




格式:pdf
大小:42KB
頁數: 2頁
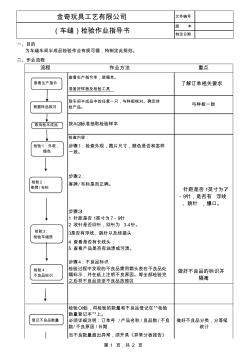
文件編號 版 本 制定日期 一、目的 為車縫車間半成品檢驗作業有規可循,特制定此規范。 二、作業流程 與樣板一致 準備好樣板及檢驗工具 針距是否 1英寸為7 -9針,是否有 浮線 、跳針 ,爆口。 步驟2: 客牌 /布標是否正確。 步驟1:檢查外觀,裁片尺寸,顏色是否和簽樣 一致。 檢查內容: 流程 作業方法 重點 按AQL標準抽取檢驗樣本 了解訂單相關要求 步驟4:不良品標識 檢驗過程中發現的不良品需用箭頭表在不良品處 隔標示,并在紙上注明不良原因。等全部檢驗完 之后將不良品放至不良品放臵區 金奇玩具工藝有限公司 (車縫)檢驗作業指導書 查看生產指令單,裝箱單。 取車間半成品中的任意一只,與樣板核對。確定待 檢產品。 步驟3 1 針距是否 1英寸為7-9針 2 收針是否回針,回針為 3-4針。 3是否有浮線、跳針以及線接頭 4 查看是否有長線頭; 5 查看產品是否有油漬或污
格式:pdf
大小:2.0MB
頁數: 91頁
改 建 鐵 路 寧 西 線 南 陽 至 合 肥 段 增 建 第 二 線 XXXXX (XXX~XXX) 既有線路換鋪無縫線路施工方案 XXXXXXXXX 項目經理部 二〇一三年三月 目 錄 1.編制依據及編制原則 ..................................... 1 1.1 編制依據 .......................................... 1 1.2 編制原則 .......................................... 2 1.3 指導思想 .......................................... 4 1.4 編制范圍 .......................................... 4 2.工程概況、工程特點、難點及對策 ........
車縫線相關專題
- 卡箍的量是怎么算出來的
- 卡箍工程量問題
- 卡箍件的計算問題
- 卡箍如何計算
- 卡箍與法蘭有何區別
- 卡簧尺寸怎么量
- 卡普隆雨棚做什么檢驗批
- 卡套接頭的選用標準
- 卡箍連接管道
- 卡簧鉗的型號是多少
- 中國電動汽車充電站市場現狀與投資分析報告
- 在不中斷行車條件下利用靜態爆破劑進行橋改涵的施工
- 新型自行式全旋轉橋梁檢修車在橋梁工程中的應用
- 浙江深美裝飾工程有限公司生產車間工程安全監理細則
- 中國南車研制的中央空調永磁變頻驅動技術節能
- 一心一意謀發展 中國重型汽車集團有限公司發展紀實
- 中國通訊通信工程車行業調查及走勢分析報告目錄
- 中國國際城市市政工程機械建筑機械及施工車輛展覽會
- 中國石化工程建設項目生產準備與試車管理探索與實踐
- 引黃工程北干1~#隧洞Ⅳ標預制廠房鋼吊車梁的設計
- 中國式駕駛室安全標準出臺 或將導致卡車行業洗牌
- 中東鐵路寬城子車站歷史文化街區保護與更新策略
- 植筋技術在西安地鐵體育場車站圍護結構施工中的應用
- 整體式模板臺車在有支護基坑內閘室墻身施工中的應用
- 中國混凝土泵車市場現狀與投資分析報告
- 基于GIS與羊城通的高速公路行駛車輛監管模式
- 中國工程機械工業協會工業車輛分會理事會