



編輯推薦下載

 中碳鋼超厚壁缸體的焊接
中碳鋼超厚壁缸體的焊接 中碳鋼超厚壁缸體的焊接
格式:pdf
大小:81KB
頁數:2P
 4.8
4.8
液壓缸體作為化纖打包機的關鍵部件,具有加工精度高、難度大、周期長等特點。本文就打包機超厚壁液壓缸體的焊接進行探討,缸體尺寸為φ515mm×φ375mm×3692mm,原材料選用35鋼延碾管。由于原材料無法供應整體長度,需采用缸
淬火態中碳鋼焊接工藝優化 淬火態中碳鋼焊接工藝優化
格式:pdf
大小:545KB
頁數:3P
4.8
介紹通過局部退火處理、控制焊接熱輸入、優化焊道排布等途徑,避免中碳鋼淬火態結構件焊接裂紋的形成,并減小焊接件的表面硬度下降區域,獲得滿足使用要求,且性能優良的焊接結構件的工藝方法。
中碳鋼的焊接熱門文檔
中碳鋼
格式:pdf
大小:7KB
頁數:1P
4.4
中碳鋼mediumearbonsteel 含碳量在0.30一0.60%的碳鋼。中國國家標準(gb699一88)中有30、35、40、 45、50、55、60及30mn、35mn、40mn、45mn、50mn、60mn13個鋼號, 其中有6個為高錳量鋼號。中碳鋼的強度、硬度比低碳鋼高,而塑性、韌性比 低碳鋼略低,熱鍛、熱壓性能良好,冷加工變形能力居中等,切削性好,但焊 接性較差。中碳鋼最適宜采用熱鍛、熱沖壓和金屬切削加工,也可以在冷狀態 下拉絲或冷徽、冷沖壓,除特殊情況外,很少用它作焊接件。加工工藝的影響 中碳鋼因含碳量較高,可以通過熱處理強化。多采用調質處理以獲得好的綜合 力學性能。機械制造業中最常用的中碳調質鋼是40、45和50號鋼。與合金鋼 相比,碳鋼的主要缺點是淬透性較低,當工件的截面直徑或厚度大于巧mm時 淬火效

中碳鋼的焊接精華文檔
低碳鋼的焊接性與焊接缺陷分析
格式:pdf
大小:13KB
頁數:1P
4.6
中國科技期刊數據庫工業c 2015年13期49 低碳鋼的焊接性與焊接缺陷分析 王建 河北佳意空調凈化工程有限公司,河北石家莊050000 摘要:主要圍繞著低碳鋼展開了分析,分析了低碳鋼的焊接性,論述了低碳鋼存在的焊接缺陷,針對低碳鋼焊接性和焊接缺 陷提出了改進的措施和建議,可以有效提高低碳鋼的焊接質量。 關鍵詞:低碳鋼;焊接性;焊接缺陷 中圖分類號:tg457.11文獻標識碼:a文章編號:1671-5810(2015)13-0049-01 1低碳鋼的焊接性 1.1焊接方法 低碳鋼焊接性好,幾乎可以選擇所有的焊接方法,并能 保證焊接接頭的良好質量,例如氧乙炔、焊條電弧焊、埋弧 焊、氬弧焊、二氧化碳氣體保護焊、電渣焊、等離子弧焊、 電阻焊、摩擦焊和釬焊等。近年來新開發的一些高效、高質 量的焊接方法和焊接工藝也在低碳鋼焊接中得到了廣泛應 用,例如高效率鐵
低碳鋼的焊接性與焊接缺陷分析
格式:pdf
大小:21KB
頁數:3P
4.8
低碳鋼的焊接性與焊接缺陷分析 摘要:低碳鋼由于含碳量較低,焊接性較好,在焊接生產上得到了廣泛的 應用。本文分析了低碳鋼的焊接性和常見焊接缺陷,并針對各種焊接缺陷提出了 預防措施。 關鍵詞:低碳鋼;焊接性;焊接缺陷 低碳鋼的碳含量較低,合金元素錳和硅的含量亦不高。總的來說,其焊 接性良好,不會因焊接熱周期的快速冷卻,引起淬硬而使組織脆化。因此,在焊 接板厚小于70mm的焊件時,焊前不需預熱,不必嚴格保持層間溫度。除了鍋爐、 壓力容器等重要的焊接結構外,焊后不必作消除應力處理,整個焊接過程不必采 取特殊的工藝措施,焊接性能優良。當采用高熱輸入焊接法焊接低碳鋼時,也會 出現各種問題[1]。 1低碳鋼的焊接性 1.1焊接方法 低碳鋼焊接性好,幾乎可以選擇所有的焊接方法,并能保證焊接接頭的 良好質量,例如氧乙炔、焊條電弧焊、埋弧焊、氬弧焊、二氧化碳氣體保護焊、 電
低碳鋼的焊接性與焊接缺陷分析 低碳鋼的焊接性與焊接缺陷分析
格式:pdf
大小:41KB
頁數:2P
4.7
低碳鋼由于含碳量較低,焊接性較好,在焊接生產上得到了廣泛的應用。本文分析了低碳鋼的焊接性和常見焊接缺陷,并針對各種焊接缺陷提出了預防措施。
中碳鋼的焊接最新文檔
高碳鋼的焊接性與焊接缺陷分析 高碳鋼的焊接性與焊接缺陷分析
格式:pdf
大小:454KB
頁數:2P
4.7
本文從焊接方法、焊接材料等方面分析了高碳鋼的焊接性,并針對高碳鋼焊接時容易出現的焊接缺陷提出了相應的預防措施。
埋弧焊焊接低碳鋼的常識
格式:pdf
大小:960KB
頁數:3P
4.5
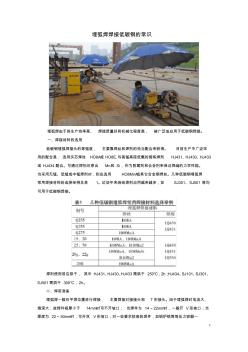
1 埋弧焊焊接低碳鋼的常識 埋弧焊由于其生產效率高、焊接質量好和機械化程度高,被廣泛地應用于低碳鋼焊接。 一、焊接材料的選用 低碳鋼埋弧焊接頭的等強度,主要靠焊絲和焊劑的恰當配合來獲得。目前生產中廣泛采 用的配合是:選用實芯焊絲ho8a或ho8e,與高錳高硅低氟的熔煉焊劑hj431、hj430、hj433 或hj434配合。可通過焊劑還原出mn和si,作為脫氧劑和合金劑來保證焊縫的力學性能。 當采用無錳、低錳或中錳焊劑時,則應選用ho8mna或其它合金鋼焊絲。幾種低碳鋼埋弧焊 常用焊接材料的選擇舉例見表1。近些年來燒結焊劑應用越來越多,如sj301、sj501等均 可用于低碳鋼焊接。 焊劑使用前應烘干,其中hj431、hj430、hj433需烘干250℃,2h;hj434、sj101、sj301、 sj501需烘干300℃,2h。 二、焊前準備
淺談中碳鋼鑄件焊補工藝 淺談中碳鋼鑄件焊補工藝
格式:pdf
大小:48KB
頁數:1P
4.3
對于水泥設備中常用的大型鑄件如托輪、輪帶、齒圈等,在鑄造以及現場使用過程中往往會出現裂紋、氣孔、砂眼等大的缺陷,對以上產品進行補焊是必要的,如何補焊對其使用
灰口鑄鐵與碳鋼的焊接
格式:pdf
大小:9KB
頁數:5P
4.5
灰口鑄鐵與碳鋼的焊接 (1)灰口鑄鐵與碳鋼的焊接特點 灰口鑄鐵與碳鋼的焊接,在機床床身、底座、機架、齒輪箱及發動機缸體上應用 較多,主要焊接特點如下。 ①灰口鑄鐵與碳鋼焊接時,鑄鐵中的碳以片狀石墨形式存在,分布在鐵素體、 珠光體或珠光體鐵素體基體上。石墨片相當于孔洞和裂紋,割裂基體的連續性, 降低了接頭的力學性能。 ②焊接接頭承受拉伸應力時,容易在片狀石墨尖角處產生應力集中,因而裂紋 傾向增加,并容易產生氣孔。 ③當焊接接頭承受壓縮應力時,石墨割裂基體和造成的應力集中很小。因此具 有較高的抗壓強度。 ④灰口鑄鐵與碳鋼的焊縫中石墨數量越多、越粗大、片狀分布越明顯,割裂基 體作用越大,力學性能也越差。 ⑤由于鑄鐵中含碳量高、雜質多,焊接接頭容易產生白口組織,在焊接應力作 用下極易發生裂紋和斷裂。 ⑥灰口鑄鐵與碳鋼的焊接性差,必須選擇合適的焊接方法及填充材料,采取特 殊的焊接工藝
低碳鋼的焊接工藝 (2)
格式:pdf
大小:487KB
頁數:16P
4.4
低碳鋼的焊接工藝 1、材料的認識 鈑金車間所焊的工件主要有冷軋板、熱軋板、槽鋼、鍍鋅板、不銹鋼等。其中所用的冷軋板、熱軋板、鍍鋅板的 材質為q195,槽鋼的材質為q235.這兩種材質都屬于碳素鋼。下面介紹各種材料的定義。 1.1冷軋板、熱軋板 熱軋,是以板坯(主要為連鑄坯)為原料,經加熱后由粗軋機組及精軋機組制成帶鋼。根據用戶的不同需求,經 過不同的精整作業線(平整、矯直、橫切或縱切、檢驗、稱重、包裝及標志等)加工而成為鋼板、平整卷及縱切鋼帶 產品。 冷軋:用熱軋鋼卷為原料,經酸洗去除氧化皮后進行冷連軋,其成品為軋硬卷,由于連續冷變形引起的冷作硬化 使軋硬卷的強度、硬度上升、韌塑指標下降,因此沖壓性能將惡化,只能用于簡單變形的零件。 冷軋板跟熱軋板的區別: 1)熱軋板硬度低,加工容易,有較好的韌性和延展性,但機械性能遠不及冷加工,也次于鍛造加工。 2)冷軋板采用冷扎加工表面無氧化皮,
中碳鋼厚壁高壓管道TIG焊接 中碳鋼厚壁高壓管道TIG焊接
格式:pdf
大小:58KB
頁數:未知
4.6
中碳鋼厚壁高壓管道tig焊接林成德(鞍鋼建設機電公司114003)0引言我公司承擔的鞍鋼寬厚板工程高壓水除磷管道,材質為45鋼,規格為φ325×45,其工作壓力為250mpa,試驗壓力310~350mpa,它不僅具有碳當量高(0.56~0.65)、管...
中碳鋼大型人字齒輪焊接裂紋分析及冷焊法修復 中碳鋼大型人字齒輪焊接裂紋分析及冷焊法修復
格式:pdf
大小:78KB
頁數:未知
4.7
我集團公司為某單位提供的630t機械壓力機用戶在安裝過程中發現,主傳動人字齒輪的35鋼輪轂與q235-a鋼輻板之間出現大面積裂紋.經現場檢查,裂紋在輪轂15mm角焊縫根部出現,長度占輪轂外圓周二分之一,局部0.04塞尺可插入6~7mm深,造成輻板與輪轂局部脫離.該齒輪結構及開裂位置見圖1.
關于低碳鋼的焊接性與焊接缺陷的分析 關于低碳鋼的焊接性與焊接缺陷的分析
格式:pdf
大小:12KB
頁數:未知
4.6
隨著社會發展,人們對物質要求越來越高,鋼鐵的性能滿足了人們對物質品味的追求。鋼鐵不僅在人們出行工具的制作上占據著很大比例,同時在人們日常生活用品的制作中也非常重要。隨著科學家對鋼鐵研究的深入,根據鋼鐵性能對其不斷進行改進,以此來適應現代社會需求。目前對鋼鐵的使用中,低碳鋼是非常受歡迎的一種鋼鐵,具有良好的焊接性。本文就低碳鋼在實際作業中的應用展開討論。
中碳鋼的焊接相關
文輯推薦
知識推薦
百科推薦


職位:給排水專業工程師
擅長專業:土建 安裝 裝飾 市政 園林


