

DU組合機床單機液壓回轉臺控制系統的PLC改造
格式:pdf
大小:172KB
頁數:2P
人氣 :66
 4.7
4.7
介紹了用西門子S7-200系列PLC對DU組合機床單機液壓回轉臺控制系統的改造,闡述了系統的工藝流程,給出改造后PLC端子接線圖和主要的軟件控制程序。實踐結果證明改造后控制系統穩定、可靠,故障率低,機床的生產效率得到提高。



多工位組合機床控制系統的PLC改造
格式:pdf
大小:2.2MB
頁數:3P
介紹了用西門子s7-200系列plc對多工位組合機床電氣控制系統的改造,介紹了系統的工藝流程,給出改造后plc端子接線圖和主程序。實踐結果證明改造后控制系統工作可靠,操作方便直觀,故障率低,提高了工效。
雙面單工液壓傳動組合機床的PLC控制改造
格式:pdf
大小:503KB
頁數:3P
采用西門子s7-200系列可編程控制器(plc)對雙面單工液壓傳動組合機床的控制系統進行技術改造,給出了plc控制的i/o端子接線圖和梯形圖程序。實踐證明改造后的雙面單工液壓傳動組合機床在實際生產中運行穩定,生產效率大大提高。
編輯推薦下載
基于PLC的深孔鉆組合機床控制系統的改造研究
格式:pdf
大小:576KB
頁數:3P
4.5
采用西門子s7-200系列可編程控制器(plc)對深孔鉆組合機床的控制系統進行技術改造。介紹了深孔鉆組合機床的工作過程,給出了plc控制的i/o端子接線圖和梯形圖程序。實踐證明改造后的深孔鉆組合機床在實際生產中運行穩定,生產效率大為提高。
基于PLC的鉆锪組合機床控制系統的改造
格式:pdf
大小:259KB
頁數:3P
4.5
采用西門子s7-200系列可編程控制器(plc)對鉆锪組合機床的控制系統進行技術改造,介紹了鉆锪組合機床的工作過程,給出設計了plc控制的i/o端子接線圖和梯形圖程序。實踐證明改造后的鉆锪組合機床在實際生產中運行穩定,生產效率大大提高。
組合機床單機液壓回轉臺控制系統的PLC改造熱門文檔
基于PLC的多工位組合機床控制系統改造
格式:pdf
大小:307KB
頁數:4P
4.4
采用可編程控制器(plc)技術對臥式多工位組合機床進行改造,并根據生產工藝要求,將各工位及上下料有機地協調工作,提高了生產率和系統的可靠性。介紹了臥式多工位組合機床的工藝和控制要求,以及控制系統的軟、硬件設計。
用PLC改造三面銑組合機床控制系統
格式:pdf
大小:631KB
頁數:3P
4.5
從機床自動控制的實際需要出發,利用plc對三面銑組合機床的電氣控制系統進行了改造,并給出了其plc控制系統的硬件設計和梯形圖程序。以此可以提高機床的可靠性、靈活性以及效率。
多工位組合機床控制系統改造
格式:pdf
大小:308KB
頁數:1P
4.7
組合機床兼有低成本和高效率的優點,在大批量生產中得到了廣泛的應用,并可以組成自動生產線。在我單位使用繼電器控制的組合機床,效率低,誤差大,故障率比較大,嚴重地影響了工人勞動的積極性。現將plc控制技術應用于機床,大大提高了自動化程度和工作效率,同時減少了大量繼電器的硬件接線,工作的可靠程度也顯著增加,方便了操作和維修。
塔式起重機液壓回轉機構的研究
格式:pdf
大小:238KB
頁數:4P
4.8
582010(02) constructionmechanization 塔式起重機(簡稱塔機)是建筑施工中一種 重要的起重運輸機械,塔機三大工作機構(起升 機構、回轉機構、變幅機構)的調速性能直接影 響塔機的工作效率、安全性和可靠性。為了提高 塔機效率、加快吊裝施工進度,塔機的三大機構 均應具備較高的工作速度。本文基于對塔機回轉 機構工作時的實際載荷特性和設計要求的研究, 設計了一種新型的全液壓回轉機構。 1 回轉機構工作特性研究 塔機的回轉機構啟動、制動頻繁,塔機回轉 時需要克服自重及吊重的慣性力矩以及風阻力矩、 摩擦力矩以及其他阻力矩,其中風阻力矩和慣性 力矩在塔機回轉力矩中占有很大比例。隨著塔機 起重臂越來越長,塔機所受的慣性力矩及風阻力 矩均相應的增加,這樣就會造成塔機的操控不穩 定,尤其是在啟動、停止或遇到較大的順風或逆 風時更為明顯。塔機的實際使用情況表明,由于 回轉機構在
利用可編程控制器(PLC)對組合機床改造
格式:pdf
大小:604KB
頁數:3P
4.5
組合機床是一種高效率、自動化的專用設備,用繼電器等控制,由于觸點多,因而故障率高。本文根據實際情況,提出了用plc控制的設計思路,設計了plc梯形圖及接線原理圖,并寫明了各部分電路的調試過程。
組合機床單機液壓回轉臺控制系統的PLC改造精華文檔
基于PLC的組合機床電氣控制系統設計文獻綜述
格式:pdf
大小:346KB
頁數:10P
4.4
吉林化工學院 文獻綜述 基于plc的組合機床電氣控制系統設計 basedonplccombinationmachinetoolselectricalcontrol systemdesign 性質:□畢業設計□畢業論文 教學院:機電工程學院 系別:機械設計制造及其自動化 學生學號:08410331 學生姓名:高旭 專業班級:機自0803 指導教師:張洪艷 職稱:講師 起止日期:2012.2.28~2012.6.15 吉林化工學院 jilininstituteofchemicaltechnology 吉林化工學院本科畢業設計文獻綜述 2 基于plc的靜態切割機控制系統設計 摘要:在基于plc的靜態切割機控制系統設計中,設計了plc控制系統總體方案,給出了 軟、硬件設計與實現方案。在硬件設計部
臥式單面多軸鉆孔組合機床動力滑臺的液壓系統的課程設計
格式:pdf
大小:107KB
頁數:9P
4.6
1 2020年4月19日 臥式單面多軸鉆孔 組合機床動力滑臺 的液壓系統的課程 設計 文檔僅供參考 2 2020年4月19日 湖南工業大學 課程設計 資料袋 機械工程學院學院(系、部)~2014年第1學期 課程名稱液壓與氣壓傳動指導教師羅中平職稱教授 學生姓名曹炎斌專業班級機工1102班學號11495 31 題目組合機床動力滑臺液壓系統設計 成績起止日期年12月19日~1014年1月02日 目錄清單 序號材料名稱資料數量備注 1課程設計任務書 2課程設計說明書 3課程設計圖紙張 4 5 6 湖南工業大學 課程設計任務書 —第1學期 文檔僅供參考
PLC對挖掘機中心控制閥體加工組合機床的控制改造
格式:pdf
大小:290KB
頁數:3P
4.7
闡述了某液壓挖掘機制造廠的液壓挖掘機中心控制閥加工中的三面二工位鉆孔攻絲工序的工藝要求;介紹了plc在用于該工序加工的組合機床控制系統改造中的應用;給出了外部接線圖和梯形圖
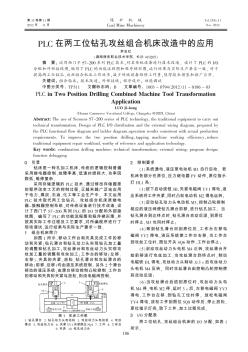
PLC在兩工位鉆孔攻絲組合機床改造中的應用
格式:pdf
大小:867KB
頁數:3P
4.6
運用西門子s7-200系列plc技術,對其傳統設備進行技術改造。設計了plc的i/o分配和外部接線圖,編寫了plc的功能流程圖和程序梯形圖,運行結果與實際生產要求一致。對于提高兩工位鉆孔、攻絲組合機床工作效率,減少傳統設備維修工作量,值得技術借鑒和推廣應用。
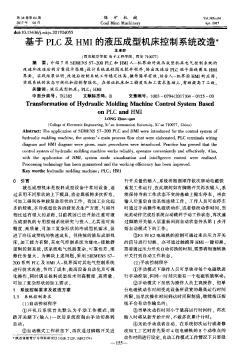
基于PLC及HMI的液壓成型機床控制系統改造
格式:pdf
大小:924KB
頁數:3P
4.3
介紹了用semenss7-200plc和hmi人-機界面對液壓成型機床電氣控制系統的改造和改造后的方案設計思路;設計系統流程圖及軟件程序,給出改造后plc端子接線圖及hmi界面.實踐結果證明,改造后控制系統工作穩定性高,操作簡單有效,結合人-機界面hmi的應用,實現系統的狀態可視化和控制智能化.在保證機床加工精度及加工需求基礎上,有效提高了工效.
組合機床單機液壓回轉臺控制系統的PLC改造最新文檔
 臥式雙面銑削組合機床液壓系統設計
臥式雙面銑削組合機床液壓系統設計 臥式雙面銑削組合機床液壓系統設計
格式:pdf
大小:214KB
頁數:未知
4.3
介紹一種臥式雙面銑削組合機床的結構、工作原理,依據機床各階段工作特點及負載,設計了機床液壓系統,對系統部分重要元件進行了設計選型,并對系統油液溫升進行了驗算。
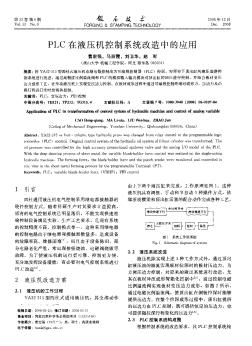
PLC在液壓機控制系統改造中的應用
格式:pdf
大小:276KB
頁數:4P
4.7
將ya32-315型四柱式液壓機由繼電器控制改為可編程控制器(plc)控制,對原有下頂出缸的液壓油路控制系統進行改進,通過高精度比例溢流閥和plc的模擬輸入輸出模塊對頂出缸的油壓進行控制,并結合板材變壓邊力成形工藝,在單動液壓機上實現變壓邊力控制。在板材成形過程中通過可編程控制終端對成形力、壓邊力及凸模行程進行實時監視和控制。
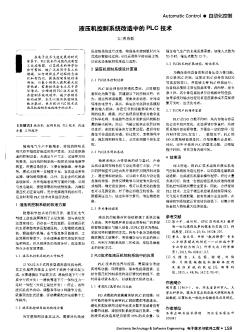
液壓機控制系統改造中的PLC技術
格式:pdf
大小:106KB
頁數:1P
4.8
在電子技術飛速發展的時代背景下,plc技術作為現代化新型工業控制器,以其技術的科學性和可靠性,被廣泛應用于各工業領域。如何確保生產過程的自動化和智能化,提高控制系統的準確性,以最小的投入獲取最大經濟效益,需要相關企業立足于實際情況,合理的將plc技術應用在控制系統改造中,減少控制系統的故障。本文以液壓機控制系統為基礎,重點探討plc技術在液壓機控制系統改造中的應用。
基于PLC的舊式機床電氣控制系統的改造
格式:pdf
大小:97KB
頁數:1P
4.5
目前采用繼電器控制的舊式普通機床設備仍在企業中廣泛使用.隨著plc技術的發展,使用plc相對于使用繼電器線路擁有無法比擬的優勢,用可編程序控制器(plc)改造舊機床電控系統,是非常現實的技術改造方案.特別是一些加工工藝較特殊的機床設備,采用plc實現機床電器系統的控制更有優勢.所以對這類普通機床控制系統進行改造是非常必要的.

基于PLC控制系統的電解加工機床改造
格式:pdf
大小:601KB
頁數:3P
4.4
介紹了上海寶鋼設備檢修有限公司寶鋼機械廠電解加工機床plc自動控制系統。根據電解加工機床的要求,設計了控制系統的總體方案,闡述了該系統硬件設備配置及相應軟件體系,機床主軸進給系統是由交流伺服電動機、光柵尺、滾珠絲杠等精密部件及plc構成的全閉環控制系統。配備觸摸屏作為人機接口,使系統控制界面友好,簡單直觀,便于操作。實際運行表明,該系統穩定可靠,滿足生產工藝要求。
用可編程控制器(PLC)改造三面鏜組合機床
格式:pdf
大小:157KB
頁數:4P
4.4
闡述了采用可編程控制器進行臥式三面鏜組合機床技術改造的方法,詳細說明了sr-21plc在本系統中的配置及梯形圖的設計思路和方法。改造結果表明,采用可編程控制器能提高機床的可靠性,降低故障發生率,并且便于維修,從而進一步提高了勞動生產率。
旋挖鉆機平臺回轉液壓回路系統故障分析 旋挖鉆機平臺回轉液壓回路系統故障分析
格式:pdf
大小:152KB
頁數:未知
4.5
在故障樹分析法的基礎上,本文以旋挖鉆機的平臺回轉液壓回路系統為研究對象,針對回路中常見的故障現象,建立其故障樹并對其進行故障樹分析。
機床改造PLC在電氣控制系統中的應用
格式:pdf
大小:229KB
頁數:3P
4.4
機床是一種在工業制造和加工,并為企業備件的制作,為企業在生產中,設備損壞應急的器件加工等機械加工的設備,傳統的機床電氣控制系統是以繼電器、接觸器為主體的半自動控制系統,本文通過plc的技術結合原機床電器的控制來加以改進,利用plc可編程控制,進行機床手動控制系統的改進,plc程序的控制可靠穩定、加工精度高、自動操作易于控制擴展等優點,對傳統的機床電氣控制系統以及運用和改造進行分析。
轉塔式組合機床主軸箱設計 轉塔式組合機床主軸箱設計
格式:pdf
大小:872KB
頁數:5P
4.5
首先介紹了用于080左、右曲軸箱體加工的轉塔式組合機床主軸箱設計任務的由來,并對轉塔式組合機床結構進行了簡要說明。重點探討了轉塔式組合機床主軸箱設計的要領,明確了設計工作的程序。對主軸箱設計的要點如主軸、前面板、傳動箱體進行了詳細的分析和研究,詳細地描述了它們的結構特點和制造工藝。最后總結了主軸箱設計工作中的創新性。
組合機床單機液壓回轉臺控制系統的PLC改造相關
文輯推薦
知識推薦
百科推薦


職位:投標造價工程師
擅長專業:土建 安裝 裝飾 市政 園林


