




 法蘭閘閥閥體熔模鑄造工藝改進
法蘭閘閥閥體熔模鑄造工藝改進 法蘭閘閥閥體熔模鑄造工藝改進
格式:pdf
大小:860KB
頁數:4P
就法蘭閘閥閥體熔模鑄造工藝改進進行了討論,通過對其使用狀態和結構分析,指出了該殼體件工藝設計的重點,以及圍繞這個重點采取的工藝措施。模具設計中平均尺寸的確定和蠟模關鍵尺寸的控制保證了鑄件尺寸的合格。將原中口垂直向下或向上改為水平向外并輔以補貼設計,改善了制殼時模組的干燥條件和鑄件澆注后的散熱條件,縮短了澆冒口到鑄件熱節的補縮距離,使補縮通道更為暢通,消除了鑄件的縮孔缺陷。
編輯推薦下載
 大型球鐵閥門閥體的鑄造工藝
大型球鐵閥門閥體的鑄造工藝 大型球鐵閥門閥體的鑄造工藝
格式:pdf
大小:338KB
頁數:2P
 4.7
4.7
詳述日本久保田2500閥體的鑄造工藝設計及現場品質控制,采用獨特的球化處理與澆注工藝,2個澆包分別完成底注與頂注,解決鑄件的充型與補縮問題,成功地用5t/h沖天爐生產出質量達6t的球鐵閥體鑄件。
閘板閥體的鑄造工藝設計及生產熱門文檔

閘板閥
格式:pdf
大小:3.3MB
頁數:13P
4.4
閘板閥 目錄 雙閘板閘閥-z42h雙閘板閘閥 平行式雙閘板閘閥 排渣雙閘板閘閥-pz441y排渣雙閘板閘閥 高溫高壓雙閘板閘閥-z42y高溫高壓雙閘板閘閥 閘閥>>雙閘板閘閥>>高溫高壓雙閘板閘閥 產品名稱:高溫高壓雙閘板閘閥 產品型號:z42y 產品口徑:dn50-600 產品壓力:1.6~10.0mpa 產品材質:鑄鋼、不銹鋼、鉻鉬鋼等 產品概括: 生產標準:國家標準gb、機械標準jb、化工標準 hg、美標api、ansi、德標din、日本jis、jpi、 英標bs生產。閥體材質:銅、鑄鐵、鑄鋼、碳鋼、 wcb、wc6、wc9、20#、25#、鍛鋼、a105、f11、 f22、不銹鋼、304、304l、316、316l、鉻鉬鋼、 低溫鋼、鈦合金鋼等。工作壓力1.0mpa-50.0mpa。 工作溫度:-196℃-650℃。連接方式:內螺
低溫閥體用LCB鋼的熔模鑄造工藝探討 低溫閥體用LCB鋼的熔模鑄造工藝探討
格式:pdf
大小:548KB
頁數:3P
4.8
對低溫閥體用lcb鋼的熔模精密鑄造生產實踐進行了總結。實踐表明,選擇合理的化學成分和鑄造工藝,對保證lcb鋼的低溫性能及生產合格閥體具有重要作用。
 鋁合金定位座體的鑄造工藝設計
鋁合金定位座體的鑄造工藝設計 鋁合金定位座體的鑄造工藝設計
格式:pdf
大小:313KB
頁數:3P
4.7
通過對定位座體不同工藝方案的優缺點對比,采用底注、三箱造型、大法蘭朝下、加大底部芯頭;采用頂冒口、變壁冷鐵、平面冷鐵與加大橫澆道截面尺寸,實現鑄件自下而上的順序凝固,所生產的鑄件一次交檢合格,并且提高了工藝出品率和勞動生產率。
閘板閥體的鑄造工藝設計及生產精華文檔
異形三通閥體砂型鑄造工藝
格式:pdf
大小:14KB
頁數:1P
4.7
·· 異形三通閥體砂型鑄造工藝 基金項目:廣西科技攻關項目(桂科ab16380310)。收稿日期:2017-05-02收到初稿,2017-06-04收到修訂稿。 作者簡介:熊舉化(1973-),男,講師,從事機電一體化方向的研究。電話:0772-3156067,e-mail:hlyx68@163.com 通訊作者:黃力,男,教授。電話:0772-2056008,e-mail:544263941@qq.com。 熊舉化 1 ,黃力 2 (1.柳州職業技術學院,廣西柳州545006;2.廣西科技大學,廣西柳州545006) 摘要:用于某船舶產品的三通閥體,鑄件壁厚相差懸殊,有4.5mpa的液壓試驗要求。閥體原設計牌號為錫青銅 zcusn10zn2,過去生產時泵漏率曾達到60%以上。對閥體結構進行分析,并

vag閘板閥
格式:pdf
大小:4.3MB
頁數:8P
4.5
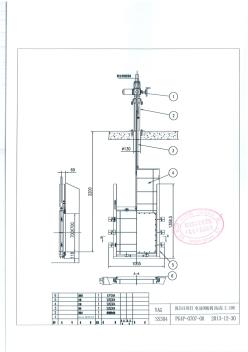
vag閘板閥 vagpenstock vageri閘板閥 緊湊設計的閘板閥 eri?閘板閥 可安裝在管道口,渠道的任何位置。 ·標準尺寸: 200x200?1600x1600mm(四面密封) 200x200?2000x2000mm(三面密封向上開啟) 200x200?1600x1600mm(三面密封向下開啟) ·可承受壓力: 200x200?900x900mm允許承受壓力為0.4bar (相當于四米水頭)。 1000x1000?1600x1600mm允許承受壓力為 0.3bar(相當于三米水頭)。 ·材質: 閥框、閘板和閥桿材質均為不銹鋼1.4301(相 當于國標ss304)或1.4571(相當于國標ss316)。 閥桿螺母材質為青銅,可用于海水或污水。 epdm(三元乙丙橡膠)或nbr(丁腈橡膠) 密封。 ·設計制造標準
制動盤鑄造工藝設計
格式:pdf
大小:2.5MB
頁數:23P
4.6
1.結合所學知識,查找相應資料,對所給零件或鑄件原鑄 造工藝進行分析(工藝圖設計,參數選取,砂芯設計, 冒口設計,模板設計等)談談你的體會,及對教材、課 堂教學的建議。 2.查資料,完成所指定鍛件的生產過程,鍛件圖設計、相 應的計算過程、下料、加熱、鍛造及熱處理工藝進行分 析。 3.結合汽車零件生產。闡述埋弧焊原理、工藝特點、質量 保證措施。 1.結合所學知識,查找相應資料,對所給零件或鑄件原鑄造 工藝進行分析(工藝圖設計,參數選取,砂芯設計,冒口設 計,模板設計等)。 1.1制動盤鑄造要求及現狀 一、生產技術狀況:制動盤種類繁多,特點是壁薄,盤片及中心處由砂芯 形成。不同種類制動盤,在盤徑、盤片厚度及兩片間隙尺寸上存在差異,盤轂的 厚度和高度也各不相同。單層盤片的制動盤結構比較簡單。鑄件重量多為 6-18kg。 二、技術要求:鑄件外輪廓全部加工,精加工后不得有任何縮松、
閘板閥體的鑄造工藝設計及生產最新文檔
楔式單閘板閥門閥體錐度氣動測頭的設計 楔式單閘板閥門閥體錐度氣動測頭的設計
格式:pdf
大小:500KB
頁數:4P
4.3
根據單閘板閥門閥體內腔的結構特點,采用氣動測量方法對精加工閥體的重要配對工藝尺寸進行非接觸測量。通過分析氣動測頭的測量原理,設計了高精度錐度氣動測頭及其校對規。
特殊結構大型低合金高壓閥體的工藝設計及鑄造生產
格式:pdf
大小:490KB
頁數:3P
4.6
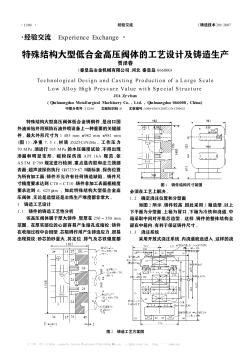
經驗交流 《鑄造技術》10/2007 ·經驗交流 experienceexchange· 特殊結構大型低合金高壓閥體的工藝設計及鑄造生產 賈澤春 (秦皇島冶金機械有限公司,河北秦皇島066000) technologicaldesignandcastingproductionofalargescale lowalloyhighpressurevaluewithspecialstructure jiaze2chun (qinhuangdaometallurgicalmachineryco.,ltd.,qinhuangdao066000,china) 中圖分類號:tg269 文獻標識碼:b 文章編號
 基于ObjectARX的蝶閥閥體三維鑄造工藝CAD系統的開發
基于ObjectARX的蝶閥閥體三維鑄造工藝CAD系統的開發 基于ObjectARX的蝶閥閥體三維鑄造工藝CAD系統的開發
格式:pdf
大小:948KB
頁數:4P
4.3
使用objectarx對autocad進行二次開發,設計了蝶閥閥體專用鑄造工藝cad系統.系統利用從數據庫中獲得的閥體幾何尺寸數據及工藝數據,完成蝶閥閥體鑄造工藝系統的三維建模.
挖掘機液控閥球墨鑄鐵閥體的鑄造工藝 挖掘機液控閥球墨鑄鐵閥體的鑄造工藝
格式:pdf
大小:417KB
頁數:4P
4.5
介紹了閥體鑄件的結構特點以及鑄造收縮率、澆注系統、砂芯和砂型制作、熔煉、澆注等工藝設計。試制結果表明,得到了微觀組織、力學性能和收縮率合格的鑄件,并針對試制鑄件出現的漂芯、變形、麻坑等缺陷,給出了相應的解決措施。
高壓平行閘板閥閥體中腔的設計方法研究 高壓平行閘板閥閥體中腔的設計方法研究
格式:pdf
大小:212KB
頁數:3P
4.8
高壓平行閘板閥中腔結構復雜,設計時需要綜合考慮很多因素。在設計計算時,首先要綜合考慮結構、載荷和裝配等因素,確定出中腔內徑;然后根據公稱壓力,采用合理的閥體中腔壁厚計算公式來粗算壁厚;為了進行強度校核,還需采用有限元分析來做公稱壓力和試驗水壓兩種工況下的強度校核,使得設計出的閥體中腔既滿足性能要求,又能使制造成本最小化。
單級雙吸整體式鑄鋼泵體鑄件的鑄造工藝設計
格式:pdf
大小:893KB
頁數:4P
4.6
單級雙吸整體式蝸殼泵體結構復雜,給鑄造工藝的設計及后續的生產帶來很大難度。本文通過對泵體結構進行鑄造工藝性分析并結合以往的生產經驗,提出了切實可行的鑄造工藝方案并進行了生產驗證,對此類泵體的鑄造工藝設計起到借鑒參考作用。
對閘板閥焊接工藝的改進 對閘板閥焊接工藝的改進
格式:pdf
大小:268KB
頁數:2P
4.6
閘板閥門為日產dc-s115b泵易損件,日產閥門使用壽命為9000~11000立方米混凝土。閥門工作時受雙向沖擊載荷和強烈磨損,要求閥門有較高的耐磨性(≥hrc50)、沖擊韌性(a_k≥5公斤力·米/厘米~2)及較高的強度(σ_b≥80公斤力/毫米~2。)我廠選用國產50mn鋼作閥門材料,閥板與軸淬火后焊接,焊接接頭
閘板閥體的鑄造工藝設計及生產相關
文輯推薦
知識推薦
百科推薦


職位:油氣儲運專業監理工程師
擅長專業:土建 安裝 裝飾 市政 園林


