 焊材選用與母材化學成分和力學性能相同或相近的焊絲 2 焊接工藝及方法 焊接方法:采用 TIG 焊接方法 2.1 焊前準備 焊接前用機械方法加工坡口, 并用專用砂輪片對坡口面的毛刺進行清理, 然后接著用丙酮或 其他有機溶劑清除坡口面及近表面的油污等。 2.2 焊接設備、保護氣的選用及要求 2.2.1 焊接設備 選用 WS5—400 系列直流氬弧焊機,要求焊機具有高頻或高壓引弧功能,提前供氣和滯后停 氣功能要人為可
格式:pdf
大小:655KB
頁數: 29頁
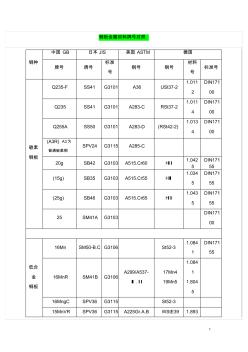
1 鋼板金屬材料牌號對照 鋼種 中國 GB 日本 JIS 美國 ASTM 德國 牌號 牌號 標準 號 鋼號 鋼號 材料 號 標準號 碳素 鋼板 Q235-F SS41 G3101 A36 USt37-2 1.011 2 DIN171 00 Q235 SS41 G3101 A283-C RSt37-2 1.011 4 DIN171 00 Q255A SS50 G3101 A283-D (RSt42-2) 1.013 4 DIN171 00 (A3R) A3為 普通碳素鋼 SPV24 G3115 A285-C 20g SB42 G3103 A515.Cr60 HⅡ 1.042 5 DIN171 55 (15g) SB35 G3103 A515.Cr55 HⅠ 1.034 5 DIN171 55 (25g) SB46 G3103 A515.Cr65 HⅢ 1.043
熱門知識
焊接鋼管材料-
話題: 地產家居yangru3784
精華知識
焊接鋼管材料-
話題: 室內設計風云20080811
-
話題: 工程造價cqwujiang008
最新知識
焊接鋼管材料-
話題: 工程造價yananlianyou
相關問答
焊接鋼管材料-
話題: 造價軟件c603434300
-
話題: 工程造價hsgs11251240
焊接鋼管材料相關專題
- 鑄鐵閥門有裂縫怎么焊接
- 建筑施工中鋼筋焊接長度
- 焊接法蘭閥門需要法蘭片不
- 焊接鋼管內防腐怎么施工
- 焊接施工單價如何確定
- 焊接式閥門如何試壓
- 工地大門是怎么焊接的
- 現執行的國家焊接施工標準
- 干掛石材掛件能否焊接
- 高層建筑均壓環焊接
- 可替代現有隔熱保溫材料的新型材料
- 中國機械工程學會授予材料熱處理工程師資格人員名單
- 原材料(設備)合格證、試驗報告匯總表碎石
- 中國建筑防水材料工業協會
- 政府投資工程類項目材料設備采購風險淺析及應對策略
- 招標師招標采購法律法規與政策題型分析輔導材料
- 橢圓截面螺旋等通道擠壓制備超細晶材料的新工藝
- 智能材料系統與結構工程構造安全監控
- 中國建筑保溫材料市場需求將達28.4億
- 無機材料工藝學課程改革探索
- 無收縮預應力混凝土高性能灌漿材料與應用
- 園林綠化及仿古建筑工程計價宣貫輔導材料
- 建筑防水材料及工程技術研討會
- 單面涂鋁PVC塑料吊頂材料燃燒性能的實驗
- 在材料課程教學改革中應用現代教育技術與實踐
- 制備質子交換膜燃料電池碳/碳復合材料雙極板的方法
- 原材料密度級配碎石水穩層混凝土及瀝青砼配合比