

助焊劑
格式:pdf
大小:25KB
頁數:3P
人氣 :67
 4.5
4.5
一 .化學品及企業標識 物品名稱:無鉛環保助焊劑 俗稱:無鉛助焊劑 (環保型 ) 供應商名稱 /地址:廈門德邦化工有限公司 緊急聯絡電話:(0755) 緊急聯絡傳真:(0755) 二 .成份 /組成信息 物質成分之中英文名稱 CAS編號 名稱含量 wt%名稱含量 wt% 脂肪族醇 ~調節劑 AR400PPM 羧酸~ 潤濕劑 AR20PPM 三 . 物理及化學特性 外觀:液體 顏色:無色透明 氣味:灑精味略帶香蔗水味 比重 20℃時:± 揮發性 /容積: 蒸氣密度(空氣 =1): 沸點℃: ~ 水溶性:溶于水 溶劑溶性:溶于灑精、異丙醇、丙酮 四 .急救措施 吸入 :即將患者轉移至空氣清新處 ,于半躺坐位置,松開衣服 ,患者呼吸困難須進行人工呼吸 , 及時就 醫. 皮膚接觸:用大量的清水及肥皂沖洗 ,除去所有被沾污的衣物 ,并就醫 . 眼睛接觸:用大量清水立即沖洗 ,及時就醫 . 吞入 :勿



常用助焊劑
格式:pdf
大小:80KB
頁數:2P
| 網站首頁 | 論文首頁 | 論文系統 | smt專家論壇 | 軟件下載 | 圖片欣賞 | 網上大賣場 | 娛樂吧 | 留言簿 | 設為首頁 聯系站長 加入收藏 您現在的位置: smt專家網論文系統 >> 論文系統 >> pcb基礎知識 >> 正文 2004年6月18日 星期五 助焊劑的主要種類 熱 助焊劑的主要種類 [ 作者:smt_fenny 轉貼自:本站原創 點擊數:359 更新時間:2004-2-24 文章錄入:smt_fenny ] 助焊劑的主要種類 1、無機助焊劑 無機助焊劑具有高腐蝕性,由無機酸和鹽組成,如鹽酸,氫氟酸,氯化錫,氟化鈉或鉀,和氯化鋅。這些助焊劑能夠去掉鐵和非鐵金屬的 氧化膜層,如不銹鋼,鐵鎳鈷合金和鎳鐵,這些用較弱助焊劑都不能錫焊。 無機助焊劑一般用于非電子應用,如銅管的銅焊。

助焊劑 (2)
格式:pdf
大小:12KB
頁數:2P
助焊劑msds(物質安全資料表) 一、產品 品名:免清洗環保助焊劑 化學組成:專利配方有機類混合物 產品用途:電子產品的免清洗焊錫工藝(波峰焊、熱浸焊) 二、組成 名稱含量wt%名稱含量wt% 脂肪族醇cp~調節劑ar400ppm 羧酸ar~潤濕劑ar20ppm 三、物理及化學特性 外觀:液體 顏色:無色透明 氣味:酒精味略帶香蔗水味 比重20℃時:± 揮發性/容積: 蒸氣密度(空氣=1): 沸點℃:~ 水溶性:溶于水 溶劑溶性:溶于灑精、異丙醇、丙酮 四、防火資料 閃點: 滅火材料:二氧化碳,泡沫滅火器,干粉滅火,黃砂,濕麻袋 特殊滅火程序:用濕麻袋覆蓋火焰發生處,至火滅為止 五、反應資料 穩定性:穩定 危害分解物:一氧化碳,二氧化碳 不相溶物質:氯丁橡膠不可長期接觸,尿素氮肥,硫酸,強氧化劑 避免的情況:熱,明火,火花 六、健康危害資料 誤食
編輯推薦下載

助焊劑MSDS
格式:pdf
大小:12KB
頁數:8P
4.4
東莞市奧本特電子材料有限公司 無鉛助焊劑 js801b ◆技術資料表 ◆產品承認書 ◆sgs報告 產品簡介introduction 無鉛免洗助焊劑經由特殊的活動化制程,復合而成免洗低固量、中活性的電子助焊劑,焊接后 的板面透明而干凈,且有快干不粘手的特性,符合焊接行業規定的mil-14256及美國聯邦 qq-s-571標準。 產品特點features 焊接表面無殘留、無粘性、焊接后表面與焊前一樣 ●本劑不具任何腐蝕的殘留物 ●本劑低煙,不污染工作環境,不影響人體健康 ●本劑有極高的表面絕緣阻抗值 ●通過嚴格的阻抗測試 ●通過嚴格的銅鏡測試 ●焊錫表面與零件面無白粉產生,無吸濕性 ●上錫速度快、潤濕(wetting)性高,即使很小的貫穿孔依然可以上錫。 適用范圍scope 計算機、通訊設備、電視機、音響設備、家用電器、儀器設備、醫療設備、ups等電子行業 pcb板

助焊劑后的殘留物怎么清洗?
格式:docx
大小:13KB
頁數:1P
3.9
電子產品制造過程中,焊接是其中一個重要工藝,在電路焊接過程中為保證焊接質量,都要使用助焊劑,助焊劑好壞,直接嚴重影響產品性能。大多時候助焊劑都有殘留,那需要什么清洗呢?
助焊劑熱門文檔
助焊劑在鍍錫銅線中的作用
格式:pdf
大小:27KB
頁數:1P
4.5
用心專注,服務專業 助焊劑在鍍錫銅線中的作用 助焊劑在鍍錫銅線中的作用主要是: 1.利用還原性化學反應,去除母線和焊料合金表面的氧化物,為液態焊料在母線材上的 潤濕鋪展創造條件。 2.在焊接完成之前,助焊劑可以保護母材和焊料合金表面,防止其二次氧化。 3.在焊接完成之前,助焊劑經常是以液態薄層附蓋于母材甚至是焊料合金表面,因此助 焊劑要具備一定的傳熱能力以保證焊接熱量可以有效地傳遞給被焊部位。 4.助焊劑可以起到界面活性作用,改善液態焊料對母材的潤濕鋪展能力。

設備物料EHS危害評估表(助焊劑)
格式:pdf
大小:18KB
頁數:1P
4.4
設備/物料名稱:助焊劑評估分類:年度評估 序號狀態總評備注 泄漏污染環境1做好二級防漏。合格 化學廢物污染環境2使用中產生的廢物、抹布等,由專業公司回收。合格 接觸到皮膚傷害皮膚1使用時需配戴膠手套,張貼配戴手套溫馨提示。合格 有害氣體傷害呼吸道2使用時需配戴膠活性炭口罩,張貼配戴活性炭口罩溫馨提示。合格 傷害人的眼睛3安裝洗眼器,并定期檢點。合格 1儲存在獨立的倉庫,倉庫內安裝防爆燈和防爆開關。鑒于本廠用量 少,助焊劑存放于使用車間合格 2使用和儲存助焊劑的場所,張貼嚴禁煙火標識,配備滅火器。合格 3在抽取或在轉移過程中,為防止靜電,需要有接地裝置。合格 1msds張貼在現場。合格 2員工上崗前需進行培訓合格。合格 3所有化學品必需有中文名稱標
助焊劑(20201014091217)
格式:pdf
大小:47KB
頁數:6P
4.6
1 第一章助焊劑 一?助焊劑的四大功能 助焊劑(flux)這個字來自拉丁文是“流動”(flowinsoldering)的意思,但在此它的作用不祇是 幫助流動,還有其他功能。助焊劑的主要功能為: (1)清除焊接金屬表面的氧化膜; (2)在焊接表面形成一液態的保護膜隔絕高溫時四周的空氣,防止金屬表面的再氧化; (3)降低焊錫的表面張力,增加其擴散能力; (4)焊接的瞬間,可以讓熔融狀的焊錫取代,完成焊接。 二?助焊劑的化學特性 1.化學活性(chemicalactivity) 要達到一個好的焊點,被焊物必須要有一個完全無氧化層的表面,但金屬一旦暴露於空氣中會生 成氧化層,這種氧化層無法用傳統溶劑清洗,此時必須依賴助焊劑與氧化層起化學作用,當助焊 劑清除氧化層之後,乾淨的被焊表面,才可與焊錫接合。助焊劑與氧化物的化學反應有幾種: a:是相互起化學作用形成第三種

助焊劑(20201014091222)
格式:pdf
大小:82KB
頁數:10P
4.7
目前國內最常用的可靠性評價試驗主要為:表面絕緣阻抗測試,其次銅鏡腐蝕測試、 離子濃度測試、軟釬焊性試驗等。 表面絕緣阻抗測試 試驗時用規定的材質的梳型電極或環型電極,均勻地涂覆定量的焊劑,在約85℃的溫度 下干燥30rain作為試片。先在常態下測定上述試片的絕緣電阻,然后將試片置于溫度為 (40±2)℃,濕度約90%的恒溫恒濕箱中,保持96h后取出,再放人用在(20±2)℃溫度下的特 級酒石酸鈉的飽和溶液調節濕度(90%)的干燥器中,在1h內取出,然后在標準狀態下,使 用絕緣電阻測定器測定表面絕緣電阻。表面絕緣電阻值大于108ω才算符合可靠性要求。 國外對于免清洗助焊劑的表面絕緣電阻要求較高,一般要求做加偏置電壓、長時間潮 熱試驗。觀察焊后焊劑殘留物對表面絕緣電阻的時效影響,以此來衡量免清洗助焊劑的可靠 性。 銅鏡腐蝕測試 將欲測試的免清洗助焊劑滴在銅板
助焊劑精華文檔
氣體助焊劑在空調制造行業中的推廣應用
格式:pdf
大小:414KB
頁數:3P
4.5
釬焊是一種古老的金屬連接工藝,近幾十年來,隨著現代工藝發展的需要,釬焊獲得了迅速的發展,無論在釬焊方法上,還是釬料及釬焊劑的成分上都有新的突破,氣體助焊劑也是釬焊工藝發展的一個產物,它為釬焊工藝的發展起到了積極的作用。

焊劑知識
格式:pdf
大小:207KB
頁數:5P
4.7
一、燒結焊劑型號釋義 埋弧焊用燒結焊劑的型號均按照gb/t5293-1999《埋弧焊用碳鋼焊絲和 焊劑》、gb/t12470-2003《埋弧焊用低合金鋼焊絲和焊劑》、gb/t17854-1999 《埋弧焊用不銹鋼焊絲和焊劑》的規定進行定名與考核。 例:gb/t5293-1999標準中焊劑型號的表示方法:fx1x2x3-hxxx f:表示焊劑; x1:表示熔敷金屬抗拉強度最小值; x2:表示試樣狀態(a:焊態p:焊后熱處理狀態); x3:表示熔敷金屬沖擊吸收功不小于27j時,對試驗溫度的要求; hxxx:表示焊絲型號。 例舉:f4a2-h08a:焊絲牌號 所示焊劑與h08a焊絲配合所焊熔敷金屬試樣在焊態下,其抗拉強度最 小值為415mpa,在-20℃試驗溫度下的沖擊吸收功不小于27j。 (x1)熔敷金屬拉伸性能代號及要求 拉伸性能代號x1抗拉強度mpa屈服或

確信電子推出ALPHA EF-6100低固含量波峰焊助焊劑
格式:pdf
大小:163KB
頁數:2P
3
確信電子推出alphaef-6100低固含量波峰焊助焊劑——確信電子推出alphaef-6100低固含量波峰焊助焊劑
焊絲焊劑的選擇
格式:pdf
大小:321KB
頁數:12P
4.6
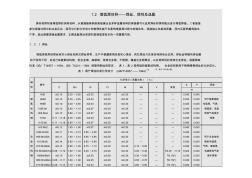
1.2埋弧焊材料——焊絲、焊劑及選配 焊絲和焊劑是埋弧焊的消耗材料,從普通碳素鋼到高級鎳合金多種金屬材料的焊接都可以選用焊絲和焊劑配合進行埋弧焊接。二者直接 參與焊接過程中的冶金反應,因而它們的化學成分和物理性能不僅影響埋弧焊過程中的穩定性、焊接接頭性能和質量,同時還影響著焊接生 產率,因此根據焊縫金屬要求,正確選配焊絲和焊劑是埋弧焊技術的一項重要內容。 1.2.1焊絲 埋弧焊使用的焊絲有實心焊絲和藥芯焊絲兩類,生產中普遍使用的是實心焊絲,藥芯焊絲只在某些特殊場合應用。焊絲品種隨所焊金屬 的不同而不同,目前已有碳素結構鋼、低合金鋼、高碳鋼、特殊合金鋼、不銹鋼、鎳基合金鋼焊絲,以及堆焊用的特殊合金焊絲。根據國家 標準gb/t14957—1994、gb/t4241—1984焊接用鋼絲的規定,表1、表2是典型的碳素結構鋼、合金結構鋼和不銹鋼銹鋼焊絲的化學成分。 表1國產

助焊劑最新文檔

焊劑的型號與牌號
格式:pdf
大小:332KB
頁數:7P
4.8
1 焊劑的型號與牌號 焊劑的型號是依據國家標準的規定進行劃分的,焊劑的牌號是由生產部門依據一定的規則來編排 的,同一型號可以包括多種焊劑牌號。 1焊劑的型號 目前我國有關焊劑型號的國家標準主要有gb/t5293—1999《埋弧焊用碳鋼焊絲和焊劑》、gb12470 —90《低合金鋼埋弧焊用焊劑》和gb/t17854—1999《埋弧焊用不銹鋼焊絲和焊劑》等。 (1)碳素鋼埋弧焊用焊劑的型號 1)gb/t5293—1999《埋弧焊用碳鋼焊絲和焊劑》中關于焊劑型號的編制 國標gb/t5293—1999第一次將焊劑與焊絲在同一個標準中編寫,從而可以供使用單位更加全面地 理解焊絲、焊劑與熔敷金屬力學性能的關系。標準中的型號是根據焊絲-焊劑組合的熔敷金屬力學性能、 熱處理狀態進行劃分。 完整的焊絲-焊劑型號舉例: 焊絲-焊劑組合的型號編制方法規定如下。 a、字母“f”表
埋弧焊選用的焊絲和焊劑配合
格式:pdf
大小:7KB
頁數:1P
4.5
埋弧焊選用的焊絲和焊劑配合 埋弧焊(含埋弧堆焊及電渣堆焊等)是一種電弧在焊劑層下燃燒進行焊接的 方法。焊絲和焊劑是埋弧焊的消耗材料,從碳素鋼到高鎳合金多種金屬材料的焊 接都可以選用焊絲和焊劑配合進行埋弧焊接。埋弧焊焊絲的選用既要考慮焊劑成 分的影響,又要考慮母材的影響。為了得到不同的焊縫成分和力學性能,可以采 用一種焊劑(主要是熔煉焊劑)與幾種焊絲配合,也可以采用一種焊絲與幾種焊 劑(主要是燒結焊劑)配合。 對于給定的焊接結構,應根據鋼種成分、對焊縫性能的要求及焊接工藝參數 的變化等進行綜合分析之后,再決定所采用的焊絲和焊劑。
埋弧焊時焊劑與焊絲的選配
格式:pdf
大小:8KB
頁數:2P
4.3
埋弧焊時焊劑與焊絲的選配 焊劑的焊接工藝性能和化學冶金性能是決定焊縫金屬化學成分和性能的主要因素之一,采用 同樣的焊絲和同樣的焊接參數,而配用的焊劑不同,所得焊縫的性能將有很大的差別。一種 焊絲可與多種焊劑合理的組合,無論是在低碳鋼還是在低合金鋼上都有這種合理的組合。1 對焊劑工藝性能及質量的要求(1)對焊劑的一般要求 a、焊劑應具有良好的冶金性能,焊接時配以適當的焊絲和合理的焊接工藝,焊縫金屬應能 得到適宜的化學成分和良好的力學性能(與母材相適應的強度和較高的塑性、韌性)以及較 強的抗冷裂紋和熱裂紋的能力。 b、焊劑應具有良好的工藝性、電弧燃燒穩定、熔渣具有適宜的熔點、黏度和表面張力。焊 道與焊道間及焊道與母材間充分熔合,過渡平滑沒有明顯咬邊,脫渣容易,焊縫表面成形良 好,以及焊接過程中產生的有害氣體少。 c、焊劑要有一定的顆粒度,并且應有一定的顆粒強度,以利于

埋弧焊時焊劑與焊絲選配
格式:pdf
大小:12KB
頁數:2P
4.6
埋弧焊時焊劑與焊絲的選配 焊劑的焊接工藝性能和化學冶金性能是決定焊縫金屬化學成分和性能的主要因 素之一,采用同樣的焊絲和同樣的焊接參數,而配用的焊劑不同,所得焊縫的性 能將有很大的差別。一種焊絲可與多種焊劑合理的組合,無論是在低碳鋼還是在 低合金鋼上都有這種合理的組合。 1對焊劑工藝性能及質量的要求 (1)對焊劑的一般要求 a、焊劑應具有良好的冶金性能,焊接時配以適當的焊絲和合理的焊接工藝,焊 縫金屬應能得到適宜的化學成分和良好的力學性能(與母材相適應的強度和較高 的塑性、韌性)以及較強的抗冷裂紋和熱裂紋的能力。 b、焊劑應具有良好的工藝性、電弧燃燒穩定、熔渣具有適宜的熔點、黏度和表 面張力。焊道與焊道間及焊道與母材間充分熔合,過渡平滑沒有明顯咬邊,脫渣 容易,焊縫表面成形良好,以及焊接過程中產生的有害氣體少。 c、焊劑要有一定的顆粒度,并且應有一定的顆粒強度,以利于多次
 SMD專用助焊劑的設計
SMD專用助焊劑的設計 SMD專用助焊劑的設計
格式:pdf
大小:180KB
頁數:未知
4.5
由于smd電容器的可焊性以及上錫方面的性能要求特殊,筆者通過對助焊劑各組分的分析,設計了smd電容器專用助焊劑,提高了smd電容器可焊性以及上錫性能,并且大大提高了產品的成品率。

埋弧焊焊絲焊劑選配
格式:pdf
大小:423KB
頁數:20P
4.3
-1- 埋弧焊材料——焊絲、焊劑及選配 表1國產焊絲標準化學成分(gb/t14957——1994) 鋼 種 牌號 化學成分(質量分數)(%) cmnsicrnimov其他 sp用途 ≤ 碳 素 結 構 鋼 h08 h08a h08e h08mn h08mna h15a h15mn ≤0.10 ≤0.10 ≤0.10 ≤0.10 ≤0.10 0.11~ 0.18 0.30~ 0.55 0.30~ 0.55 0.30~ 0.55 0.80~ ≤0.03 ≤0.03 ≤0.03 ≤0.07 ≤0.07 ≤0.03 ≤0.07 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.20 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 ≤0.30 — — — — — — — —
我國埋弧焊焊劑的生產應用現狀及發展
格式:pdf
大小:2.1MB
頁數:4P
4.5
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***
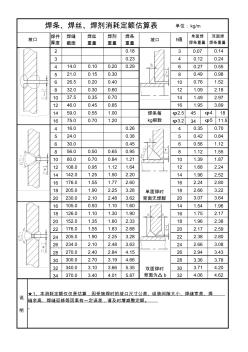
焊條焊絲焊劑消耗定額表
格式:pdf
大小:89KB
頁數:1P
4.7
焊件 厚度 焊縫 截面 焊絲 重量 焊劑 重量 焊條 重量 坡口 20.18 30.23 414.00.100.200.29 521.00.150.30 626.50.200.40 832.00.300.60 1037.50.350.70 1246.00.450.85 1459.00.551.00φ2.518 1675.00.701.20φ3.211.5 416.00.26 524.00.38 630.00.45 856.00.500.650.95 1080.00.700.841.21 12108.00.951.121.64 14142.01.251.502.20 16176.01.551.772.60 18205.01.902.253.28 20230.02.10
助焊劑相關
文輯推薦
知識推薦
百科推薦


職位:門窗工程施工員
擅長專業:土建 安裝 裝飾 市政 園林


