

中海拔地區(qū)鋼軌焊接工藝及質量對比
格式:pdf
大小:1.4MB
頁數:4P
人氣 :65
 4.3
4.3
以包鋼U75V熱處理鋼軌焊接為對象,依據焊接接頭型式檢驗結果,對比研究蘭州鐵路局中海拔地區(qū)基地閃光焊、現場移動式閃光焊、移動式氣壓焊及鋁熱焊接頭性能。結果表明:基地焊接接頭綜合性能最佳,現場移動式閃光焊和移動式氣壓焊接頭綜合性能相近,鋁熱焊接頭性能最差。



鋼軌焊接工藝(20201028125859)
格式:pdf
大小:151KB
頁數:3P
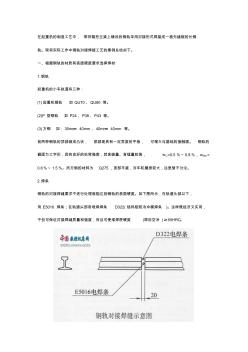
在起重機的制造工藝中,常將箱形主梁上鋪設的鋼軌采用對接形式焊接成一根無縫隙的長鋼 軌。現將實際工作中鋼軌對接焊接工藝的案例總結如下。 一、根據鋼軌的材質和表面硬度要求選擇焊材 1.鋼軌 起重機的小車軌道有三種: (1)起重機鋼軌如qu70、qu80等。 (2)p型鋼軌如p24、p38、p43等。 (3)方鋼如:30mm×40mm、40mm×40mm等。 前兩種鋼軌的頂部做成凸狀,底部是具有一定寬度的平板,可增大與基礎的接觸面。鋼軌的 截面為工字形,具有良好的抗彎強度,其含碳量、含錳量較高,wc=0.5%~0.8%,wmn= 0.6%~1.5%。而方鋼的材料為q275,頂部平直,對車輪磨損較大,這里暫不討淪。 2.焊條 鋼軌的對接焊縫要求不進行處理就能達到鋼軌的表面硬度。如下圖所示,在軌道頭部以下, 用e5016焊條;在軌道頭部用堆焊焊條
編輯推薦下載
中南通道(山西)重載線鋼軌焊接工藝研究
格式:pdf
大小:278KB
頁數:2P
4.7
中南通道為跨區(qū)間無縫線路,鋼軌廠內焊接采用閃光焊,用固定式閃光焊焊接成長軌交付現場鋪軌;現場用移動閃光焊將長軌連接成區(qū)間無縫線路,岔區(qū)采用鋁熱焊。多種鋼軌的焊接,特別是熱處理鋼軌的焊接對焊接工藝和施工組織都提出了新的技術難點和要求。主要針對三種移動閃光焊接頭的工藝調試,進行較為系統(tǒng)的研究和總結,達到較高水平的控制焊接接頭質量的目標。

鋼軌焊接工(鋁熱焊)講義2
格式:pdf
大小:5.3MB
頁數:40P
4.5
1 廣鐵(集團)公司鋼軌鋁 熱焊接講義 作者: 懷化職工培訓基地2010年10月 2 目錄 附錄ctbt_2658.21-2007鋼軌焊縫超聲波探傷作業(yè)標準 附錄d廣深港鐵路、廣珠城際鐵路鋼軌探傷驗收管理辦法(行) 附錄e鋁熱焊的常見缺陷和原因分析 附錄f鋁熱焊題庫(后附答案) 3 1范圍 tb/t1632的本部分規(guī)定了鋼軌鋁熱焊接的要求、試驗方法和檢驗規(guī)則。 本部分適用于50kg/m--75噸/m鋼軌的鋁熱焊接。 2規(guī)范性引用文件 下列文件中的條款通過tb/t1632的本部分的引用而成為本部分的條款。凡是注日期的 引用文件,其隨后所有的修改單(不包括勘誤的內容)或修訂版均不適用于本部分,然而,鼓 勵根據本部分達成協議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文 件,其最新版本適用
中海拔地區(qū)鋼軌焊接工藝及質量對比熱門文檔
初級鋼軌焊接工理論考試
格式:pdf
大小:217KB
頁數:43P
4.7
1.鋼軌焊后正火,不能消除的缺陷是()。 (a)欠熱 (b)過熱 (c)晶粒粗大 (d)過燒 d 2.廠焊進行鋼軌接頭對中時,不考慮的參數是()。 (a)間距 (b)垂直度 (c)縱向對直 (d)扭轉 b 3.鋁熱焊軌,選用軌端間隙為()mm是正確的。 (a)22 (b)23 (c)24 (d)28 d 4.手工電弧焊最容易引起()的事故。 (a)燒傷 (b)爆炸 (c)焊機冒煙 (d)電路被燒斷 a 5.手工焊接的空間位置中()最容易引起燒傷事故。 (a)平焊 (b)立焊 (c)橫焊 (d)仰焊 d 6.在鋼軌噴焊過程中()可能產生回火。 (a)乙炔壓力波動小 (b)供氣過足 (c)噴嘴過熱 (d)噴嘴過冷c 7.布氏硬度的符號用()表示。 (a)hs (b)hv (c)hl (d)hb d 8.在鋼
新標準U71Mn鋼軌焊接工藝分析及調試
格式:pdf
大小:410KB
頁數:5P
4.7
鑒于新標準中u71mn鋼軌化學成分的變化,研究依據新標準軋制的u71mn鋼軌的預熱閃光焊接工藝。對比包鋼u71mn鋼軌和u75v鋼軌的化學成分,基于u75v鋼軌的焊接工藝對包鋼u71mn鋼軌進行焊接試驗,得出u75v鋼軌焊接參數可用于新標準包鋼u71mn鋼軌的焊接;在舊標準鞍鋼u71mn鋼軌焊接參數的基礎上,通過調試頂鍛階段的壓力和電壓,以及調試燒化階段的位移和電壓,最終得到合適的焊接參數。焊接的2種u71mn鋼軌均通過落錘試驗,鋼軌接頭灰斑面積和位置符合要求。
 Q345鋼與鋼軌焊接工藝在礦倉眉線改造上的應用
Q345鋼與鋼軌焊接工藝在礦倉眉線改造上的應用 Q345鋼與鋼軌焊接工藝在礦倉眉線改造上的應用
格式:pdf
大小:1.3MB
頁數:3P
4.7
本文結合武鋼礦業(yè)公司某礦山車間的礦倉眉線鋼軌斷裂,導致水泥墻壁磨損嚴重,如不進行加固就會嚴重影響車間生產,針對這一情況,我們在礦倉磨損的眉線處采用焊條電弧焊加焊一塊q345鋼板,搭接在鋼軌面上,從而能對破損的眉線加以保護。經過檢驗,鋼板的使用壽命能夠保證車間一年的生產要求,為今后的眉線保護提供了第一手資料,積累了寶貴的經驗。

P50鋼軌焊接工藝流程卡
格式:pdf
大小:48KB
頁數:1P
4.6
批號圖號 名稱名稱 名稱直徑母材 焊絲φ1.2 材質u65mn氣體 2.選用備選設備1氣體保護焊接焊材不必預熱,但要求避風焊接。 焊條φ3.2焊條 材質q235φ4.0預熱 擺動√多絲多道 不擺動——單絲單道 焊前清理 焊前預熱 編制:日期:批準:日期: 工藝 編號 t型接 —— 12.焊縫表面要求無裂紋、氣孔、夾渣、未熔合、未焊透等缺 陷;焊角高度8mm.要求100(100)mm間斷焊。 4.預熱要求,由于鋼軌焊接性能較差,因此焊接前要求測溫,在 距離焊縫兩邊100mm長的位置,用焊炬對鋼軌預熱。當鋼軌溫度 達到230~250℃時,可以實施焊接。焊接要間斷進行,盡量減少 焊接部位的熱量,使焊接過程中始終保持軌道溫度230~250℃。 全部焊接完成后,還要繼續(xù)加熱到250℃,再將鋼軌在空氣中經 過≥0.5h時間緩慢冷卻到室外溫度

鋼軌焊接工考試題答案
格式:pdf
大小:13KB
頁數:2P
4.7
焊接工冬季培訓結業(yè)考試題 姓名--------------------單位-------------------------考試時間--------------------- 題目一二三四總分閱卷人 得分 一、填空題(共40分,每空2分) 1、2000年換軌段配置了我國第一臺國產k900焊機,該型k900型焊機具有連續(xù)閃光焊接和脈動閃 光焊接兩種工藝功能。 2、高強度耐磨pd3鋼軌和u71mn鋼軌相比鋼的化學成分強化了硅和釩的含量,導致常規(guī)焊接性能大 大下降。 3、和k355焊機使用蝸輪蝸桿傳動的液壓伺服系統(tǒng)不同,k900焊機的比例閥能夠完成靈敏精確的送 進和分離動作。 4、脈動閃光焊接工藝與連續(xù)閃光不同之處是用鋼軌的燒化量來確定兩個階段的焊接時間,而不像連 續(xù)閃光焊接那樣可以直接調節(jié)各個階段的焊接時間。 5、無論是斷續(xù)電阻預熱閃光焊、連
中海拔地區(qū)鋼軌焊接工藝及質量對比精華文檔
(精選)鋼軌焊接工國家職業(yè)標準
格式:pdf
大小:118KB
頁數:13P
4.6
鋼軌焊接工國家職業(yè)標準(鋁熱焊) 1.職業(yè)概況 1.1職業(yè)名稱 鋼軌焊接工 1.2職業(yè)定義 1.2.1鋼軌焊接工即運用閃光焊、接觸焊、氣壓焊、鋁熱焊或其它方法完成鐵路 鋼軌的焊接,以實現線路大修、維修目標的從業(yè)人員。 1.2.2鋁熱焊鋼軌焊接工即運用鋁熱焊方法完成鐵路鋼軌的焊接,以實現線路大 修、維修目標的從業(yè)人員。 1.3職業(yè)等級 本職業(yè)共設五個等級,分別為:國家職業(yè)資格五級(初級)、國家職業(yè)資格四 級(中級)、國家職業(yè)資格三級(高級)、國家職業(yè)資格二級(技師)、國家職業(yè) 資格一級(高級技師)。 1.4職業(yè)環(huán)境條件 室內、室外、高空、常溫。 1.5職業(yè)能力特征 有獲取、領會和理解外界信息的能力,有語言表達以及對事物的分析和判斷的 能力;手指、手臂靈活,動作協調性好;心理及身體素質較好,無職業(yè)禁忌癥, 適應高空作業(yè)要求;聽力及辨色力正常,雙眼矯正視力不低于5.0。
鋼軌焊接工程監(jiān)理實施細則
格式:pdf
大小:73KB
頁數:8P
4.6
德龍煙鐵路德州至大家洼段綜合ⅰ標工程 鋼軌焊接工程監(jiān)理實施細則 編制人: 總監(jiān)理工程師: 山東濟鐵工程建設監(jiān)理有限責任公司 2011年月日 編號: 目錄 一、編制依據.................................................................................3 二、監(jiān)理工作的范圍及重點............................................................3 三、監(jiān)理工作流程............................................................................4 四、監(jiān)理工作控制要點、目標及監(jiān)控手段...................................7 五、監(jiān)理
 鋼軌基地焊接工藝質量控制探討
鋼軌基地焊接工藝質量控制探討 鋼軌基地焊接工藝質量控制探討
格式:pdf
大小:1.3MB
頁數:3P
4.8
討論鋼軌基地焊接長鋼軌時影響焊接質量的關鍵工序及控制對策。從鋼軌選配、焊前除銹、焊機狀態(tài)、熱處理、外觀檢查、探傷等工藝角度,以及設備維護保養(yǎng)、第三方監(jiān)督等方面,提出保障焊接質量的措施。
新建濟南鐵路桑梓店焊軌基地工程鋼軌焊接工藝設計 新建濟南鐵路桑梓店焊軌基地工程鋼軌焊接工藝設計
格式:pdf
大小:487KB
頁數:3P
4.7
為滿足100m定尺軌焊接500m長軌的要求,濟南鐵路局在桑梓店站新建焊軌基地工程,\"u\"字形焊接工藝設計。基地建成后焊軌能力成倍增長。桑梓店焊軌基地工程為濟南鐵路局既有線提速改造和新建膠濟客運專線、京滬高速等鐵路鋪設高精度、高平直度的長軌提供了可靠保證。
中海拔地區(qū)鋼軌焊接工藝及質量對比最新文檔
鋼軌鋁熱焊焊接工藝及其質量控制 鋼軌鋁熱焊焊接工藝及其質量控制
格式:pdf
大小:69KB
頁數:2P
4.7
伴隨著我國經濟社會的不斷發(fā)展,對我國各行各業(yè)的發(fā)展狀況展開深入的分析,可以發(fā)現為了保證本行業(yè)的發(fā)展有一個較為長遠的前景,在時下的發(fā)展中各行業(yè)對自身技術的要求都相對要高。而針對鋼軌鋁熱焊焊接工藝展開深入的分析,可以發(fā)現相關的公司資料與實際軌道列車運行安全問題有著較為密切的聯系,所以鋁熱焊焊接工藝在無縫化的大環(huán)境下變得尤為重要,受到行業(yè)內部的廣泛關注。
 QU型起重機鋼軌的焊接工藝
QU型起重機鋼軌的焊接工藝 QU型起重機鋼軌的焊接工藝
格式:pdf
大小:76KB
頁數:2P
4.6
為了適應當今港口起重機不斷向大噸位、高效率發(fā)展的要求,起重機鋼軌由魚尾板連接發(fā)展為焊接,鑒于qu型起重機鋼軌的焊接工藝性能較差,結合青島前灣港集裝箱碼頭qu120鋼軌的焊接施工,介紹了其焊接工藝,并針對施工中出現的問題,提出了改進措施。
 鋼軌焊接接頭平直度研究
鋼軌焊接接頭平直度研究 鋼軌焊接接頭平直度研究
格式:pdf
大小:546KB
頁數:4P
4.6
鋼軌焊接接頭是無縫線路的重要組成部分,其平直度情況對于列車行車速度、運行平穩(wěn)性和旅客乘坐舒適性具有重要影響。采用型尺測量方法,對某線路現場新鋪鋼軌焊接接頭平直度進行了測量、統(tǒng)計及分析,結果表明現役鋼軌焊接接頭平直度與tb/t1632-2005《鋼軌焊接》關于平直度的要求差距很大。結合軌道平順性控制特點,總結了鋼軌焊接接頭平直度控制的主要措施,對鋼軌焊接接頭平直度研究方向提出了建議,指出全面系統(tǒng)研究鋼軌焊接接頭平直度,對于發(fā)展我國高速重載無縫線路、加快經濟建設等具有重要意義。

鋼軌焊接技術及質量控制
格式:pdf
大小:91KB
頁數:3P
4.4
焊接技術第39卷第1期2010年1月·焊接質量控制與管理· 收稿日期:2009-07-13 基金項目:上海高校選拔培養(yǎng)優(yōu)秀青年教師科研專項基金 (gjd08015);上海市重點學科建設項目資助(j51402); 上海工程技術大學科研啟動經費(校啟08-27) 文章編號:1002-025x(2010)01-0066-03 鋼軌焊接技術及質量控制 盧慶華1,徐培全1,于治水1,陳立功2 (1.上海工程技術大學材料工程學院,上海201620;2.上海交通大學材料科學與工程學院,上海200240) 摘要:綜述3種鋼軌焊接方法閃光焊、氣壓焊和鋁熱焊的原理及存在問題,并提出提高我國鋼軌焊接質量的建議。 關鍵詞:鋼軌焊接;閃光焊;氣壓焊;鋁熱焊 中圖分類號:tg457文獻標志碼:b
堆取料機重型鋼軌焊接
格式:pdf
大小:24KB
頁數:4P
4.7
堆取料機重型鋼軌的焊接 【摘要】對鋼軌的焊接性進行分析,通過實驗確定焊接接頭 的收縮量,并采用合理的焊接方法、焊接規(guī)范,使鋼軌焊接后焊縫 達到圖紙要求。 【關鍵詞】重型鋼軌焊接 1概述 堆取料機是料廠作業(yè)中的重要環(huán)節(jié)之一,它將料廠的煤或礦石 輸送到地面運輸皮帶上并運到指定地點。而堆取料機回轉裝置中的 鋼軌在運輸過程中起到非常重要的作用,它直接影響到整條線的生 產效率。我公司在為秦皇島制造的堆取料機回轉裝置中,其軌道采 用u71mn鋼制造的軌頭為120重型鋼軌,并由三段鋼軌焊接成軌道 中心為φ9000大直徑的圓形軌道,它具有重載、剛度強、焊縫質量 及尺寸精度要求高特點,為確保其質量,我們做了全面的工藝分析 與研究。 2u71mn鋼的成分與性能 u71mn鋼的成分與性能見表1。 3u71mn鋼的焊接性 3.1碳當量 根據國際焊接學會iiw碳當量公式計算: ce(ii

客運專線鋼軌焊接技術
格式:pdf
大小:1.9MB
頁數:4P
4.5
**資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.*** **資訊http://www.***.***

鋼軌焊接施工技術要領分析
格式:pdf
大小:192KB
頁數:1P
4.4
無縫線路鋪設迫切需要解決的問題是各種鋼軌焊接問題,國內外普遍采用的鋼軌焊接方法有:閃光焊、氣壓焊、鋁熱焊。文章對此三種焊接方法的原理及工藝要點進行闡述和分析。
中海拔地區(qū)鋼軌焊接工藝及質量對比相關
文輯推薦
知識推薦
百科推薦


職位:園林工程預算員
擅長專業(yè):土建 安裝 裝飾 市政 園林


