

脂硬化水玻璃砂鑄造工藝及流水線裝備
格式:pdf
大小:30KB
頁數:7P
人氣 :98
 4.5
4.5
脂硬化水玻璃鑄造工藝及流水線裝備 可 行 性 研 究 報 告 (晉煤集團科技開發計劃申報項目 ) 項目簡要內容 (逐格正書,總共不超過 50個字 ): 提 要 研 究 開 發 脂 硬 化 水 玻 璃 砂 鑄 造 工 藝 , 實 現 中 部 槽 幫 、 支 架 柱 窩 等 煤 礦 設 備 零 部 件 的 綠 色 鑄 造 , 確 保 產 品 質 量 。 申請總費用 (萬元 ): 700 。其中: 技術開發費 技術咨詢費 技術服務費 工程費 設備費 材料費 49 2 3 50 476 120 注:各項費用預算明細及其依據見正文中詳述。 本項目承擔者 (科、隊 )簽章:晉煤集團金鼎公司 電話: 3667527 本報告撰寫人:李 勝 電話: 3667215 單位技術負責人 (簽章 ):楊 棟 二○○九年九月二十一日 晉煤集團科技開發計劃項目 項目名稱:脂硬化水玻璃砂鑄造工藝及流水線裝




10脂硬化水玻璃砂鑄造工藝及流水線裝備
格式:pdf
大小:30KB
頁數:7P
1 脂硬化水玻璃鑄造工藝及流水線裝備 可行性研究報告 (晉煤集團科技開發計劃申報項目) 項目簡要內容(逐格正書,總共不超過50個字): 提要研究開發脂硬化水玻璃砂 鑄造工藝,實現中部槽幫、支 架柱窩等煤礦設備零部件的綠 色鑄造,確保產品質量。 申請總費用(萬元):700。其中: 技術開發費技術咨詢費技術服務費工程費設備費材料費 492350476120 注:各項費用預算明細及其依據見正文中詳述。 本項目承擔者(科、隊)簽章:晉煤集團金鼎公司 電話:3667527 本報告撰寫人:李勝 電話:3667215 單位技術負責人(簽章):楊棟 二○○九年九月二十一日 2 晉煤集團科技開發計劃項目 項目名稱:脂硬化水玻璃砂鑄造工

編輯推薦下載
水玻璃砂鑄造通用工藝規程
格式:pdf
大小:24KB
頁數:4P
4.3
質量管理體系c層次文件 版本號:a/1-0 水玻璃砂造型工藝規程xb/q-c-01.4-2006-a7.0 一、混砂 1、面砂 1.1、面砂采用專用混砂機,每碾混砂量為350kg; 1.2、面砂工藝配方:(單位kg) 石英新砂350,陶土14,粘土7,水玻璃22.5。 1.3、混制 加料定量要準確,砂和粉料均勻加入到混砂機中,干混2分 鐘,再加水玻璃濕混8~10分鐘出砂,混制好的面砂用濕麻袋 覆蓋,防止風干;對于需要長時間放置(≥2小時)的水玻璃 砂要盛放在密閉的桶內保存。 2、背砂 背砂采用回用砂經破碎、過篩去除鐵塊等塊狀物體后,加入 占砂重2%的粘土和適量的水,混制均勻即可使用。 二、造型 1、造型 1.1、正確放置模型、冷鐵和澆冒系統模,側吃砂量大于50mm,底 吃砂量大于90mm,頂吃砂量大于100mm,底箱下面灑放軟砂 層。 1.
水玻璃自硬砂鑄造工藝研究與應用
格式:pdf
大小:929KB
頁數:4P
4.5
鑄鋼軋輥生產造型用砂一直是粘土石英砂,手工舂箱,工人的勞動強度大,生產效率低,造型環境差,可控性差,且因形狀復雜,件大,無法進行機械化生產。本文對水玻璃自硬砂工藝進行了研究。結果表明,采用脂硬化水玻璃砂生產鑄鋼軋輥,可以滿足機械化生產工藝要求,減輕勞動強度,提高生產效率,減少水玻璃加入量,還可擴大開箱溫度范圍,降低鑄造裂紋發生的幾率,具有諸多優點。
脂硬化水玻璃砂鑄造工藝及流水線裝備熱門文檔

水玻璃砂鑄造應注意的幾個問題 (2)
格式:pdf
大小:181KB
頁數:12P
4.6
水玻璃砂鑄造應注意的幾個問 題 5-5-2 水玻璃砂鑄造應注意的幾個問題 國內外幾十年來對樹脂砂鑄造工藝的應用 實踐表明:樹脂砂雖然具有鑄件尺寸精度 高, 表面光潔,造型效率高,可以制造形狀復雜和內 部質量要求嚴格的鑄件,舊砂回收再生容易等優 點;但是,樹脂砂的生產成本高,環境污染嚴重, 在人們對于自身生存條件和環境的要求日趨嚴 格的條件下,由于車間勞動保護和生產環境衛生 方面的投資很大,樹脂砂的應用受到一定限制。 而水玻璃無色、無臭、無毒,在混砂造型、硬化 和澆鑄過程中都沒有刺激性或有毒氣體溢出。故 近年來許多國家對水玻璃砂重新重視起來。 水玻璃砂的硬化方法可分為熱硬法、氣硬法 和自硬法三大類,包括很多種方法。但目前 常用的硬化方法主要有以下兩種: 1、普通co2氣硬法 此法是水玻璃粘結劑領域里應用最早的一 種快速成型工藝,由于設備簡單,操作方便, 使用靈活,成本低廉,在
EPS模型在水玻璃砂鑄造生產中的應用
格式:pdf
大小:112KB
頁數:2P
4.5
第31卷第5期 2009年10月 山東冶金 shandongmetallurgy vol.31no.5 october2009 1前言 eps(發泡聚苯乙烯)是以合成樹脂為母材制成 的內部具有無數微小氣孔結構的塑料,主要特點是 質地輕,容重僅為16~25kg/m3,是同體積木模的 3.64%~5.68%,價格比較低,成型加工方便,資源豐 富。山東冶金機械廠生產的鑄鋼件主要以單件或小 批量為主,產品類型多樣,重量從幾公斤至十幾噸不 等,結構各異。常規的生產方法是先制作木模再進 行造型,由于每種產品的數量少,導致木模在整個生 產成本中所占比重大,且生產周期較長。為此,在模 型生產中嘗試用eps代替木材作為制作原料,取得 成功。 2分析產品結構,確定工藝 使用eps制作模型,首先需要考慮的是其加工 問題。由于eps與木料的材質差異,不能按木
水玻璃砂鑄造應注意的幾個問題 (2)
格式:pdf
大小:30KB
頁數:6P
4.8
5-5-1 水玻璃砂鑄造應注意的幾個問題 國內外幾十年來對樹脂砂鑄造工藝的應用實踐表明:樹脂砂雖然具有鑄件尺寸精度高, 表面光潔,造型效率高,可以制造形狀復雜和內部質量要求嚴格的鑄件,舊砂回收再生容易 等優點;但是,樹脂砂的生產成本高,環境污染嚴重,在人們對于自身生存條件和環境的要 求日趨嚴格的條件下,由于車間勞動保護和生產環境衛生方面的投資很大,樹脂砂的應用受 到一定限制。而水玻璃無色、無臭、無毒,在混砂造型、硬化和澆鑄過程中都沒有刺激性或 有毒氣體溢出。故近年來許多國家對水玻璃砂重新重視起來。 水玻璃砂的硬化方法可分為熱硬法、氣硬法和自硬法三大類,包括很多種方法。但目前 常用的硬化方法主要有以下兩種: 1、普通co2氣硬法 此法是水玻璃粘結劑領域里應用最早的一種快速成型工藝,由于設備簡單,操作方便, 使用靈活,成本低廉,在國內外大多數的鑄鋼件生產中得到了廣泛的應用
水玻璃砂鑄造應注意的幾個問題 (3)
格式:pdf
大小:51KB
頁數:16P
4.3
水玻璃砂鑄造應注意的幾個問題 鑄造2010-06-0407:27:53閱讀424評論0字號:大中小訂閱 2008-4-811:26:48來源:寧波鑄造[字體:] ——兼論《砂型鑄造生產技術500問》的特點 馮勝山 (湖北工業大學機電研究設計院武漢430070) 國內外幾十年來對樹脂砂鑄造工藝的應用實踐表明:樹脂砂雖然具有鑄件尺寸精度高,表面光潔,造 型效率高,可以制造形狀復雜和內部質量要求嚴格的鑄件,舊砂回收再生容易等優點;但是,樹脂砂的生產 成本高,環境污染嚴重,在人們對于自身生存條件和環境的要求日趨嚴格的條件下,由于車間勞動保護和 生產環境衛生方面的投資很大,樹脂砂的應用受到一定限制。而水玻璃無色、無臭、無毒,在混砂造型、 硬化和澆鑄過程中都沒有刺激性或有毒氣體溢出。故近年來許多國家對水玻璃砂重新重視起來。 水玻璃砂的硬化方法可分為熱
水玻璃砂鑄造應注意的幾個問題
格式:pdf
大小:102KB
頁數:36P
4.7
1 水玻璃砂鑄造應注意的幾個問題 國內外幾十年來對樹脂砂鑄造工藝的應用實踐表明:樹脂砂雖然具有鑄件尺寸精 度高,表面光潔,造型效率高,可以制造形狀復雜和內部質量要求嚴格的鑄件, 舊砂回收再生容易等優點;但是,樹脂砂的生產成本高,環境污染嚴重,在人們 對于自身生存條件和環境的要求日趨嚴格的條件下,由于車間勞動保護和生產環 境衛生方面的投資很大,樹脂砂的應用受到一定限制。而水玻璃無色、無臭、無 毒,在混砂造型、硬化和澆鑄過程中都沒有刺激性或有毒氣體溢出。故近年來許 多國家對水玻璃砂重新重視起來。 水玻璃砂的硬化方法可分為熱硬法、氣硬法和自硬法三大類,包括很多種方法。 但目前 常用的硬化方法主要有以下兩種: 1、普通co2氣硬法 此法是水玻璃粘結劑領域里應用最早的一種快速成型工藝,由于設備簡單,操作 方便, 使用靈活,成本低廉,在國內外大多數的鑄鋼件生產中得到了廣泛的應用。 co2
脂硬化水玻璃砂鑄造工藝及流水線裝備精華文檔
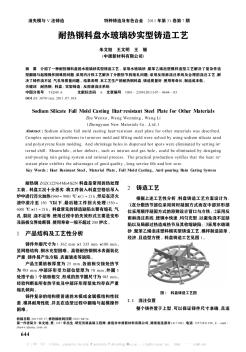
耐熱鋼料盤水玻璃砂實型鑄造工藝
格式:pdf
大小:542KB
頁數:3P
4.8
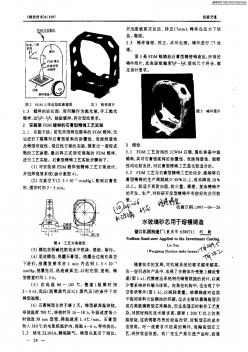
介紹了一種耐熱鋼料盤的水玻璃砂實型鑄造工藝。采用水玻璃砂、聚苯乙烯泡塑模樣造型工藝解決了復雜件造型翻箱與起模操作困難的問題;采用內冷鐵工藝解決了分散熱節的縮孔問題;采用反雨淋澆注系統及合理的澆注工藝,解決了鑄件澆不足、氣孔等質量問題。結果表明,本工藝生產的耐熱鋼料盤,鑄造質量好,使用壽命長,制造成本低。
水玻璃鑄造工藝
格式:pdf
大小:235KB
頁數:31P
4.5
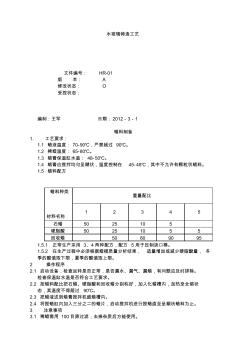
水玻璃鑄造工藝 文件編號:hr-01 版本:a 修改狀態:o 受控狀態: 編制:王軍日期:2012-3-1 蠟料制備 1.工藝要求: 1.1蠟液溫度:70-90℃,嚴禁超過90℃。 1.2稀蠟溫度:65-80℃。 1.3蠟膏保溫缸水溫:48-50℃。 1.4蠟膏應攪拌均勻呈糊狀,溫度控制在45-48℃,其中不允許有顆粒狀蠟料。 1.5蠟料配方 蠟料種類 材料名稱 重量配比 12345 石蠟5025105 硬脂酸50251055 回收蠟50809095 1.5.1正常生產采用3、4兩種配方,配方5用于壓制澆口棒。 1.5.2在生產過程中必須根據蠟模質量分析結果,適量增加或減少硬脂酸量,冬 季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1啟動設備,檢查運轉是否正常,是否漏水、漏氣、漏蠟
水玻璃砂芯用于熔模鑄造
格式:pdf
大小:1.3MB
頁數:3P
4.7
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
脂硬化水玻璃砂鑄造工藝及流水線裝備最新文檔
 用普通水玻璃砂鑄造高精度齒條工藝方案的優化
用普通水玻璃砂鑄造高精度齒條工藝方案的優化 用普通水玻璃砂鑄造高精度齒條工藝方案的優化
格式:pdf
大小:1.2MB
頁數:3P
4.3
齒條的齒部尺寸精度和表面平整度要求較高,采用普通水玻璃砂手工生產方式鑄造難度很大,試制過程往往解決了一些問題又出現一些新的問題,在不斷的實踐摸索中,我們終于找到最優工藝方案。采用該方案生產出2640件齒條,全部符合質量要求。
 CO_2硬化工藝對改性水玻璃砂性能的影響
CO_2硬化工藝對改性水玻璃砂性能的影響 CO_2硬化工藝對改性水玻璃砂性能的影響
格式:pdf
大小:214KB
頁數:4P
4.8
采用改性樹脂對水玻璃進行改性處理,并用改性后的水玻璃配制型砂。結果表明:在相同的粘結劑加入量和吹氣工藝條件下,用#1改性樹脂改性的水玻璃砂的綜合性能較為理想。另外,測得co2吹氣工藝對型砂強度的影響如下:固定粘結劑的加入量為3.5%、吹氣流量為2.5m3/h,隨著吹氣時間的延長,型砂σ0不斷上升,而σ24則逐步下降;固定粘結劑的加入量為3.5%、吹氣時間為20s,隨著吹氣流量增大,型砂σ0下降,而σ24上升。
典型硬化工藝水玻璃砂型吸濕機理研究 典型硬化工藝水玻璃砂型吸濕機理研究
格式:pdf
大小:353KB
頁數:4P
4.3
吸濕性強是水玻璃砂工藝的一個較難解決的問題,尤其在我國南方的梅雨季節,型砂的吸濕性給生產帶來了很大的麻煩,如砂型的硬透性差、易產生蠕變等。測試了粉末硬化、酯硬化、微波硬化三種典型水玻璃砂型,存放于高濕度環境中的吸濕量、強度變化情況及強度損失率;通過xrd測試了三種典型水玻璃砂硬化工藝粘結劑膜的成分,分析了它們的吸濕機理;討論了三種典型硬化水玻璃砂工藝吸濕后的強度損失機制,為解決水玻璃砂型的吸濕性問題奠定了理論基礎。
改性水玻璃砂現場工藝
格式:pdf
大小:23KB
頁數:2P
4.4
天津xxx機械有限公司2014-9-16 改性水玻璃砂現場工藝 編制審核批準 wangyongyi18093286226 1.型(芯)砂配比 組元百分數% 石英砂100% 改性水玻璃3% 有機酯(環境溫度30℃時,l04:l10=1:1)16%(改性水玻璃) 2型(芯)砂混制 將石英砂填入混砂機,干混20秒,緩慢加入有機酯 (l04:l10=1:1)混制60秒左右。計時,緩慢加入改性水玻璃,混制 60秒左右。出砂,制型(芯)。從加入改性水玻璃開始到制芯結束, 總時間不能超過6分鐘。 b16630t連體boss,長芯重量20kg。芯砂配比 組元稱重(kg) 石英砂25 改性水玻璃0.75 有機酯(環境溫度30℃時,l04:l10=1:1)0.12 3起模時間 制芯完工,固化25分鐘后可起模,45分鐘后搬

水玻璃鑄造工藝守則.doc
格式:pdf
大小:274KB
頁數:54P
4.7
技術管理文件 水玻璃鑄造工藝守則 文件編號:rmzz/qg-js-01 版本:a 修改狀態:o 受控狀態: 編制:肖輝日期: 2011-1-1 蠟料及蠟膏制備 1.工藝要求: 1.1蠟液溫度:70-90℃,嚴禁超過90℃。 1.2稀蠟溫度:65-80℃。 1.3蠟料攪拌機溫度:48-50℃。 1.4蠟膏應攪拌均勻呈糊狀,溫度控制在45-48℃,其中不允許有顆 粒狀蠟料。 1.5蠟料配方 蠟料種類 材料名稱 重量配比(%) 12345 石蠟5025105 硬脂酸50251055 回收蠟50809095 1.5.1正常生產采用3、4兩種配方,配方5用于壓制澆口棒。 1.5.2在生產過程中必須根據蠟模質量分析結果,適量增加或減少硬 脂酸量,冬季的酸值取下限,夏季的酸值取上限。 1.5.3回收蠟料應按照?蠟處理工序操作
水玻璃鑄造工藝守則
格式:pdf
大小:244KB
頁數:31P
4.5
水玻璃鑄造工藝守則 文件編號:rmzz/qg-js-01 版本:a 修改狀態:o 受控狀態: 編制:吳光來日期:2004-3-1 蠟料制備 1.工藝要求: 1.1蠟液溫度:70-90℃,嚴禁超過90℃。 1.2稀蠟溫度:65-80℃。 1.3蠟膏保溫缸水溫:48-50℃。 1.4蠟膏應攪拌均勻呈糊狀,溫度控制在45-48℃,其中不允許有顆粒狀蠟料。 1.5蠟料配方 蠟料種類 材料名稱 重量配比 12345 石蠟5025105 硬脂酸50251055 回收蠟50809095 1.5.1正常生產采用3、4兩種配方,配方5用于壓制澆口棒。 1.5.2在生產過程中必須根據蠟模質量分析結果,適量增加或減少硬脂酸量,冬 季的酸值取下限,夏季的酸值取上限。 2操作程序 2.1啟動設備,檢查運轉是否正常
CO_2硬化水玻璃砂添加劑及舊砂干法再生工藝 CO_2硬化水玻璃砂添加劑及舊砂干法再生工藝
格式:pdf
大小:633KB
頁數:4P
4.6
分析了水玻璃添加劑中有機水溶性高分子和無機納米材料的組成特性,通過掃描電鏡觀察co2硬化水玻璃砂試樣的斷口形貌,探討了水玻璃添加劑的作用機制。生產實踐表明,采用水玻璃添加劑并結合舊砂干法再生回用工藝,可使水玻璃舊砂的回用率達80%以上,且型砂工藝性能良好,能滿足鑄件生產的要求。
新型水玻璃砂制芯工藝試驗及應用 新型水玻璃砂制芯工藝試驗及應用
格式:pdf
大小:490KB
頁數:未知
4.6
采用熱芯盒射芯機試制了甲酸甲酯氣體作為固化劑的水玻璃砂型芯,分析了水玻璃加入量和甲酸甲酯用量對制芯工藝的影響.通過工藝試驗,確定了實際生產的工藝參數并進行了試生產.結果表明,所試驗的水玻璃砂制芯工藝能基本滿足鑄件生產要求,且新型水玻璃砂利于環保,并具有一定的成本優勢.
脂硬化水玻璃砂鑄造工藝及流水線裝備相關
文輯推薦
知識推薦
百科推薦


職位:建筑院總建筑師
擅長專業:土建 安裝 裝飾 市政 園林


