




格式:pdf
大小:15KB
頁數: 8頁
______________________________________________________________________________________________________________ 精品資料 方形補償器的制作與安裝 1.準備工作 1.1 人員準備:經驗豐富的管工一名,負責;合格焊工兩名 和熱工一名協助。 1.2 工具準備:準備好焊機、加熱火炬、加熱工平臺、千斤 頂、黃砂、木塞、鋼絲繩、手拉葫蘆、榔頭、水平尺、量具、 角尺等工具。開工前對所有工具進行校驗和檢查,保證工具和 量具能正常使用。 1.3材料準備:一根足夠長的 ф159×4.5 的蒸汽管道,焊條, 閥門及配件。 1.4 場地準備:清理出一片足夠寬敞的施工場地,分別劃出 材料區、工作區、機具擺放區。要求各區界線明顯,擺放整齊。 1.5 技術準備:認真熟悉設計圖紙,查閱管道制作與安裝相 關的國家
格式:pdf
大小:328KB
頁數: 5頁
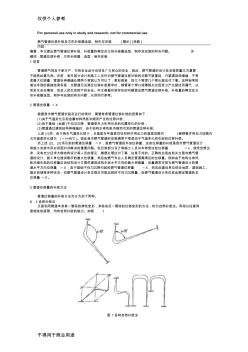
僅供個人參考 不得用于商業用途 For personal use only in study and research; not for commercial use 燃氣管道位移補償及方形補償器選型、制作與安裝 [精華 ] [轉載 ] 內容: 摘要:本文提出燃氣管道位移補償、補償量的確定及方形補償器選型、制作及安裝的有關問題。 關 鍵詞:管道位移補償;方形補償器;選型;制作安裝 1 前言 管道燃氣利及千家萬戶,它的安全運行也涉及廣大民眾的安全,因此,燃氣管道的設計及安裝質量尤為重要, 不能有絲毫馬虎。目前,我市部分設計和施工人員針對燃氣管道位移補償的問題不夠重視,只要遇到伸縮縫,不考 慮最大位移量,管道在伸縮縫處煨兩個彎就認為可以了,更有甚者,拐幾個彎焊幾個彎頭就應付了事。這種輕率的 做法導致的直接結果將是:當管道無法滿足位移補償要求時,鋼管某個焊口或薄弱點會因受力產生裂紋而漏氣,從
熱門知識
方形補償器安裝圖集-
話題: 工程造價chitao5566
-
話題: 工程造價rumeng2006
精華知識
方形補償器安裝圖集最新知識
方形補償器安裝圖集-
話題: 暖通空調heyanyan1124
相關問答
方形補償器安裝圖集-
話題: 工程造價蜻蜓20095228
-
話題: 綜合管廊jianfeng422
方形補償器安裝圖集相關專題
- 兩方的正方形水箱怎么算
- 長方形的鋼材怎樣計算重量
- 長方形的臥室怎么設計
- 長方形體積計算公式
- 長方形體積怎么算
- 長方形周長怎么算
- 長方形柱子算平方怎么算
- 長方形井蓋最小尺寸
- 怎么拆墻上的四方形插座
- 正方形的對角線怎么算
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 智能建筑智能化工程名詞解釋-通信系統設備安裝工程
- 以工作任務為載體的安裝工程造價課程教學改革與實踐
- 圓錐碎礦機工作原理、技術參數、安裝調試及維護檢修
- 醫院弱電系統線纜敷設及柜箱安裝施工方案與技術措施
- 云南某科研大樓及配套工程建筑安裝工程施工組織設計
- 張峰水庫2號倒虹預應力鋼筒混凝土管道安裝施工工藝
- 中國現行建筑專業圖集
- 智能建筑電氣安裝中的質量控制
- 引進10000m^3/h空分設備的流程及安裝特點
- 中國制冷空調設備維修安裝企業資質等級認證評審公示
- 醫院工程電氣、弱電、消防火災報警安裝工程監理細則
- 智能建筑綜合布線系統安裝分項檢驗批質量驗收記錄表
- 義烏市某水廠土建及安裝工程施工組織設計目錄及封面
- 中國建筑第八程局工業設備安裝公司科技進步情況調查
- 榆樹灣煤礦35KV變電所電氣設備安裝工程監理細則
- 中川電氣智能疏散-工程安裝指導書V14.3.14