




格式:pdf
大小:50KB
頁數: 4頁
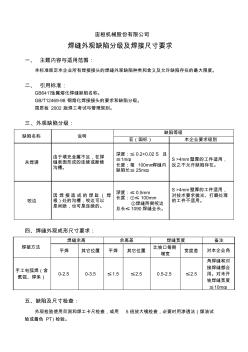
宙桓機械股份有限公司 焊縫外觀缺陷分級及焊接尺寸要求 一、 主題內容與適用范圍: 本標準規定本企業所有焊接接頭的焊縫外觀缺陷種類和含義及允許缺陷存在的最大限度。 二、 引用標準: GB6417金屬熔化焊縫缺陷名稱。 GB/T12469-98 鋼熔化焊接接頭的要求和缺陷分級。 國質檢 2002 版焊工考試與管理規則。 三、外觀缺陷分級: 缺陷名稱 說明 缺陷等級 亞(國標) 本企業要求級別 未焊滿 由于填充金屬不足,在焊 縫表面形成的連續或斷續 溝槽。 深度:≤ 0.2+0.02 S 且 ≤1mm。 長度:每 100mm焊縫內 缺陷長≤ 25mm。 S >4mm壁厚的工件適用, 反之不允許缺陷存在。 咬邊 因 焊接造成的焊趾(焊 根)處的溝槽,咬邊可以 是間斷,也可是連續的。 深度:≤ 0.5mm 長度:①≤ 100mm ②焊縫兩側咬邊 總長≤ 1090焊縫全長。 S >4mm壁厚的工

格式:pdf
大小:67KB
頁數: 12頁
1 再熱堵閥更換及三通焊縫缺陷處理 工程施工安全措施 批準: 審定: 審核: 編寫: 2 2015 年 06 月 一、概述: 本施工設計適用于 #2 爐熱再堵閥及三通焊縫缺陷處理項目;本 次改造工程將原堵閥切除。 將其改為鍛造式堵閥; 及三通聯箱筒體焊 縫缺陷處理,為保證 #2 爐熱再堵閥及三通焊縫缺陷處理項目安全文 明施工 , 特制定本安全措施。 二、堵閥更換危險點分析: 1、高處作業有墜落傷人的風險; 2、交叉作業有落物傷人的風險; 3、起吊作業有重物脫落傷人的風險; 4、焊接、切割作業有飛濺高溫金屬物至易燃物引起火災的風險,使 用氧氣乙炔有引起火災的風險; 5、使用臨時電源、現場照明漏電,造成人身觸電的風險。 6、焊縫無損檢測時有被輻射的風險。 三、堵閥更換安全措施 : 1、高處作業墜落傷人防范措施: 1.1 必須嚴格執行安規中有關高空作業的各項安全要求。高空作業必 3 須使用
熱門知識
焊縫強度考慮缺陷了-
話題: 工程造價liuting1983
-
話題: 工程造價liujinsheng1
-
話題: 工程造價hhy6662598
精華知識
焊縫強度考慮缺陷了-
話題: 工程造價lchongju903
最新知識
焊縫強度考慮缺陷了相關問答
焊縫強度考慮缺陷了-
話題: 工程造價boqiang525
-
話題: 工程造價luohui0820
-
話題: 地產家居qweqwe1251
-
話題: 工程造價shurrikers
焊縫強度考慮缺陷了相關專題
- 考工程的核專業
- 考爆破證一般什么時候發證
- 考法學博士的條件
- 考工程技術員要什么條件
- 考核與考評的區別
- 考取軟件工程師證書
- 考系統集成二級工程師
- 考研心理學買哪些書
- 考職稱英語有什么用
- 考勤表格式不會畫怎么辦
- 原來這就是辨別冷熱水管正確方法商家終于肯說實話了
- 影響免蒸養(壓)粉煤灰小型空心砌塊強度指標的因素
- 基于局部二進制模式的帶鋼表面缺陷初級檢測方法
- 圓鋼管混凝土T型焊接節點應力強度因子計算方法
- 擇壓法檢測砌筑砂漿抗壓強度技術規程召開編制組會議
- 再論橋涵施工技術規范中混凝土抗壓強度驗收標準
- 圓鋼管KK型搭接節點內隱藏焊縫焊接與否有限元分析
- 應用CSP熱軋卷生產的冷軋與鍍鋅產品常見缺陷分析
- 再生混凝土塊體替代率對混凝土立方體抗壓強度的影響
- 混凝土抗壓強度檢測
- 應用于某水電站工程壩坡地質缺陷處理的巖土錨固方法
- 應用靜壓預應力高強度混凝土管樁(PHC樁)的體會
- 工藝參數對鋁合金激光填絲搭接焊縫成形影響
- 關于建筑工程混凝土強度主要檢測技術分析及應用
- 關于光纖復合架空地線光纜OPGW雷擊斷股一些考慮
- 工業建筑用高強度纖維混凝土組合梁受彎性能試驗
- 關于剪力墻、柱、梁拆模后混凝土質量缺陷專項處理方案
- 焊縫熱處理是熱加工
- 焊縫圖紙上怎么表示
- 焊縫為什么要進行熱處理
- 焊縫系數如何計算
- 焊縫咬邊的相關規范和要求
- 焊縫余高標準多少合格
- 焊縫長度計算問題
- 焊縫長度如何計算
- 焊縫質量檢測儀多少錢
- 焊個狗籠子焊多大的合適
- 焊個小鐵門需多少錢
- 焊工工作服多少錢一套
- 焊工工作服是什么材料
- 焊工絕緣鞋耐電壓多少
- 焊工一天工資多少錢
- 焊管dn50是什么
- 焊管道需要什么證件
- 焊管的重量計算方式
- 焊管的重量計算公式
- 焊管鋼管價格多少錢一噸
- 焊管規格有多少
- 焊管和鍍鋅管的區別
- 焊管和鍍鋅管叫法有什么區別
- 焊后熱處理標準查什么
- 焊后熱處理的作用是什么
- 焊后熱處理的作用是怎樣的
- 焊機輸出電流多大
- 焊機銅線好還是鋁線好
- 焊腳尺寸hf≤6.0是什么意思
- 焊腳尺寸的介紹