




格式:pdf
大小:26KB
頁數: 2頁
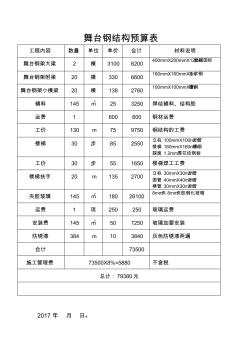
舞臺鋼結構預算表 工程內容 數量 單位 單價 合計 材料說明 舞臺鋼架大梁 2 棵 3100 6200 400mmX200mmX12mH型鋼國標 舞臺鋼架附梁 20 棵 330 6600 160mmX160mmX6m工字鋼 舞臺鋼架小橫梁 20 棵 138 2760 100mmX100mmX6m槽鋼 輔料 145 m2 25 3250 焊結輔料、結構膠 運費 1 600 600 鋼材運費 工價 130 m 75 9750 鋼結構的工費 樓梯 30 步 85 2550 立柱 100mmX100mm方管 樓梯 160mmX160mm槽鋼 踩面 1.2mm厚花紋鋼板 工價 30 步 55 1650 樓梯焊工工費 樓梯扶手 20 m 135 2700 立柱 30mmX30mm方管 面管 40mmX40mm方管 橫管 30mmX30mm方管 夾膠玻璃 145 m2 180 26100 8mm夾 8m
格式:pdf
大小:23KB
頁數: 3頁
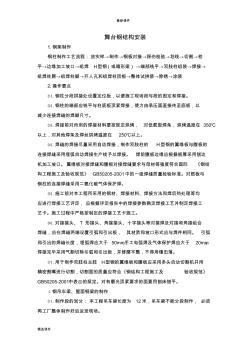
最新課件 精選課件 舞臺鋼結構安裝 1.鋼架制作 鋼柱制作工藝流程:放實樣→制作→鋼板對接→探傷檢驗→劃線→切割→校 平→邊緣加工坡口→組焊 H型鋼(或箱形梁)→端部銑平→雙肢柱組裝→焊接→ 組焊柱肩→組焊柱腳→開人孔和組焊柱頂板→整體試拼裝→除銹→涂裝 2.操作要點 ⑴.鋼柱分段拼接處設置定位板,以便施工現場段與段的固定和焊接。 ⑵.鋼柱的端部應銑平與柱底板頂緊焊接,使力由承壓面直接傳至底板,以 減少連接焊縫的焊腳尺寸。 ⑶.焊接前對所用的焊接材料要按規定烘烤, 對低氫型焊條,烘烤溫度在 350℃ 以上,對其他焊條及焊絲烘烤溫度在 250℃以上。 ⑷.焊縫的焊接盡量采用自動焊接,制作雙肢柱的 H型鋼的翼緣板與腹板的 連接焊縫采用埋弧自動焊接生產線予以焊接。 焊前腹板邊緣應根據板厚采用刨邊 機加工坡口。翼緣板對接焊縫和腹板對接焊縫要求與母材等強度符合國際 《鋼結 構工程施工及驗收規范》 G
熱門知識
鋼結構文化舞臺-
話題: 工程造價F434959604
精華知識
鋼結構文化舞臺最新知識
鋼結構文化舞臺-
話題: 造價軟件pifuke005994
-
話題: 造價軟件rogerguoguo
相關問答
鋼結構文化舞臺-
話題: 裝修工程shihengyao
鋼結構文化舞臺相關專題
- 框架-核心筒結構鋼筋含量
- 框架核心筒結構鋼筋含量
- 框架結構構造柱鋼筋的做法
- 框架鋼結構圖紙怎么看
- 框架結構的柱鋼筋有彎鉤嗎
- 框架結構鋼筋各占多少比例
- 框架結構庫房鋼筋含量
- 框剪結構鋼筋含量問題
- 昆明鋼結構公司
- 遼寧省鋼結構損耗問題
- 園林綠化技術資料鋼結構油漆分項工程質量檢驗評定表
- 展廳A1屋面鋼結構工料機表【XX會展綜合體項目】
- 中博會展中心C1區鋼結構屋面大型主桁架的施工技術
- 在核電工程項目中培育以核安全文化為核心的管理文化
- 中國鋼結構承包市場調查及未來五年投資前景評估報告
- 優秀鋼結構廠房施工組織設計方案(技術標)
- 中國鋼結構協會鋼管分會七屆三次會員大會
- 古建筑與博物館文化旅游開發以陳家祠古建筑為例
- 公路懸索橋斜拉橋鋼結構制造與安裝工程質量檢驗評定技
- 杭州奧體博覽中心主體育場鋼結構施工模擬分析
- 工藝工法建筑施工鋼結構屋頂天線滑移提升施工工法
- 公司系統工程轉爐煉鋼連鑄鋼結構工程施工組織設計方案
- 廣州新白云國際機場旅客航站樓鋼結構安裝綜合技術介紹
- 廣州新白云國際機場航站樓鋼結構工程第二標段施工技術
- 基層公共文化體育設施建設項目工程咨詢理論與方法
- 國內外鋼結構設計規范關于角焊縫限值及計算方法比較
- 厘定企業文化路徑工程項目文化建設實踐和思考