




格式:pdf
大小:430KB
頁數: 4頁
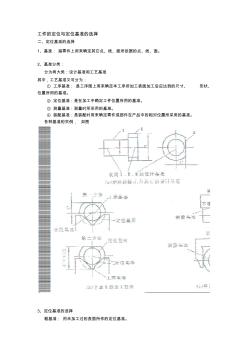
工件的定位與定位基準的選擇 二、定位基準的選擇 1、基準: 指零件上用來確定其它點、線、面所依據的點、線、面。 2、基準分類: 分為兩大類:設計基準和工藝基準 其中,工藝基準又可分為: ① 工序基準: 是工序圖上用來確定本工序所加工表面加工后應達到的尺寸、 形狀、 位置所用的基準。 ② 定位基準:是在加工中確定工件位置所用的基準。 ③ 測量基準:測量時所采用的基準。 ④ 裝配基準:是裝配時用來確定零件或部件在產品中的相對位置所采用的基準。 各種基準的實例, 如圖 3、定位基準的選擇 粗基準: 用未加工過的表面所作的定位基準。 精基準: 用已加工過的表面所作的定位基準。 (1)粗基準的選擇原則 選擇粗基準時, 主要考慮的問題是如何使各道工序均 有足夠 的加工余量以及工件安 裝的穩定性。 選擇原則為: ① 為了保證 加工面 與不加工面 之間的位置要 求,應選 不加工面為粗基準 ; 若工件上 有

格式:pdf
大小:295KB
頁數: 2頁
1986年下半年,我們開發了窗紗的第三代產品——玻璃纖維涂塑印花定位窗紗。玻璃纖維涂塑印花定位窗紗無毒、耐寒、耐腐蝕,具有通風透光、防塵防蟲、易洗易干、剪裁容易、安裝方便等特點,該產品廣泛用于全國各地高級賓館、住宅、工廠是深受用戶歡迎的理想裝飾品,其使用壽命可達5~10年,陜西召開的產業用布會議初審,該產品代表江蘇省送北京廳局長會議展評,會議期間受
熱門知識
窗的定位精華知識
窗的定位-
話題: 工程造價zxqqxzzxqqxz
-
話題: 造價軟件dingtian0876
最新知識
窗的定位相關問答
窗的定位-
話題: 工程造價dada7777777
-
話題: 工程造價wangyaoyu002
窗的定位相關專題
- 卡套接頭的安裝方法
- 開窗簾店要考慮什么因素
- 開窗口是否影響整體消防
- 開窗簾店要自己會做
- 開窗簾店利潤大
- 開窗簾店要什么條件
- 開窗器的介紹
- 開關插座的安裝規范
- 開關插座的安裝有哪些要求
- 看智能門鎖是怎樣安裝的
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 可替代現有隔熱保溫材料的新型材料
- 以貫穿項目為核心載體的建筑工程技術專業素材庫建設
- 多逆變器太陽能光伏并網發電系統的組群控制方法
- 影響萘高效減水劑與普通硅酸鹽水泥適應性的關鍵因素
- 在全縣非煤礦山和危化企業安全生產工作會議上的講話
- 中國工程造價咨詢業的發展趨勢
- 支持并行工程和智能CAPP的制造資源建模技術
- 中共重慶市委重慶市人民政府關于建設平安重慶的決定
- 智能建筑工程報警與電視監控系統前端設備的安裝施工
- 在“建筑節能與居住舒適”專題技術交流會議上的講話
- 以MSP430FW427為核心的遠程數字水表設計
- 園林綠化養護精細化管理對河源市園林景觀的影響分析