
- 首頁 >
- > 電焊的使用及注意事項
更新時間:2025.05.11




格式:pdf
大小:13KB
頁數: 2頁
電焊機使用注意事項 電焊機分為交流和直流兩種, 我們日常工作中使用的普通電焊機多為 交流的。交流電焊機具有結構簡單、維修方便、效率高、節省電能和 材料、使用年限長、焊接時不產生磁偏吹等優點,使用時應注意以下 幾個問題: ①交流電焊機一般是單相的, 在使用前要先檢查繞組的額定電壓與電 源電壓是否相符(是 380V 還是 220V),并檢查接線端子板上的接 線是否正確。如果是第一次投入運行或長期停用的交流電焊機, 使用 前應該用 500V 的兆歐表測量各繞組對鐵心和相互間的絕緣電阻, 不應低于 0.5MΩ。 ②交流電焊機一次側電源線可用 BXR 型橡皮絕緣銅芯軟導線, 二次 側焊接電纜可用 YHH 型橡套銅芯軟電纜。 ③交流電焊機一次側、 二次側接線板上的螺母、 銅接線片和導線必須 接觸緊密可靠,如果接觸不好,會使螺栓、螺母和接線片燒環。 因此, 電焊機在運行一段時間后,要用細砂布將各接觸面上
格式:pdf
大小:61KB
頁數: 1頁
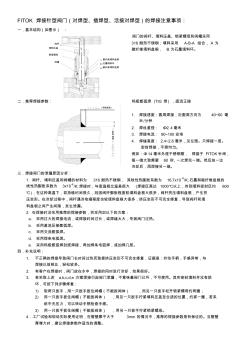
FITOK 焊接針型閥門(對焊型、插焊型、活接對焊型)的焊接注意事項: 一.基本結構(如圖示) : 閥門的閥桿、填料壓蓋、鎖緊螺母和閥帽采用 316 耐熱不銹鋼;填料采用 A-B-A 組合, A 為 碳纖維填料盤根, B 為石墨填料環。 二.推薦焊接參數: 鎢極氬弧焊 (TIG 焊 ) ,直流正接 1. 焊接速度:圓周焊接,沿圓周方向為 40~60 毫 米 /分鐘 2. 焊絲直徑: Φ2 .4毫米 3. 焊接電流: 90~100 安培 4. 焊縫高度: 2.4~2.8 毫米,見左圖。只焊接一層。 密封焊接,平滑均勻。 例如:Φ14毫米外徑不銹鋼管, 焊接于 FITOK針閥, 每一端大致需要 60 秒, 一次焊完一端。然后放一邊 冷卻后,再焊接另一端。 三.焊接閥門的泄漏原因分析: 1. 閥桿、填料壓蓋和閥帽的材料為 316 耐熱不銹鋼, 其線性熱膨脹系數為 16.7x10 -6/K;石墨和
熱門知識
電焊的使用及注意事項-
話題: 水利水電menglinggong
精華知識
電焊的使用及注意事項-
話題: 工程造價chen_12213
-
話題: 工程造價cn19880702
最新知識
電焊的使用及注意事項相關問答
電焊的使用及注意事項-
話題: 工程造價zhuguohong
-
話題: 工程造價edward1976
專題概述
電焊的使用及注意事項知識來自于造價通云知平臺上百萬用戶的經驗與心得交流。 注冊登錄 造價通即可以了解到相關電焊的使用及注意事項最新的精華知識、熱門知識、相關問答、行業資訊及精品資料下載。同時,造價通還為您提供材價查詢、測算、詢價、云造價等建設行業領域優質服務。手機版訪問:電焊的使用及注意事項
相關話題
資料下載
相關資訊
電焊的使用及注意事項相關專題
- 開電焊機租賃需要多少臺
- 開個電焊加工廠
- 老電焊機怎樣接線
- 老式電焊機為什么淘汰
- 中國十大電焊機品牌
- 眾望微型電焊機質量如何
- 自制電焊機的詳細方法
- 自制一個交流小型電焊機
- 自制小型單相電焊機
- 最小的微型電焊機
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 中國被動式太陽房及太陽能建筑市場監測及發展策略研
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 以MSP430FW427為核心的遠程數字水表設計