




格式:pdf
大小:354KB
頁數: 6頁
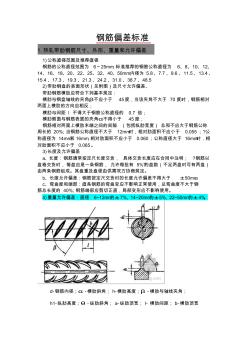
鋼筋偏差標準 1.熱軋帶肋鋼筋尺寸、外形、重量和允許偏差 1)公稱直徑范圍及推薦直徑 鋼筋的公稱直徑范圍為 6~25mm,標準推薦的鋼筋公稱直徑為 6、8、10、12、 14、16、18、20、22、25、32、40、50mm;內徑為 5.8、7.7、9.6、11.5、13.4、 15.4、17.3、19.3、21.3、24.2、31.0、38.7、48.5 2)帶肋鋼盤的表面形狀(見附圖)及尺寸允許偏差、 帶肋鋼筋橫肋應符合下列基本規定: 橫肋與鋼盤軸線的夾角β不應小于 45度,當該夾角不大于 70度時,鋼筋相對 兩面上橫肋的方向應相反; 橫肋與間距 l 不得大于鋼筋公稱直徑的 0.7 倍; 橫肋側面與鋼筋表面的夾角α不得小于 45度; 鋼筋相對兩面上橫肋末端之間的間隙 (包括縱肋寬度) 總和不應大于鋼筋公稱 周長的 20%;當鋼筋公稱直徑不大于 12mm時,相對肋面積不應小于 0.0
格式:pdf
大小:19KB
頁數: 1頁
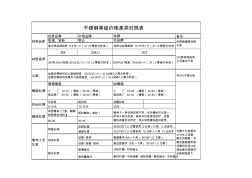
優質品牌 中檔品牌 備注 張浦、寶新 聯眾 304 304J1 公差 與201不做比較 長拉絲 短拉絲 油墨拉絲 5-10元 10-15元 20元 成型鍍鈦 (門套、踢腳 線等板狀材料) 板材鍍鈦(卷材) 60-80 30-40 點焊處理 滿焊處理 切割 -拼角 切割 -研磨 -拼角 普通拋光 高質量拋光 切割工藝按要求 分為水刀切割、 激光切割等。切 割后直接使用和 切割后對切口處 理后拋光再使用 價格相差較大 顏色不一樣價格有所不同;另外鍍鈦可以按一 爐多少錢為標準,板材可以掛很多進爐,成型 鍍鈦須看形狀而定,所以異型鍍鈦相對較貴。 鏡面處理 拉絲處理 鍍鈦處理 制作工藝 比較 焊接處理 拼角處理 拋光處理 以50*50*1.5 方管拼角 3分鐘一個角 4 元成本 以50*50*1.5 方管拼角 10分鐘一個角 15元成本 普通要求 6元一個角( 50*50*1.5 方管)
熱門知識
鋼筋的級差-
話題: 造價管理linmy_mail
精華知識
鋼筋的級差-
話題: 建筑設計aiqingkuhai
-
話題: 工程造價wangyangsea0
最新知識
鋼筋的級差相關問答
鋼筋的級差-
話題: 工程造價lqszhulong
-
話題: 造價管理haomenweiye
-
話題: 計價依據8yT1P13724733977
-
話題: 工程造價linzhingkai
鋼筋的級差相關專題
- 看圖看鋼筋圖
- 抗拔樁鋼筋為什么要通長
- 抗拔樁鋼筋最低含量是多少
- 抗水板中鋼筋的計算
- 抗震鋼筋當做普通鋼筋送檢
- 抗震鋼筋有標準
- 抗震鋼筋問題
- 空心屋面板鋼筋大小及根數
- 空心板的鋼筋是什么型號的
- 空心樓板蓋怎么算鋼筋
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 以MSP430FW427為核心的遠程數字水表設計
- 園林綠化養護精細化管理對河源市園林景觀的影響分析