




格式:pdf
大小:10KB
頁數: 1頁
P9\P11耐熱鋼爐管焊接 摘要 : 耐熱鋼材質爐管普遍應用在石油化工裝置中, 結合上海石化 60萬噸 /年芳烴聯合裝置及其配套工程中四合一重整爐的實際施工,從焊接特點、焊接 工藝和質量控制等方面闡述了耐熱鋼爐管 P9與 P9、P9與 P11及 P11與 P11的 焊接。 關鍵詞 :P9、P11耐熱鋼爐管焊接 石油化工裝置加熱爐由于苛刻的操作條件,爐管長期在高溫下運行, 爐管材質一般選用 P9、P11、Cr5Mo 等耐熱鋼,以滿足爐管長期安全運行的要求。 以下結合上海石化 60萬噸 /年芳烴聯合裝置及其配套工程中四合一重整爐的焊接 實踐,簡要闡述耐熱鋼爐管 P9與 P9、P9與 P11及 P11與 P11的焊接。 1 四合一重整爐爐管焊接工程簡述 上海石化 60萬噸 /年芳烴聯合裝置及其配套工程中四合一重整爐 (方箱爐) 爐管材質為 P9、P11耐熱鋼。爐管現場焊接工作量見表 1: 表 1
格式:pdf
大小:124KB
頁數: 7頁
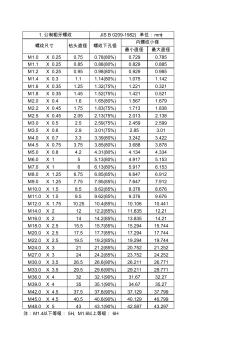
最小直徑 最大直徑 M1.0 X 0.25 0.75 0.78(80%) 0.729 0.785 M1.1 X 0.25 0.85 0.88(80%) 0.829 0.885 M1.2 X 0.25 0.95 0.98(80%) 0.929 0.985 M1.4 X 0.3 1.1 1.14(80%) 1.075 1.142 M1.6 X 0.35 1.25 1.32(75%) 1.221 0.321 M1.8 X 0.35 1.45 1.52(75%) 1.421 0.521 M2.0 X 0.4 1.6 1.65(80%) 1.567 1.679 M2.2 X 0.45 1.75 1.83(75%) 1.713 1.838 M2.5 X 0.45 2.05 2.13(75%) 2.013 2.138 M3.0 X 0.5 2.5 2.59(75%) 2.459 2.599 M3.5 X
熱門知識
DB9P公頭-
話題: 室內設計xiulingniu
精華知識
DB9P公頭-
話題: 地產家居zmlbxzmlbx
最新知識
DB9P公頭-
話題: 計價依據chenfancui
相關問答
DB9P公頭-
話題: 室內設計shenhuanhuan
-
話題: 工程造價yanghuakuan
DB9P公頭相關專題
- db25接線器
- 3TK2802-0DB4安全繼電器接線圖
- DB9P數據線
- db-25針接口
- db串口
- db頭15p
- db光電開關
- 插板式DB頭
- db9串口接口
- db25p接口
- 宜賓金沙江公鐵兩用橋混凝土系桿拱現澆支架施工設計
- 公通字信息安全等級保護管理辦法
- 關于加強預應力混凝土抗拔管樁連接接頭質量控制通知
- 基于LS-DYNA潛孔鉆頭仿真分析與布齒優化設計
- 基于PLC鉆削加工裝置鉆頭自動循環控制電路設計
- 合金鉆頭全面鉆進法在野馬泉礦區碳質灰巖地層中應用
- 橫排頭渠首樞紐壩基高壓擺噴防滲墻圍井試驗施工情況
- 基于公能素質教育理念通信工程專業課程體系改革
- 工程量清單泊頭東辛店35KV變電站新建工程安裝
- 構建對內聯接通道發揮北承長江三角洲橋頭堡作用
- 惠州抽水蓄能電站上水庫碾壓混凝土主壩左、右壩頭處理
- 含表面缺陷雙相不銹鋼管道非匹配焊接接頭安全評定
- 密云水庫調蓄工程埝頭泵站回轉式清污機改造及效果評價
- 抗磨耐熱球墨鑄鐵試驗及熱軋無縫鋼管頂頭研制
- 廣西南寧7層中高層住宅386#-公租房工程造價指標
- 基于樁土相互作用內河架空直立式碼頭地震響應分析
- 某鋼鐵廠燒結機機頭189m~2電除塵器增效改造實踐