

鑄鋁件浸滲規(guī)程
格式:pdf
大小:9KB
頁數(shù):1P
人氣 :95
 4.5
4.5
鑄鋁件浸滲規(guī)程(無機浸滲) TY/CC.15-2006 一、 浸滲工藝: 1. 真空浸滲: 把工件放入浸滲灌中,將罐抽真空,并從貯液罐注入浸滲液,在 -96 60 ×10 3 MPa壓力下保持 15min,進行真空浸滲。 2. 壓力浸滲: 將浸滲罐恢復常壓后,加壓至 0.45MPa,保持 5min。 3. 降壓。 4. 排液:將浸滲罐內的浸滲液排入貯液罐。 5. 滴干、漂洗: 取出工件滴干后在漂洗罐內漂洗。漂洗的時間且勿過長,漂洗力度適中, 以免洗掉浸入工件微孔缺陷中的浸滲液。 6. 固化: 將工件放入固化罐內,加熱至 75±5°C,保持 120min。 7. 檢驗: 若不合格則進行再浸滲或第三次浸滲。第三次浸滲后進行判廢。 二、浸滲操作注意事項: 1. 鑄件的油污、砂垢必須清除干凈,否則將會影響浸滲效果和浸滲質量。 2. 浸滲劑使用前應通壓縮空氣攪拌均勻。 3. 貯液罐中浸滲劑隨其消耗




鑄鋁件熱處理操作規(guī)程
格式:pdf
大小:17KB
頁數(shù):1P
鑄鋁件熱處理操作規(guī)程 一、確認鑄件材質準確無誤(按爐號檢查化學成份). 二、裝爐前將鑄件表面清理干凈。 三、易變型鑄件一律使用工裝防止變型。 四、加熱時應先開風扇后開電爐。 五、使用一次入水的專用鐵框裝鑄件。 六、工藝要求。 合金 代號 熱處理狀 態(tài)及鑄造 方法 固溶處理時效 加熱溫度/℃保溫時間/h冷卻介質及溫度/℃加熱溫度/℃保溫時間/h冷卻介質 zl101t6535±52~6水60~100200±53~5空氣 zl102t2---300±102~4空氣或隨爐冷 zl104 t1---175±53~17空氣 t6535±52~6水60~100175±55~15空氣 zl106t6515±55~12水60~100175±53~10空氣 zl111t6 分段505±5
編輯推薦下載

市場上的鑄鋁件常見缺陷及分析
格式:pdf
大小:5KB
頁數(shù):1P
4.4
市場上的鑄鋁件常見缺陷及分析 一氧化夾渣缺陷特征:氧化夾渣多分布在鑄件的上表面,在鑄型不通氣的轉角部位。斷 口多呈灰白色或黃色,經x光透視或在機械加工時發(fā)現(xiàn),也可在堿洗、酸洗或陽極化時發(fā)現(xiàn) 產生原因:1.爐料不清潔,回爐料使用量過多2.澆注系統(tǒng)設計不良3.合金液中的熔渣未清除 干凈4.澆注操作不當,帶入夾渣5.精煉變質處理后靜置時間不夠。 防止方法:1.爐料應經過吹砂,回爐料的使用量適當降低2.改進澆注系統(tǒng)設計,提高其 擋渣能力3.采用適當?shù)娜蹌┤ピ?.澆注時應當平穩(wěn)并應注意擋渣5.精煉后澆注前合金液應 靜置一定時間。 二氣孔氣泡缺陷特征:三鑄件壁內氣孔一般呈圓形或橢圓形,具有光滑的表面,一般是 發(fā)亮的氧化皮,有時呈油黃色。表面氣孔、氣泡可通過噴砂發(fā)現(xiàn),內部氣孔氣泡可通過x 光透視或機械加工發(fā)現(xiàn)。 氣孔氣泡在x光底片上呈黑色產生原因:1.澆注合金不

PW_CPW-002鑄鋁件熱處理工藝規(guī)程
格式:pdf
大小:29KB
頁數(shù):3P
4.5
中興創(chuàng)元(沈陽)高壓電氣有限公司 生管室 鑄鋁件熱處理工藝規(guī)程 / 制定日期2007年1月15日 編號pw/cpw-002a版本第版 修 正 記 錄 2010年7月23日第一次修正批準審查製作 年月日第二次修正 張國俊 2007.1.16 王洪海 2007.1.15 張余 2007.1.15 年月日第三次修正 年月日第四次修正 表單編號:pw/bmr-008 鑄鋁件熱處理工藝規(guī)程 一、設備:rd240-5.5抽底爐、淬火水槽、吊車 二、控制溫儀表:xwg-10型電子電位差計、sr73型溫控儀 三、料筐及鑄件擺放: 裝鑄件的料筐采用鋼板焊接,筐內鑄件擱置架,采用變型量小的灰口鑄鐵件擱置架制成方孔或圓 孔(孔眼~100mm×100mm)。以利循環(huán)空氣流通確
鑄鋁件浸滲規(guī)程熱門文檔
鑄鋁件緊密性的工藝研究
格式:pdf
大小:1.1MB
頁數(shù):3P
4.4
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
鑄鋁件連續(xù)鑄造工藝的介紹
格式:pdf
大小:9KB
頁數(shù):2P
4.5
鑄鋁件連續(xù)鑄造工藝的介紹 連續(xù)澆鑄可分為混合爐澆鑄和外鑄兩種方式。均使用連續(xù)鑄造機。混合爐澆 鑄是將鋁液裝入混合爐后,由混合爐進行澆鑄,主要用于生產重熔用翻砂鑄鋁件 和鑄造合金。 外鑄是由抬包直接向鑄造機澆鑄,主要是在鑄造設備不能滿足生產,或來料 質量太差不能直接入爐的情況下使用。由于無外加熱源,所以要求抬包具有一定 的溫度,一般夏季在690~740℃,冬季在700~760℃,以保證鑄鋁件獲得較好 的外觀。混合爐澆鑄,首先要經過配料,然后倒人混合爐中,攪拌均勻,再加入 熔劑進行精煉。澆鑄合金錠必須澄清30min以上,澄清后扒渣即可澆鑄。 澆鑄時,混合爐的爐眼對準鑄造機的第二、第三個鑄模,這樣可保證液流發(fā) 生變化和換模時有一定的機動性。爐眼和鑄造機用流槽聯(lián)接,流槽短一些較好, 這樣可以減少鋁的氧化,避免造成渦旋和飛濺,鑄造機停用48h以上時,重新啟 動前,要將

薄壁殼體鑄鋁件低壓鑄造工藝設計
格式:pdf
大小:295KB
頁數(shù):2P
4.6
分析了薄壁殼體鑄鋁件上蓋的結構和金屬型重力鑄造工藝缺陷,采用低壓鑄造工藝,設計低壓模具,探索薄壁殼體鑄鋁件的二次頂出低壓模具設計的新方法,降低了生產成本和廢品率,減小了勞動強度,提高了生產率。

 高鐵鋁合金腕臂系統(tǒng)鑄鋁件重力鑄造技術
高鐵鋁合金腕臂系統(tǒng)鑄鋁件重力鑄造技術 高鐵鋁合金腕臂系統(tǒng)鑄鋁件重力鑄造技術
格式:pdf
大小:470KB
頁數(shù):2P
4.7
近年來,隨著我國高鐵事業(yè)的迅速發(fā)展,作為供電系統(tǒng)的核心部件接觸網零件應用廣泛,文章主要介紹了鋁合金腕臂系統(tǒng)鑄鋁件產品、制造工藝、裝備三者相結合的關系,論述了現(xiàn)代重力鑄造工藝技術的開發(fā)、現(xiàn)代重力鑄造裝備技術的應用,提出通過產學研相結合的運作模式,為鋁合金重力鑄造車間提供最一流的服務方案。
鑄鋁件浸滲規(guī)程精華文檔
環(huán)境友好型鋁件浸鍍鋅工藝 環(huán)境友好型鋁件浸鍍鋅工藝
格式:pdf
大小:810KB
頁數(shù):1P
4.6
2003年1月1日起執(zhí)行的《清潔生產促進法》和2004年10月1日起實施的《清潔生產審核辦法》,使我國清潔生產走上了法制化軌道。在傳統(tǒng)的鋁制品電鍍工藝中,中間處理一般采用浸鋅、浸重金屬法。此類處理方法的藥液使用壽命短、更換頻繁、生產成本高、廢液排放量大,對環(huán)境污染嚴重。

有關鋁件發(fā)黑
格式:pdf
大小:12KB
頁數(shù):3P
4.8
鋁氧化染黑色經驗介紹 在鋁氧化后染黑色的工序中,加工出來的工件表面不是發(fā)青、發(fā)紅、發(fā)花,就是膜層疏松、起 粉,還有夾具處被燒毀的,或染不上色的,次品太多。以下摘要介紹陽極氧化染色工藝技術要點。 供同行參考。 1夾具的設計與制作 1。1夾具的特點 陽極氧化用的夾具與電鍍用的掛具是截然不同的,若采用電鍍用類似掛勾的掛具作陽極化 夾具是不適宜的,因為陽極氧化時夾具與工件表面都會很快生成氧化膜,在此過程中夾具與工 件稍有松動即會變更觸點位置,阻礙電流流通,為此,必須采用具有彈性的夾具夾緊工件。只 有這樣才能使陽極氧化過程正常進行。 1。2夾具的結構形式 夾具結構以個體式為宜,若采用組裝式的,則經幾次使用后鉚接或焊接處會因腐蝕而松動, 阻礙陽極氧化過程中電流的正常流通。同時,夾具要有一定的橫截面積。一定截面的夾具也就 有足夠的彈力和夾緊力,使工件與夾具保持良好的接觸,保證所夾工件陽極氧
鋁件鍍裝飾鉻
格式:pdf
大小:20KB
頁數(shù):1P
4.4
技術協(xié)作信息 目前公司鋁件鍍鉻工藝技術不穩(wěn)定, 鍍層的質量較差,鉻層不耐磨,鉻層和鎳 層極易脫落,一次電鍍的合格率很低,交 付的產品返工率極高,成為公司的一個技 術難點,嚴重困擾了公司的電鍍加工質 量。 一、鋁及其合金的性質 鋁及其合金具有重量輕、機械強度 高、導電導熱性好、無磁性,還具有易加 工、腐蝕產物無毒性等優(yōu)良特性,廣泛應 用于飛機、船舶、汽車、電器及工藝品等制 造業(yè)。隨著科學技術的迅速發(fā)展,鋁及其 合金的應用范圍日益擴大。鋁元素是較鋁 元素是較活潑的金屬元素之一,標準電極 電位低,在空氣中易氧化生成疏松狀氧化 膜,抗腐蝕性能差,硬度低,耐磨性差。鋁 合金的耐蝕程度取決于氧化膜在不同環(huán) 境中的穩(wěn)定性。在干燥大氣下,鈍化膜不 易被破壞,是穩(wěn)定的。長期暴露在戶外大 氣環(huán)境下,會發(fā)生局部點蝕。這主要是因 為表面沉積灰塵離子后,在灰塵離子下的 水膜中金屬表面形成缺
浸滲技術在中大型壓鑄鋁合金產品中應用
格式:pdf
大小:631KB
頁數(shù):5P
4.5
浸滲技術在中大型壓鑄鋁合金產品中應用 作者:admin8發(fā)布時間:2015-07-15閱讀:132 浸滲技術在中大型壓鑄鋁合金產品中應用 作者:廣東鴻圖科技股份有限公司常移遷張百在 金融危機后隨著國外不少壓鑄企業(yè)的倒閉 和大量壓鑄產品向中國的轉移,壓鑄產業(yè)在中國大陸發(fā)展速度非常迅猛。據中國鑄造協(xié)會 統(tǒng)計,壓鑄產業(yè)是目前中國鑄造業(yè)中發(fā)展最快的領域,并已形成華南、華東以及西南三個 主要壓鑄產業(yè)集中地。其中華南地區(qū)是以肇慶地區(qū)為主的壓鑄產業(yè)集群,該地區(qū)集中了以 廣東鴻圖科技股份有限公司、廣東鴻特精密技術股份有限公司、廣東鴻泰科技股份有限公 司等為龍頭的近20家壓鑄生產企業(yè),年產鋁合金壓鑄件達到14萬噸,產值50多億元。 近年來基于產品輕量化、高集成和高性能的要求,壓鑄鋁合金零件的結構和形狀愈來愈復 雜,質量要求愈來愈高。如一些汽車用的大型鋁合金部件,為了減少工序和
鋁件清洗劑特點與使用
格式:pdf
大小:9KB
頁數(shù):1P
4.7
鋁件清洗劑特點與使用 鋁件專用清洗劑產品特點如下: ①本品含多種活性劑,去污效果好,可清洗鋁合金經機械加工表面的油污。 ②本品使用后對表面無腐蝕,不影響后續(xù)加工工藝的進行。 ③本品無毒無刺激性,使用后不污染環(huán)境,可放心使用。 ④本品具有低泡性能,適合噴淋設備或超聲波清洗設備。 ⑤本品在具體優(yōu)良清洗性的同時,還具有一定的防銹性能,可適合處理鋁合金表面,對銅 合金、鎂合金表面也同樣適用,適合工序間短期防銹使用。 ⑥若對鋁合金表面的防銹期限要求更長,則可使用水基防銹劑處理。 鋁件清洗劑的使用方法: 使用鋁合金清洗劑、鎂合金清洗劑、銅合金清洗劑稀釋到3-5%左右,對于濕油膜則使用 溫度為常溫使用,對于干油膜則使用溫度為50-60℃,也可使用公司生產的金屬表面油污清 洗劑清洗油污。 步驟: (1)把超聲波清洗槽清洗干凈; (2)根據清洗槽的大小注入一定量的清水; (3)把超聲波清洗槽水加熱
鑄鋁件浸滲規(guī)程最新文檔
鋁件黑色處理新工藝
格式:pdf
大小:9KB
頁數(shù):3P
4.6
鋁件黑色處理新工藝 孫春文唐致遠郭鶴桐王曉娟 【摘要】本文通過大量實驗研究了一種新型鋁及其合金陽極氧化的無機著黑色處 理工藝,分析了發(fā)黑處理的原理和發(fā)黑處理液濃度對膜層性能的影響,并得出了 最佳的工藝參數(shù)。同時還測試了膜層的抗潮濕、抗腐蝕等性能。 關鍵詞鋁及其合金陽極氧化無機著黑色 newtechnologyofaluminumblackening tianjinuniversitysunchunwentangzhiyuanguohetong yanxingmachineryfactoryofhebeiprovincewangxiaojuan abstract:throughalotofexperiments,anewtechniqueofanodizingand inorganicblackcolorin
鋁件電鍍工藝控制計劃
格式:pdf
大小:139KB
頁數(shù):4P
4.7
鋁件電鍍工藝控制計劃 文件編 號 版本號 更新日 期 頁數(shù) 管理項 目 管理重點檢查頻率 權責單 位 檢驗工具 尺寸 符合工程圖紙和相關 要求 游標卡尺 通規(guī)通符合通規(guī)要求通規(guī) 止規(guī)止符合止規(guī)要求止規(guī) 外觀 無刮傷、碰傷、變形 等 目視 化學除油粉:50- 70g/l 溫度:60-70℃ 時間:15±5分鐘 保持逆流,無污物 ph:4.5-8.0 時間:3-5s naoh:90-110g/l 溫度:60-70℃ 時間:40±10s 保持逆流,無污物 ph:4.5-8.0 時間:3-5s 硝酸:800ml/l 硫酸:200ml/l 氟化氫銨:60-120g/l 溫度:常溫 時間:30±10s 超聲波 除油缸 立即調 整或更 換 目視/滴定 儀 槽液監(jiān) 控記錄 表 ipqc每4h確 認參數(shù)一 次,化驗員 每天一次 主要參 數(shù) 溫度計/滴 定儀 上
鑄鋁要素
格式:pdf
大小:781KB
頁數(shù):18P
4.7
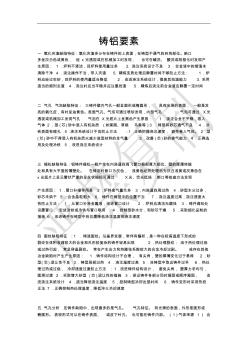
鑄鋁要素 一氧化夾渣缺陷特征:氧化夾渣多分布在鑄件的上表面,在鑄型不通氣的轉角部位。斷口 多呈灰白色或黃色,經x光透視或在機械加工時發(fā)現(xiàn),也可在堿洗、酸洗或陽極化時發(fā)現(xiàn)產 生原因:1.爐料不清潔,回爐料使用量過多2.澆注系統(tǒng)設計不良3.合金液中的熔渣未 清除干凈4.澆注操作不當,帶入夾渣5.精煉變質處理后靜置時間不夠防止方法:1.爐 料應經過吹砂,回爐料的使用量適當降低2.改進澆注系統(tǒng)設計,提高其擋渣能力3.采用 適當?shù)娜蹌┤ピ?.澆注時應當平穩(wěn)并應注重擋渣5.精煉后澆注前合金液應靜置一定時間 二氣孔氣泡缺陷特征:三鑄件壁內氣孔一般呈圓形或橢圓形,具有光滑的表面,一般是發(fā) 亮的氧化皮,有時呈油黃色。表面氣孔、氣泡可通過噴砂發(fā)現(xiàn),內部氣孔氣泡可通過x光 透視或機械加工發(fā)現(xiàn)氣孔氣泡在x光底片上呈黑色產生原因:1.
鑄鋁工藝
格式:pdf
大小:18KB
頁數(shù):6P
4.3
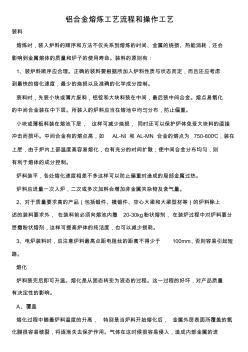
鋁合金熔煉工藝流程和操作工藝 裝料 熔煉時,裝入爐料的順序和方法不僅關系到熔煉的時間、金屬的燒損、熱能消耗,還會 影響到金屬熔體的質量和爐子的使用壽命。裝料的原則有: 1、裝爐料順序應合理。正確的裝料要根據所加入爐料性質與狀態(tài)而定,而且還應考慮 到最快的熔化速度,最少的燒損以及準確的化學成分控制。 裝料時,先裝小塊或薄片廢料,鋁錠和大塊料裝在中間,最后裝中間合金。熔點易氧化 的中間合金裝在中下層。所裝入的爐料應當在熔池中均勻分布,防止偏重。 小塊或薄板料裝在熔池下層,這樣可減少燒損,同時還可以保護爐體免受大塊料的直接 沖擊而損壞。中間合金有的熔點高,如al-ni和al-mn合金的熔點為750-800℃,裝在 上層,由于爐內上部溫度高容易熔化,也有充分的時間擴散;使中間合金分布均勻,則 有利于熔體的成分控制。 爐料裝平,各處熔化速度相差不多這樣可以防止偏重時造成的局部金屬過熱。

鑄鋁技術分析
格式:pdf
大小:111KB
頁數(shù):2P
4.4
鑄鋁技術分析1 2009-03-1820:37 因為我們是做鋁鑄造業(yè)務的,所以有必要將鑄鋁的技術一網打盡,不放過 每一次,與你分享相關技術的機會。現(xiàn)在,還是那句話,任何技術方面的問題, 學是學不盡的,唯一的比較快的方法就是和大家分享,雙喜有句廣告這樣說:知 識因分享而永恒。是這樣說的嗎,忘了....... 鋁的密度小,塑性高,具有優(yōu)良的電性能和熱性能,表面有致密的 氧化膜保護,抗腐蝕性能好。鋁在地殼中的蘊藏量大,據統(tǒng)計,地殼中鐵占 4.7%(質量分數(shù),下同),鋁占7.5%。目前鋁已經成為非鐵金屬中生產量 最大的金屬。(這些是鋁成為比較重要的工業(yè)材料) 鑄造鋁合金是在純鋁的基礎上加入其他金屬或非金屬元素,不僅能保持純 鋁的基本性能,而且由于合金化及熱處理的作用,使鋁合金具有良好的綜合 性能
壓鑄鋁件上電鍍裝飾鉻工藝 壓鑄鋁件上電鍍裝飾鉻工藝
格式:pdf
大小:83KB
頁數(shù):未知
4.4
鋁是兩性金屬,化學性質活潑,在大氣中極易形成氧化膜,所以鍍鉻前的前處理及預鍍,顯得尤為困難和重要,掌握不好,鍍層易起泡。某單位承接一批電動工具手柄(壓鑄鋁)要求鍍裝飾鉻。經多次試鍍,摸索出如下工藝流程:噴砂→除油→出
鋁件銘牌化學拋光氧化工藝 鋁件銘牌化學拋光氧化工藝
格式:pdf
大小:51KB
頁數(shù):未知
4.4
1工藝流程有機溶劑去油(進行兩次)→晾干→上夾具→化學去油→熱水洗→流水洗→化學拋光→熱水洗→流水洗→去膜→流水洗→吹干→氧化→流水洗→吹干→卸夾具→印字→上夾具→染色→流水洗→熱水封閉→吹干→送檢→包裝。注意事項:(1)流水洗,時間為10~15s。...

鑄鋁棒工安全操作規(guī)程
格式:pdf
大小:6KB
頁數(shù):3P
4.5
鑄鋁棒工安全操作規(guī)程 一、鑄造前的準備工作 1、工作前要穿好工作服,戴好防護面罩,以免高溫燙傷。 2、檢查流槽干燥程度、鑄盤的完好。 3、清理結晶器,引錠頭水分吹干,流槽和分流盤最好升溫至300℃至 400℃,以免鋁液遇水或低溫引起爆炸,確保水眼暢通。 4、在鑄造前,先供冷卻水,檢查結晶器是否滴水和水逢塞水,如有滴 水,證明結晶器沒有安裝好,要重新安裝。如有水逢塞水,要清理好 才能鑄造。 5、檢查石墨環(huán)并涂上潤滑油。 6、檢查引錠頭是否正常位置,并用壓縮空氣吹凈引錠頭中的水,并將 引錠頭引入結晶器中。 7、鑄造前要把鋁棒防傾架升到結晶器位置,防止鑄造時漏鋁掛住防傾 架,如鑄造時發(fā)現(xiàn)防傾架掛鋁嚴重時,應立即停止鑄造。 8、打開水閥門,起動水泵,確定水位水壓正常方可開始鑄造。 二、鑄造 1、打開熔爐開水口,放出鋁液,經過濾器后,導入各結晶器中,待鋁 液達保溫帽80%時,打開進鑄盤水閥,關閉
鑄鋁外觀標準1
格式:pdf
大小:17KB
頁數(shù):1P
4.4
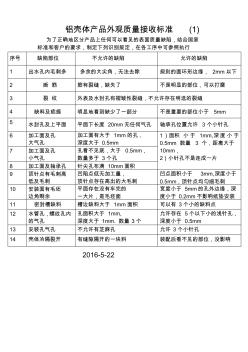
鋁殼體產品外觀質量接收標準(1) 為了正確地區(qū)分產品上任何可以看見的表面質量缺陷,結合國家 標準和客戶的要求,制定下列識別規(guī)定,在各工序中可參照執(zhí)行 序號缺陷部位不允許的缺陷允許的缺陷 1出水孔內毛刺多多余的大尖角,無法去除規(guī)則的圓環(huán)形邊緣,2mm以下 2斷筋筋有裂縫,缺失了不是明顯的部位,可以打磨 3裂紋外表及水封孔有褶皺性裂縫,不允許存在明選的裂縫 4缺料及疤痕明顯地看到缺少了一部分不是重要的部位小于5mm 5水封孔及上平面平面下長度20mm無任何氣孔軸承孔位置允許3個小針孔 6加工面及孔 大氣孔 加工面有大于1mm的孔, 深度大于0.5mm 1)面積小于1mm,深度小于 0.5mm數(shù)量3個,距離大于 10mm, 2)小針孔不是連成一片 7加工面及孔 小氣孔 孔看不見底,大于0.5mm, 數(shù)量多于3個孔 8加
鑄鋁轉子
格式:pdf
大小:181KB
頁數(shù):5P
4.5
常州里戈勃勞伊特新亞電機有限公司采購規(guī)范 rs/jsgf004 鑄鋁轉子 2006-10-25發(fā)布2006-10-28實施 常州里戈勃勞伊特新亞電機有限公司發(fā)布 rev:a/2 前言 鑄鋁轉子是交流異步電動機的主要部件之一,其質量對電動機的起動性能和運行性能影響很大。 為使電機用鑄鋁轉子的材料、結構合理,工藝穩(wěn)定,從而提高電機性能,降低生產制造成本,特制定 本采購規(guī)范。 本采購規(guī)范是在總結多年來電機生產過程中鑄鋁轉子的制造、使用的經驗基礎上制 定的,通過本采購規(guī)范的制定,規(guī)定了本公司電機用鑄鋁轉子的技術要求,作為公司產 品設計、外協(xié)、外購、檢驗的基本依據,有利于提高產品質量和促進技術交流。 本采購規(guī)范由本公司技術部提出并負責起草。 本采購規(guī)范主要起草人:管偉。 本采購規(guī)范批準人:王定誠。 鑄鋁轉子 1范圍 本采購規(guī)范規(guī)定了電機用鑄鋁轉子的材料、技術要求、檢驗方法、檢驗規(guī)則、
鑄鋁件浸滲規(guī)程相關
文輯推薦
知識推薦
百科推薦


職位:資深消防設計師
擅長專業(yè):土建 安裝 裝飾 市政 園林


