

壓縮機不同上法蘭結構的三點焊接仿真分析
格式:pdf
大小:3.1MB
頁數:5P
人氣 :73
 4.4
4.4
建立空調壓縮機上法蘭與殼體的三點焊接過程的有限元模型,并采用ANSYS軟件進行計算.首先仿真鏤空、非鏤空、綜合三種結構上法蘭的焊接溫度分布,然后根據溫度結果采用間接耦合法仿真相應的焊接變形,并進行對比分析.通過與實際焊接結果相比較對所建立的模型進行檢驗.結果表明,鏤空結構的上法蘭的焊接變形最大,而非鏤空結構上法蘭在焊接之后的變形低于綜合結構.因此,非鏤空結構設計有利于降低空調壓縮機的焊接變形.



 離心壓縮機階梯焊接機殼水平法蘭變形的控制
離心壓縮機階梯焊接機殼水平法蘭變形的控制 離心壓縮機階梯焊接機殼水平法蘭變形的控制
格式:pdf
大小:228KB
頁數:3P
針對階梯型焊殼的焊后變形的問題,進行了鉚焊工藝改進,最終采取控制焊序和利用反變形的措施,使大型階梯焊殼水平法蘭的變形得到了控制。

空調壓縮機焊接放電不良的改善
格式:pdf
大小:296KB
頁數:2P
在空調壓縮機裝配過程中,都必須進行殼底\殼蓋的焊接,以及三點/六點的焊接,在焊接過程中空調壓縮機內部的放電現象經常會出現,導致空調壓縮機堵轉。針對焊接時容易出現的放電不良技術問題,我們通過對焊接回路的分析、電源的調整、接地夾具的改造及設備焊接方式的選擇,以理論為導向,試驗為基礎,逐漸掌握了焊接放電的規律,明顯減少了焊接放電不良品的產生,并在生產過程中收到明顯效果,進一步提升了上海日立的產品質量。
編輯推薦下載
不同壁厚大型法蘭與筒體的焊接 不同壁厚大型法蘭與筒體的焊接
格式:pdf
大小:291KB
頁數:2P
4.5
闡述了大型非標法蘭與筒體厚度差過大時焊接前的處理方法。通過對標準、設計及制造過程的研究,確定了大型法蘭與筒體厚度差過大時焊接前的坡口加工方法、坡口尺寸及焊接工藝,并將其應用在焊接工程中。
法蘭、墊片及法蘭的焊接形式
格式:pdf
大小:8KB
頁數:2P
4.4
法蘭:使管子與管子相互連接的零件,連接于管端。法蘭上有孔眼,螺栓使兩法蘭緊連。 法蘭間用襯墊密封。 法蘭管件:指帶有法蘭(突緣或接盤)的管件。它可由澆鑄而成,也可由螺紋連接或焊接 構成。 法蘭聯接:由一對法蘭、一個墊片及若干個螺栓螺母組成。墊片放在兩法蘭密封面之間, 擰緊螺母后,墊片表面上的比壓達到一定數值后產生變形,并填滿密封面上凹凸不平處,使 聯接嚴密不漏。法蘭聯接是一種可拆聯接。按所聯接的部件可分為容器法蘭及管法蘭。 按結構型式分:有整體法蘭、活套法蘭和螺紋法蘭。常見的整體法蘭有平焊法蘭及對焊 法蘭。平焊法蘭的剛性較差,適用于壓力p≤4mpa的場合;對焊法蘭又稱高頸法蘭,剛性較 大,適用于壓力溫度較高的場合。 法蘭按與管子的連接方式可分為五種基本類型:平焊法蘭、對焊法蘭、螺紋法蘭、承插 焊法蘭、松套法蘭。 平焊法蘭:平焊法蘭簡稱平板,又稱搭焊法蘭。平焊法蘭與管道的連接
壓縮機不同上法蘭結構的三點焊接仿真分析熱門文檔

空調壓縮機法蘭閥口成形裂紋的研究
格式:pdf
大小:544KB
頁數:4P
4.7
用粉末冶金方法生產空調壓縮機法蘭可以使用二上二下、一上三下的模具結構。對于法蘭小板部位厚度比較薄的產品只能采用一上三下的模具形式。這種形式的二下模沖側面單向受粉末壓力,并且存在著一、二下模沖之間的配合間隙。試驗表明,在粉末側壓力的作用下,二下模沖的偏移是否會造成閥口芯棒的彎曲變形,是閥口裂紋是否產生的關鍵。其中芯棒變形的程度決定了裂紋的形態和嚴重程度。消除裂紋的方式,可以通過提高一、二下模沖的配合精度和在閥口芯棒增加拔模斜度來解決。
基于焊接變形有限元分析的空調壓縮機結構優化
格式:pdf
大小:544KB
頁數:5P
4.6
建立了考慮相變的熱彈塑性有限元法模型,針對敏感性參數如殼體高度、氣缸材料性能、氣缸與殼體接觸狀態以及氣缸結構對壓縮機焊接變形的影響進行了計算和討論.氣缸采用鑄鋼材料能有效降低壓縮機滑片槽槽寬變形,壓縮機殼體與氣缸的接觸狀態對氣缸變形有較大影響.為了提高計算效率,同時又能保證計算結果的準確性,進而采用了基于熱彈塑性有限元法的固有應變法進行模擬.結果表明,固有應變法與熱彈塑性有限元法及實測結果吻合較好,基于固有應變法的壓縮機結構優化方法可以大大降低計算時間,這種方法可以應用于大型焊接結構的結構優化.
焊接法蘭 (2)
格式:pdf
大小:33KB
頁數:2P
4.6
產品名稱膜片聯軸器受控號 零件名稱焊接法蘭零件圖號 毛坯材質20零件凈重 (kg) 23.2 車間序號 工 序 設備型號 工具名稱及 圖號 工作 等級 單件時 間 準備結 束時間 一劃2 二鉆z30501 三車3 四鉗 修改內容修改者日期編制審核日期 機 加 車 間 修改 吉林昊宇技術 中心 交檢 通知單號批準 打標識(用記號筆在工件明顯位置標記圖號) 工序內容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺數量 工令號 3 定額員 第1頁 共1頁
焊接法蘭
格式:pdf
大小:33KB
頁數:2P
4.6
產品名稱膜片聯軸器受控號 零件名稱焊接法蘭零件圖號 毛坯材質20零件凈重 (kg) 23.2 車間序號 工 序 設備型號 工具名稱及 圖號 工作 等級 單件時 間 準備結 束時間 一劃2 二鉆z30501 三車3 四鉗 修改內容修改者日期編制審核日期 機 加 車 間 修改 吉林昊宇技術 中心 交檢 通知單號批準 打標識(用記號筆在工件明顯位置標記圖號) 工序內容 劃全線檢查毛坯尺寸及余量及φ212孔十字中心線 鉆φ60孔 車各部符圖(φ212孔按管配車) 機械加工工藝卡片q/hy-r-js-022 x06-2 毛坯種類每臺數量 工令號 3 定額員 第1頁 共1頁
法蘭焊接工藝
格式:pdf
大小:8KB
頁數:1P
4.4
法蘭焊接工藝 所需設備及工具手工電焊設備一套,手柄式角磨機一臺,電動氣錘一把,平 面尺一把。 焊前準備:1、檢查調試設備,確保設備正常運轉;2、準備φ4.0j506焊條 最好在300℃-350℃烘干一小時。 焊接過程:1、組裝把椎體和大法蘭按圖紙要求組裝在一起,再平均把大法蘭 分成8等份。2、焊接由于法蘭較厚,坡口較大,因此采用分段對稱、多層焊接。 焊縫質量:要求焊縫強度至少達到母材強度。焊縫表面平整光滑,無燒穿、 氣孔、焊漏、夾渣、咬邊、未焊滿等缺陷。余高小于2mm。 注意事項:1、打底時一定使用j506焊條手工堆焊,并采用小電流焊接。嚴 格按照焊接工藝焊接。2、再每焊接完一個位置,都要用水平尺卡一下法蘭平面 的變形量。3、一邊焊接一邊用氣錘錘擊焊縫,以達到消除應力的作用。
壓縮機不同上法蘭結構的三點焊接仿真分析精華文檔
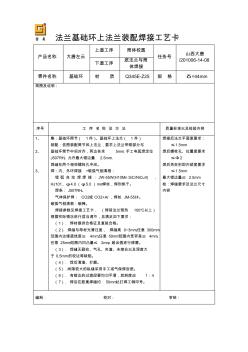
6法蘭筒體焊接
格式:pdf
大小:24KB
頁數:1P
4.5
法蘭基礎環上法蘭裝配焊接工藝卡 產品名稱大唐左云 上道工序筒體校圓 任務號 山西大唐 /201006-14-08 下道工序 底法蘭與筒 體焊接 零件名稱基礎環材質q345e-z25規格δ=44mm 簡圖及說明: 序號工序名稱及方法質量標準以及檢驗內容 1、 2、 3、 集:基礎環筒節(1件)、基礎環上法蘭(1件) 裝配:依圖裝配筒節和上法蘭,要求上法蘭帶頸部分與 基礎環筒節中間對齊,兩邊各余5mm,手工電弧焊定位 j507rh。允許最大錯邊量2.5mm. 焊縫在兩個相鄰螺栓孔中間。 焊:內、外環焊接+碳弧氣刨清根: 埋弧自動焊焊接:jw-55w(h10mnsicrnicuii), hj101..φ4.0(φ5.0)mm焊絲,焊劑烘干。 焊條:j507rh。 氣體保護焊:co2或co2+ar,焊絲jm-55ⅱ
異種鋼及法蘭焊接
格式:pdf
大小:118KB
頁數:8P
4.3
手工電弧焊作業指導書 施工單位中國建筑第五工程局有限公司工程名稱二期供水工程等水務工程bt項目 分項工程名稱異種鋼焊接編號 施工班組施工班組實施時間 一、準備工作 1.1檢查管口清理質量,對管內雜物進行清理。 1.2保證所有設備的完好性。如對口器的調試、調管機的起升制動情況等。 1.3所有參加施工的焊工必須通過焊工入場考試,焊工必須在考試合格的項目內進行管道的焊接。 1.4焊接接頭組對前,用手工或機械方法清理其內外表面,在坡口兩側20mm范圍內不 得有油漆、毛刺、銹斑、氧化皮及其他對焊接過程有害的物質。 1.5異種鋼焊縫與母體的化學成分、金相組織、物理性能及力學性能都有較大的差別, 焊接時必須采取一定的特殊工藝措施才能獲得滿意的焊接接頭。考慮異種鋼焊接工藝時 必須根據這些特定的條件來確定焊接方法、焊接材料、工藝參數以及其他的措施。 1.6異種鋼焊接材料的焊
焊接法蘭
格式:pdf
大小:22KB
頁數:1P
4.8
產品名稱產品型號倉位數量 焊接法蘭afs305t(48x4.5)1號箱12 焊接法蘭afs307s1號箱46 焊接法蘭afs307t(76.1x3.6)1號箱9 焊接法蘭afs606t(76.1x12.5)1號箱86 焊接法蘭afw603t(30x4)1號箱16 焊接法蘭asf308(89x4.0)1號箱13 焊接法蘭gfs306t(60.3x4)1號箱2 焊接法蘭gfs306t(61x5.5)1號箱4 焊接法蘭gfs307s1號箱58 焊接法蘭gfs606t(76.1x12.5)1號箱120 焊接法蘭wf40lk-l22m1號箱15 焊接法蘭wf40lk-s201號箱4 焊接法蘭1dfs9-36-16(b=120)2號箱152 焊接法蘭afs605t(48.3x8.8)2號箱38 焊接
壓縮機不同上法蘭結構的三點焊接仿真分析最新文檔
大直徑平焊法蘭的焊接變形與控制 大直徑平焊法蘭的焊接變形與控制
格式:pdf
大小:354KB
頁數:2P
4.3
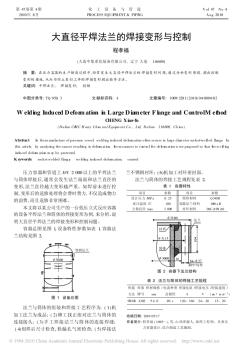
在壓力容器的生產制造過程中,經常發生大直徑平焊法蘭的焊接變形問題,通過分析變形原因,提出控制變形的措施,從而為防止類似工件的焊接變形提出指導方法。
 大型薄法蘭組對焊接問題分析
大型薄法蘭組對焊接問題分析 大型薄法蘭組對焊接問題分析
格式:pdf
大小:102KB
頁數:2P
4.7
隨著天然氣脫水裝置、脫硫裝置、加熱爐在油田、氣田的廣泛使用,其所使用的脫水劑脫硫劑的再生及原油的加熱均需通過常壓火筒式加熱爐來完成。該爐體結構通常設計為可拆卸法蘭連接結構。由于是常壓,所設計設備法蘭其厚度為14~16mm,內徑在1000~1600mm之間,屬于大型薄法蘭。要保證其制作完畢后不變形、不泄露,其組對、焊接問題是個難點。
筒體與法蘭盤焊接裂紋原因分析 筒體與法蘭盤焊接裂紋原因分析
格式:pdf
大小:189KB
頁數:3P
4.4
本文針對磨煤機筒體與法蘭盤焊接過程中出現的裂紋問題了實驗,通過對法蘭盤的化學成分、硬度、金相、能譜進行測試,對筒體與法蘭盤焊接過程中產生裂紋的原因進行了詳盡的分析,并提出了相應的預防措施。
法蘭焊接機方案
格式:pdf
大小:23KB
頁數:2P
4.4
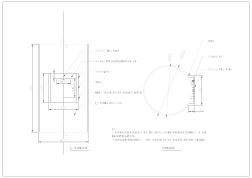
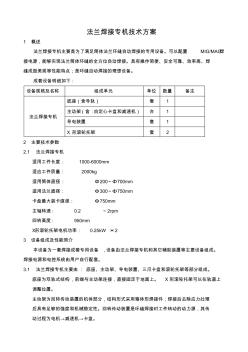
法蘭焊接專機技術方案 1概述 法蘭焊接專機主要是為了滿足筒體法蘭環縫自動焊接的專用設備。可以配置mig/mag焊 接電源,能夠實現法蘭筒體環縫的全方位自動焊接。具有操作簡便、安全可靠、效率高、焊 縫成型美觀等性能特點;是環縫自動焊接的理想設備。 成套設備明細如下: 設備規格及名稱組成單元單位數量備注 法蘭焊接專機 底座(含導軌)套1 主動架(含:自定心卡盤和減速機)臺1 導電裝置套1 x形滾輪托架套2 2主要技術參數 2.1法蘭焊接專機 適用工件長度:1000-6000mm 適應工件質量:2000kg 適用筒體直徑:φ200~φ700mm 適用法蘭直徑:φ300~φ750mm 卡盤最大裝卡直徑:φ750mm 主軸轉速:0

基于MATLAB的空調用壓縮機的建模與仿真
格式:pdf
大小:445KB
頁數:3P
4.6
介紹了空調用壓縮機的建模方法,選用合適的性能參數并采用matlab軟件進行建模仿真,獲得了良好的效果,為空調用壓縮機的進一步仿真優化與結構設計提供參考價值。
拼焊法蘭焊接變形和控制 拼焊法蘭焊接變形和控制
格式:pdf
大小:246KB
頁數:2P
4.7
拼焊法蘭在焊接過程中產生焊接變形,焊接變形大小將直接影響法蘭尺寸精度,本文介紹了法蘭的制造和焊接工藝,分析了法蘭變形產生的原因,并提出了控制法蘭焊接變形的工藝措施。

壓縮機不同上法蘭結構的三點焊接仿真分析相關
文輯推薦
知識推薦
百科推薦


職位:BIM服務工程師
擅長專業:土建 安裝 裝飾 市政 園林


