
- 首頁 >
- > 風(fēng)管加工
更新時間:2025.06.01




格式:pdf
大小:33KB
頁數(shù): 3頁
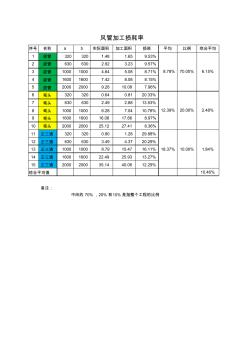
序號 名稱 a b 實際面積 加工面積 損耗 平均 比例 綜合平均 1 直管 320 320 1.48 1.65 9.53% 2 直管 630 630 2.92 3.23 9.57% 3 直管 1000 1000 4.64 5.08 8.71% 4 直管 1600 1600 7.42 8.08 8.15% 5 直管 2000 2000 9.28 10.08 7.96% 6 彎頭 320 320 0.64 0.81 20.33% 7 彎頭 630 630 2.49 2.88 13.53% 8 彎頭 1000 1000 6.28 7.04 10.78% 9 彎頭 1600 1600 16.08 17.66 8.97% 10 彎頭 2000 2000 25.12 27.41 8.36% 11 正三通 320 320 0.90 1.28 29.88% 12 正三通 630 630 3.49 4.3
格式:pdf
大小:9KB
頁數(shù): 1頁
PVC風(fēng)管制作標準 一、工藝流程 :下料—制作—焊接—加固—運輸—安裝。 1、加工時要盡量減少風(fēng)管的變徑 2、分支管道可在主管道上開口做 變徑引出,要做導(dǎo)流口 。 3、制作好的風(fēng)管要平整,美觀,不能有明顯的扭曲現(xiàn)象,兩端尺寸要相等 二、下料加工 1、加工場地必須平整 2、下料時勤測量 ,確保偏差不大于 3mm. 3、焊縫焊接前扳邊必須刨平,并去掉毛邊做坡口焊接 三、焊接 1、300mm以下風(fēng)管采用單面焊,以上采用雙面焊 2、焊接時注意組對好的風(fēng)管 不得有扭撬現(xiàn)象,焊縫要飽滿,焊條排列要均勻、美觀 。 3、焊好的風(fēng)管焊縫表面焊條節(jié)應(yīng)錯開, 要無枯焦、斷裂、假焊等缺陷 ,(如出現(xiàn)時應(yīng)及 用刀具剔除,重新進行焊接) 4.直管段的 630—800 mm的風(fēng)管要在風(fēng)管內(nèi)部加固,其加固的 PVC厚度小于風(fēng)管的板材厚 度,加固條與風(fēng)管必須滿焊,加固條排列均勻、整齊 5、焊接完畢后要擺放好,避免損壞及
熱門知識
風(fēng)管加工-
-
話題: 室內(nèi)設(shè)計leco99
-
話題: 暖通空調(diào)Andynedved
精華知識
風(fēng)管加工-
話題: 地產(chǎn)家居我就切換
-
話題: 暖通空調(diào)fangliuu
-
-
話題: 工程造價zxz3323070
-
話題: 暖通空調(diào)wo妑妳挵丟孒
最新知識
風(fēng)管加工-
話題: 地產(chǎn)家居un62988346
-
話題: 工程造價132****0237
-
相關(guān)問答
風(fēng)管加工
專題概述
風(fēng)管加工知識來自于造價通云知平臺上百萬用戶的經(jīng)驗與心得交流。 注冊登錄 造價通即可以了解到相關(guān)風(fēng)管加工最新的精華知識、熱門知識、相關(guān)問答、行業(yè)資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設(shè)行業(yè)領(lǐng)域優(yōu)質(zhì)服務(wù)。手機版訪問:風(fēng)管加工
相關(guān)話題
資料下載
相關(guān)資訊
風(fēng)管加工相關(guān)專題
- 給排水和風(fēng)管問題
- pvc通風(fēng)管規(guī)格
- upvc圓形風(fēng)管安裝
- pvc風(fēng)管規(guī)格
- pvc風(fēng)管價格
- pvc風(fēng)管多少錢一平方
- 新風(fēng)系統(tǒng)pvc風(fēng)管規(guī)格
- pvc風(fēng)管套什么定額
- pvc定向風(fēng)管
- 玻璃鋼排風(fēng)管道
- 中國現(xiàn)代化鋼筋加工工藝與傳統(tǒng)鋼筋加工工藝相比優(yōu)勢
- 制定機械加工勞動定額切削用量時間標準若干問題
- 一拖一風(fēng)管機組基于Amesim平臺建模方法
- 燃燒室高度加工中在線測量系統(tǒng)精確性的方法
- 工程建設(shè)資料檔案記錄管理表格原材料及鋼筋加工檢驗批
- 格力空調(diào)A2系列風(fēng)管送風(fēng)式空調(diào)機組設(shè)計
- 關(guān)于材料加工專業(yè)學(xué)生創(chuàng)新能力培養(yǎng)實驗教學(xué)改革
- 工程陶瓷超精加工工藝參數(shù)對表面粗糙度影響實驗
- 改進密封滾輪溝槽形式和加工方法
- 工程力學(xué)畢業(yè)論文機械加工工藝自動化生產(chǎn)與安全管理
- 關(guān)于做好我市建筑施工企業(yè)農(nóng)民工參加工傷保險工作意見
- 杠桿零件機械加工工藝規(guī)程及專用夾具設(shè)計說明書資料
- 基于PLC鉆削加工裝置鉆頭自動循環(huán)控制電路設(shè)計
- 國家林業(yè)局關(guān)于進一步加強木材經(jīng)營加工監(jiān)督管理通知
- 呼和浩特抽水蓄能電站人工砂石加工系統(tǒng)改造優(yōu)化
- 機械畢業(yè)論文聯(lián)接軸加工工藝分析與設(shè)計
- 合成潤滑油在加工和碳氫化合物氣壓機中應(yīng)用參考資料