




格式:pdf
大小:489KB
頁數: 3頁
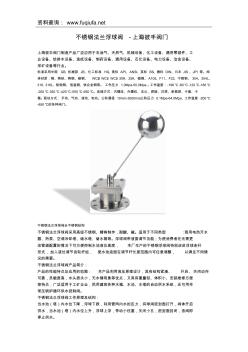
資料查詢: www.fuqiufa.net 不銹鋼法蘭浮球閥 -上海彼豐閥門 上海彼豐閥門制造產品廣泛應用于石油氣、天然氣、機械設備、化工設備、通用零部件、工 業設備、給排水設備、造紙設備、制藥設備、通用設備、石化設備、電力設備、治金設備、 采礦設備等行業。 標準采用中國 GB、機械部 JB、化工標準 HG、美標 API、ANSI、英標 BS、德標 DIN、日本 JIS 、JPI 等。閥 體材質:銅、鑄鐵、鑄鋼、碳鋼、 WCB、WC6、WC9、20#、25#、鍛鋼、 A105、F11、F22、不銹鋼、 304、304L、 316、316L、鉻鉬鋼、低溫鋼、鈦合金鋼等。 工作壓力 1.0Mpa-50.0Mpa。工作溫度: -196℃ -80℃ -120℃-180℃ -200℃-350℃ -425℃-550 ℃-650℃。連接方式:內螺紋、外螺紋、法蘭、焊接、對焊、承插焊、卡套、卡 箍。驅動
格式:pdf
大小:6KB
頁數: 2頁
不銹鋼法蘭加工方法 對刀具幾何參數的要求: 加工不銹鋼時,刀具切削部分的幾何形狀,一般應從前角、后角方面的選擇來考慮。 在選擇前角時,要考慮卷屑槽、有無倒棱和刃傾角的正負角度大小等因素。不論何種刀具, 加工不銹鋼時都必須采用較大的前角。 增大刀具的前角可減小切屑切離和清出過程中所遇到 的阻力。對后角選擇要求不十分嚴格, 但不宜過小,后角過小容易和工件表面產生嚴重摩擦, 使加工表面粗糙度惡化, 加速刀具磨損。 并且由于強烈摩擦, 增強了不銹鋼表面加工硬化的 效應 ;刀具后角也不宜過大,后角過大,使刀具的楔角減小,降低了切削刃的強度,加速了 刀具的磨損。通常,后角應比加工普通碳鋼時適當大些。 對刀具切削部分表面粗糙度的 要求: 提高刀具切削部分的表面光潔度可減少切屑形成卷曲時的阻力,提高刀具的耐用度。 與加工普通碳鋼相比較,加工不銹鋼時應適當降低切削用量以減緩刀具磨損 ;同時還要選擇 適當的冷
熱門知識
不銹鋼法蘭高溫球閥-
話題: 室內設計summerbsdfx
精華知識
不銹鋼法蘭高溫球閥-
話題: 工程造價liweilong88
-
話題: 工程造價luoyaoxig69
最新知識
不銹鋼法蘭高溫球閥-
話題: 室內設計djkzhanglei
-
話題: 工程造價mianyang1988
相關問答
不銹鋼法蘭高溫球閥-
話題: 裝修工程johnnyliu1
-
話題: 裝修工程b20110815031
-
話題: 裝修工程wangjian0123
不銹鋼法蘭高溫球閥相關專題
- 可否制作不銹鋼方管沖孔機
- 可麗納特不銹鋼筷子籠CP010
- 刻蝕不銹鋼板多少錢一平
- 昆明不銹鋼水箱
- 昆山不銹鋼切割到哪里加工
- 昆山哪里賣不銹鋼管
- 昆山哪里有黑鈦鏡面不銹鋼
- 昆山哪里有賣不銹鋼的
- 昆山哪里需要做不銹鋼
- 昆山專業做不銹鋼擋水板
- 基于壓電堆驅動器的噴嘴擋板式氣體控制閥
- 電氣工程及其自動化特色專業建設探索
- 分形DGS單元結構設計及其在微帶電路中的應用
- 磷銨技術改造五大磷肥工程的建議
- 以大豆油多元醇制備的硬質聚氨酯泡沫塑料的性能
- 逆變TIG焊機接觸引弧電路的設計(引弧電路)
- 預制砌塊(磚、石)擋土墻工程砌體施工安全技術交底
- 應用模糊數學理論對公路工程建設項目方案的綜合評價
- 引嫩工程擴建區土壤水鹽動態與防治土壤鹽堿措施
- 中華華丹雨、污水管道溝槽開挖專項施工方案教學教材
- 中國工程圖學學會成立工程與制造系統集成化分會
- 中國吹制玻璃行業市場前景分析預測年度報告(目錄)
- 可替代現有隔熱保溫材料的新型材料
- 醫院病房樓工程施工裝飾裝修工程施工控制
- 在生活中構筑自然——河南天旺園林工程有限公司剪影
- 中國機械工程學會授予材料熱處理工程師資格人員名單
- 中國電力井蓋行業市場前景分析預測年度報告(目錄)